Já alguma vez se interrogou sobre a razão pela qual algumas peças metálicas recuam após a dobragem? Neste artigo, vamos explorar o fascinante mundo das matrizes de quinagem e como prever com exatidão o retorno elástico. Aprenderá dicas práticas e fórmulas para obter resultados precisos nos seus projectos de metalurgia.
Ao conceber uma matriz de quinagem com um arco interno, a precisão e o comportamento do material são factores críticos frequentemente ignorados nas abordagens convencionais. Muitos projectistas negligenciam completamente o retorno elástico, utilizando o mesmo raio (R) que o produto acabado, ou aplicam um fator de redução rudimentar ao valor R, sem considerar as complexidades das propriedades e geometrias dos materiais.
Por exemplo, uma prática comum para um produto com um valor R original de 1 mm envolve a redução do raio do molde convexo por um fator de 0,8 para materiais mais duros ou 0,9 para materiais mais macios. Esta abordagem simplista, embora por vezes seja eficaz para aplicações básicas, não tem as nuances necessárias para especificações mais exigentes.
As limitações deste método tornam-se particularmente evidentes quando se trata de materiais finos e grandes raios. Considere-se um produto com uma espessura de 0,5 mm e um raio interno de 200 mm. Nestes casos, a previsão exacta do retorno elástico torna-se um desafio devido à complexa interação entre as propriedades do material, o rácio espessura/raio e o ângulo de flexão.
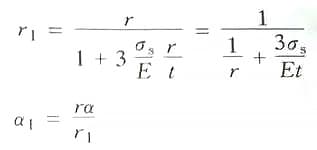
Para resolver estas limitações e melhorar a precisão no projeto de matrizes, é necessária uma abordagem mais sofisticada. A secção seguinte apresenta uma fórmula universal de retorno elástico que tem em conta vários parâmetros materiais e geométricos, permitindo cálculos mais precisos baseados em dados numéricos. Este método fornece uma base robusta para o projeto de matrizes numa vasta gama de aplicações e materiais.
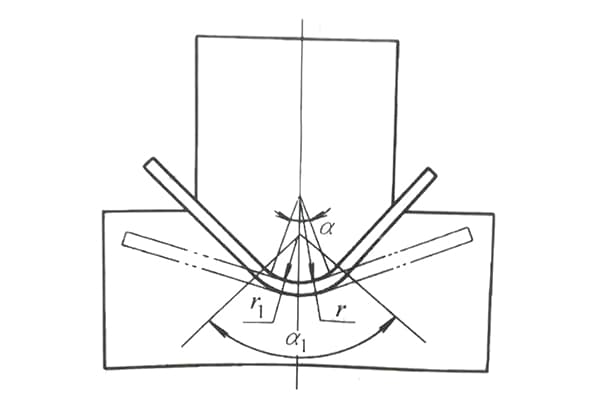
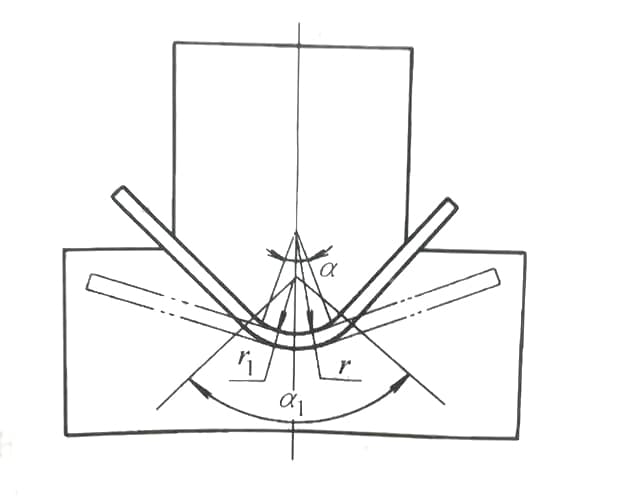
Na fórmula:
r - raio de filete da peça de trabalho (mm):
r1 - raio do punção (mm);
a - o ângulo central do comprimento do arco do filete da peça de trabalho;
a1 - o ângulo central do comprimento do arco do filete do punção;
t - espessura do material;
E - módulo de elasticidade do material;
σs - ponto de escoamento do material.
Assumindo 3σs/E=A como coeficiente de simplificação, com valores listados na Tabela 2-27. A fórmula de cálculo para o raio do canto da matriz convexa durante a flexão de barras de secção circular é a seguinte
Se os materiais necessários não estiverem disponíveis acima, pode também consultar a tabela abaixo para encontrar os módulo de elasticidade e o limite de elasticidade do material e, em seguida, substituí-los na fórmula acima para cálculo.
É melhor estabelecer uma base de dados de materiais comummente utilizada e obter os parâmetros físicos em falta junto dos fornecedores. Se os parâmetros de módulo de elasticidade e limite de elasticidade estão correctas, a dobragem e o ressalto dos terminais de molas gerais, das peças de aparência e dos perfis são mais precisos.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Já se deparou com desafios na dobragem de chapas de aço inoxidável? Este artigo desvenda as complexidades da quinagem de aço inoxidável, desde a força necessária até ao impacto do retorno elástico. Aprender...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas precisas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica....
Já se perguntou porque é que os seus projectos de chapa metálica nem sempre se encaixam perfeitamente? A chave está na compreensão da tolerância de dobragem. Este conceito garante uma dobragem precisa e reduz o desperdício de material. Neste...
Alguma vez teve dificuldade em definir o comprimento correto do curso da prensa dobradeira? Muitos operadores fazem-no, recorrendo frequentemente à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...
Já alguma vez se perguntou como é que uma simples folha de metal se transforma num objeto complexo e tridimensional? A dobragem por prensa dobradeira, um processo crucial no fabrico de metal, é a chave para esta...