Cálculo do comprimento mínimo da flange para dobragem de chapa metálica
Alguma vez se perguntou como é que as folhas finas de metal são dobradas em formas precisas? Este artigo explora o fascinante mundo das técnicas de dobragem em L, U e Z no fabrico de chapas metálicas. Aprenderá os principais factores, fórmulas e dicas práticas para conseguir sempre dobras perfeitas.
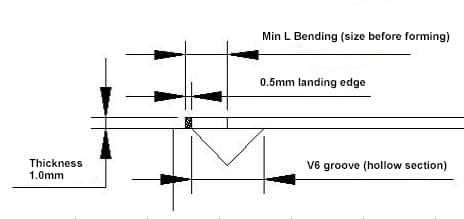
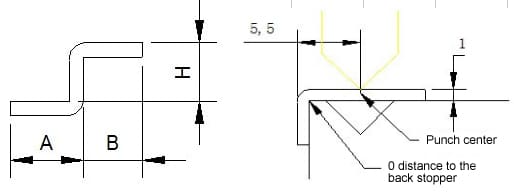
Como o meio do travão de prensa A ranhura em V é oca, ao ser formada, a dobra da borda deve ser mais longa do que a secção oca e o tamanho específico da borda de aterragem varia na produção de diferentes empresas (a secção inferior da ranhura em V é utilizada durante muito tempo, o ângulo R aumenta, o que faz com que a distância da borda da sucata aumente em conformidade, caso contrário, "deslizamento" acontecerá)
2) Fórmula de redução (empírica): 6T/2+0.5+(1.8T/2)
3) Como mostra a figura abaixo, quando T=1, K=1,8*1, a curvatura L mínima é 3+0,5+0,9=4,4
B. Dobragem inversa da junta - bainha (em primeiro lugar, dobrar a 30°, colocar uma junta adequada no meio e, em seguida, fazer a bainha)
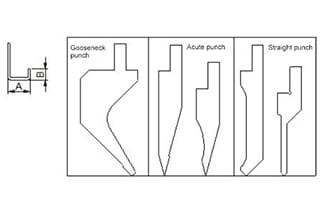
2) Factores que determinam a flexão U mínima
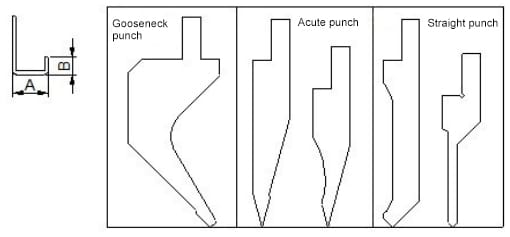
Formas de punção (apresentado na imagem seguinte).
A julgar pelo molde de punção comum, o melhor molde para dobrar em U é "punção de pescoço de ganso", que tem muitos tipos e está especificamente sujeita às exigências de várias empresas.
Tamanho da dobra (apresentado na imagem seguinte).
A relação crescente entre dois tamanhos:
Quanto mais comprido for A, mais comprido será B.
3)Fórmula de redução (valor empírico do punção de pescoço de ganso)
◆ Folha de 0,5MM:
Flexão mínima em U: A =7,67, B= 0,5, flexão L mínima=3,0
Valor crescente: sempre que A aumenta 1 mm, B aumenta 1,87 em conformidade.
Fórmula: quando o tamanho A é conhecido, então o tamanho B = (A-7.67) / T * valor crescente + o valor mínimo de flexão L desta placa
Por exemplo,
quando A=15, então B=(15-7.67)/0.5*1.87+3.0=30.4
Quando o tamanho B é conhecido, então o tamanho A =(B- o valor mínimo de flexão L desta placa) / valor crescente * T + 7,67
Por exemplo,
quando B=30,4, então A=(30,4-3)/1,87*0,5+7,67=15
◆ Folha de 0,8MM
Tamanho mínimo de flexão U A = 8,5 , tamanho B = 0,8, flexão mínima L = 4,2 。
Increasing value:1.87/0.5*0.8=2.99
◆ Folha de 1.0MM
Flexão mínima em U tamanho A=8,94, tamanho B =1,0, flexão mínima em L=4,5
Valor crescente: 1,87/0,5*1,0=3,7
◆ Folha de 1,2MM
Dimensão mínima da curvatura em U A=9,3, B=1,2, curvatura mínima em L=4,5
Valor crescente: 1,87/0,5*1,2=4,5
◆ Folha de 1,5MM
Dimensão mínima da curvatura em U A=10,3, B=1,5, curvatura mínima em L=6,2
Valor crescente: 1,87/0,5*1,5=5,5
◆ Folha de 2.0MM
Dimensão mínima da curvatura em U A=12,7, B= 2,0, curvatura mínima em L=12,0
Valor crescente: 1,87/0,5*2=7,4
Notas:
Quando a dimensão A é superior a 85,0MM e a dimensão B é superior a 60,0MM, esta fórmula não é aplicável.
Tabela anexa: A= valor de ensaio, B= flexão L mínima, K= valor de ensaio
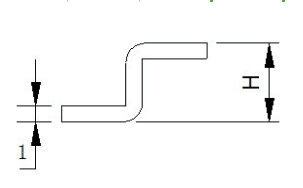
Quando H for maior ou igual a 5T, calcular de acordo com duas flexões de 90°.
Quando H é inferior a 5T, é suficiente uma única formação
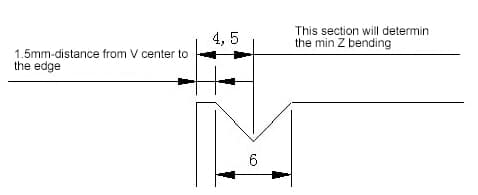
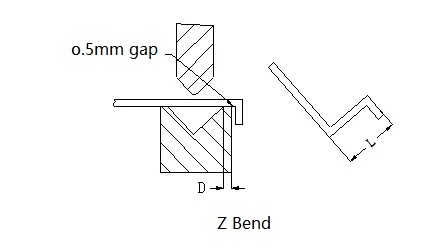
2) O principal factores que afectam o valor mínimo da curvatura Z são a largura de V ranhura e a distância do centro da ranhura em V ao bordo.
3) Fórmula: 6T/2+distância de borda de V ranhura +(1.8T/2)+T(ver a imagem)
Por exemplo, no caso de uma placa de 1,0 mm, para a distância da borda = 1,5, então a flexão Z mínima H = 61/2+1.5+(1.81/2)+1=6.4.
Cálculo do bordo de curvatura mínimo de uma curvatura
O estado inicial da curva em L é mostrado na ilustração seguinte:
Tabela de referência para o interior de curvatura R e a altura mínima de curvatura da chapa laminada a frio
Não.
Espessura
Largura da ranhura da matriz
Dado convexo R
Altura mínima de dobragem
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8/6
1/0.2
5.5/4.5
6
1.5
10/8
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16/14
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
O estado inicial da curva em Z é apresentado na ilustração seguinte:
A dimensão mínima de curvatura (L) do chapa metálica correspondente à curvatura em Z para materiais com diferentes espessuras é apresentado no quadro seguinte:
Não.
Espessura
Largura da ranhura da matriz
Dado convexo R
Z Altura de flexão
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8/6
1/0.2
11.7/10.7
6
1.5
10/8
1/0.2
13.3/12.3
7
2.0
12
1.5/0.5
14.3
8
2.5
16/14
1.5/0.5
18.2/17.2
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...