
Gráfico da força de flexão do ar (Amada)
Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós e mergulhe na ciência por detrás deste...
Alguma vez se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, com base na experiência de engenheiros mecânicos experientes. Descubra os principais factores que influenciam a força de flexão e saiba como aplicar fórmulas comprovadas para otimizar os seus processos de conformação de metal. Prepare-se para elevar o seu conhecimento sobre dobragem de chapas metálicas a novos patamares!

Atualmente, as fórmulas de cálculo da força de flexão amplamente utilizadas foram adoptadas a partir de fontes estrangeiras sem qualquer informação sobre a sua origem ou âmbito de aplicação.
Este artigo apresenta uma análise sistemática do processo de derivação da fórmula de cálculo da força de flexão, bem como dos parâmetros necessários.
Além disso, é introduzida uma nova abordagem para o cálculo da força de flexão para alargar o seu âmbito de aplicação.
O cálculo da força de dobragem para chapas metálicas é essencial para obter processos de dobragem precisos e eficientes. A compreensão destes cálculos ajuda a selecionar as ferramentas adequadas e a garantir a qualidade das dobras. Este capítulo fornece uma visão geral dos principais conceitos, ferramentas e dicas práticas para calcular a força de flexão em trabalhos com chapas metálicas.
Os cálculos da força de dobragem são cruciais no trabalho com chapas metálicas para garantir que é aplicada a quantidade correta de força durante o processo de dobragem. Isto evita o desperdício de material, danos nas ferramentas e garante a qualidade de dobragem desejada. Cálculos exactos ajudam a selecionar a prensa dobradeira e as ferramentas corretas, conduzindo a uma produção eficiente e à redução de custos.
A força de flexão ( F ) necessária para dobrar uma chapa metálica pode ser calculada através da fórmula:
onde:
O raio interno ( R ) da curva é frequentemente aproximado com base na abertura da matriz ( V ):
A abertura da matriz ( V ) é selecionada com base na espessura da folha ( S ):
O comprimento mínimo da flange assegura que o material não cai durante o processo de dobragem e é calculado tendo em conta a abertura da matriz e o ângulo de dobragem.
Nos últimos anos, o máquina de prensagem ganhou uma utilização generalizada em várias indústrias e expandiu as suas capacidades de processamento.
Apesar da sua popularidade, tem havido uma falta de discussão sistemática sobre o cálculo da força de flexão.
Atualmente, existem cerca de dois tipos de fórmulas de cálculo da força de flexão recomendadas pelos manuais de produtos de diferentes fabricantes de prensas dobradeiras.
Na fórmula:
A fórmula recomendada pelo fabricante para calcular a força de flexão baseia-se numa fórmula mencionada anteriormente.
Ambas as fórmulas foram retiradas de várias brochuras de produtos, mas não existe qualquer prova da sua exatidão.
Calculadora relacionada: Calculadora de tonelagem de prensa dobradeira
A figura 1 é uma representação esquemática do processo de dobragem de uma folha.
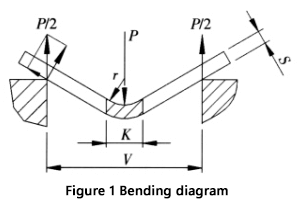
O cálculo da força de flexão e os seus parâmetros são explicados da seguinte forma:
A largura recomendada da abertura inferior da matriz (V) para a dobragem livre é de 8 a 10 vezes a espessura da chapa (S), com uma relação largura/espessura de V/S = 9.
Os fabricantes de prensas dobradeiras fornecem os valores da largura da matriz (V) e do raio interno (r) da peça de trabalho dobrada na sua tabela de parâmetros de força de flexão. O rácio raio/largura é normalmente r = (0,16 a 0,17) V, e neste caso, é utilizado o valor de 0,16.
Durante o processo de dobragem, o material na zona de deformação sofre uma deformação plástica significativa, fazendo com que se dobre em torno da linha central.
Em alguns casos, podem aparecer pequenas fissuras na superfície exterior da área curvada.
A tensão na zona de deformação, exceto perto da camada central, é próxima da resistência à tração do material, estando a parte superior da camada neutra comprimida e a parte inferior em tensão.
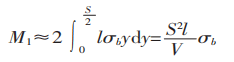
A figura 2 ilustra a secção transversal e o diagrama de tensões correspondente na zona de deformação.
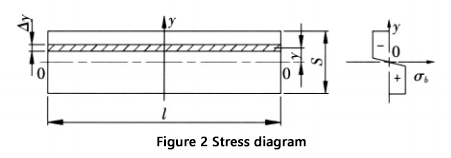
O momento fletor na secção da zona de deformação é:
O momento fletor produzido pela força de flexão na zona de deformação está representado na Figura 1.
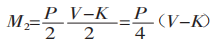
De M1 = M2, obtemos:

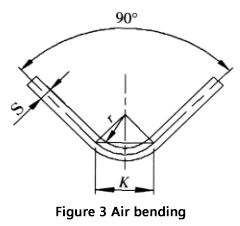
Ao dobrar uma chapa com um molde universal numa máquina de dobragem, como se mostra na Figura 3, a maioria das chapas é dobrada a 90°. Neste caso, K é:

Substituindo K na equação (1), obtém-se:

A resistência à tração dos materiais normais, σb, é de 450 N/mm². Este valor pode ser utilizado na fórmula (2) para calcular o resultado.
A fórmula de cálculo da força de flexão aqui obtida está de acordo com as informações fornecidas em brochuras estrangeiras.
As variáveis da fórmula são:
Como se pode ver no processo de derivação, quando se utilizam as fórmulas (2) ou (3) para calcular a força de flexão, é importante assegurar que são cumpridas duas condições adicionais: a relação entre a largura e a espessura (V/S) deve ser igual a 9 e a relação entre o raio e a largura deve ser igual a 0,16.
Se estas condições não forem satisfeitas, podem ocorrer erros significativos.
O cálculo da força de flexão pode ser complicado quando não é possível cumprir os dois requisitos adicionais (rácio largura/espessura V/S = 9 e rácio raio/largura = 0,16) devido a limitações de conceção ou de processo.
Nestas situações, é aconselhável seguir estes passos:
Estes passos fornecerão um resultado mais preciso e fiável do que a utilização da fórmula habitualmente utilizada. Um exemplo para ilustrar este processo é apresentado na Figura 4.
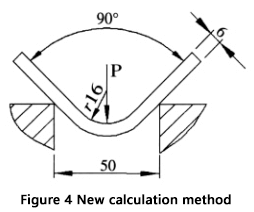
Dado: Espessura da chapa (S) = 6mm, Comprimento da chapa (l) = 4m, Raio de curvatura (r) = 16mm, Largura da abertura inferior da matriz (V) = 50mm, e Resistência à tração do material (σb) = 450N/mm².
Questão: Como podemos calcular a força de flexão necessária para a flexão de ar?
Eis os passos a seguir:
Em primeiro lugar, calcular a relação entre a largura e a espessura e a relação entre o raio e a largura:

Em seguida, calcular a largura projectada da área de deformação:
Finalmente, utilizar a fórmula (1) para calcular a força de flexão:

Se for utilizada a fórmula normalmente recomendada para calcular a força de flexão:
Pode deduzir-se de P1/P2 = 1,5 que a diferença entre P1 e P2 é 1,5 vezes.
A razão para esta discrepância deve-se ao facto de, neste exemplo, o raio de curvatura ser relativamente grande, o que resulta num aumento da área deformada e, por conseguinte, requer uma força de curvatura maior.
A relação entre o raio e a largura neste exemplo é de 0,32, o que ultrapassa os critérios anteriormente mencionados.
A utilização da fórmula padrão para calcular a força de flexão não é adequada para este cenário. As vantagens da utilização do novo método de cálculo podem ser observadas neste exemplo.
Além disso, está disponível uma calculadora em linha para calcular a força de flexão utilizando o novo método.
Tabela de resistência à tração
| Material | Resistência à tração | ||
|---|---|---|---|
| americano | Europeu | China | N/mm² |
| Alumínio 6061 | Alu50 | LD30 | 290 |
| Alumínio 5052 | Alu35 | LF2 | 303 |
| 1010 Aço macio | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| A 351 G CF 8 | G-X 6CrNi 18 9 | Q235 | 450 |
| A 572 G50 | S 355 MC | Q345 | 550 |
| Aço inoxidável 304 | Inox V2A | 0Cr18Ni9 | 586 |
| Aço inoxidável 316 | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Baixa liga | 42 CrMo 4 | 42CrMo | 1000 |
As fórmulas para calcular os parâmetros de cunhagem são diferentes da dobragem de ar.

1. Largura do veio da matriz:
V = chapa metálica espessura × 5
2. O raio interno é determinado pela ponta do punção, que deve ser escolhida de acordo com a seguinte fórmula:
Raio = espessura da chapa × 0.43.
3. Força necessária para cunhar:
F(kn/m)=Espessura2×1,65×Resistência à tração (N/mm2)×4.5/ Largura do veio da matriz
4. A fórmula de cálculo do bordo interior mínimo mantém-se inalterada:
Aresta interna mínima = Veios de rosca × 0.67

Certas ferramentas necessitam de uma força específica para fazer ceder a chapa e para gerir o retorno elástico, a fim de obter o perfil pretendido.
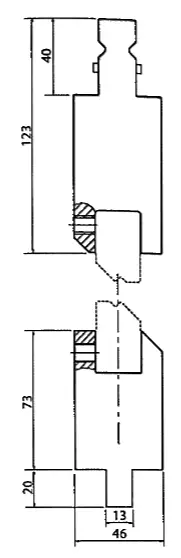
Como exemplo, vamos considerar as ferramentas joggle, que efectuam duas curvas de uma só vez com uma curta distância entre a curva e a contra-dobra.
Como estas ferramentas fazem duas curvas de uma só vez, dorso da mola tem de ser completamente anulado por cunhagem.
A equação para calcular a força necessária é:

As ferramentas joggle consistem normalmente num suporte de inserção no qual as ferramentas joggle, escolhidas de acordo com o joggle e o ângulo necessário, são fixadas com parafusos de fixação.
É importante pedir aconselhamento técnico ao fabricante antes de comprar, porque estes sistemas só podem dobrar chapas metálicas finas, com um máximo de 2 mm, mas a espessura máxima dependerá do tipo de inserção e poderá ser inferior a 2 mm.
Seguem-se as respostas a algumas perguntas frequentes:
A resistência à tração desempenha um papel crucial na determinação da força de flexão necessária para a chapa metálica. A resistência à tração é a tensão máxima que um material pode suportar ao ser esticado antes de se partir. Quando a chapa metálica é dobrada, sofre tensões de tração e de compressão. A superfície exterior da dobra é sujeita a tensão de tração, enquanto a superfície interior é sujeita a tensão de compressão.
A força de flexão necessária é diretamente influenciada pela resistência à tração do material, uma vez que uma maior resistência à tração significa que o material pode suportar uma maior tensão sem falhar. Isto implica que, para materiais com maior resistência à tração, é necessária uma maior força para atingir o mesmo grau de flexão em comparação com materiais com menor resistência à tração.
Para calcular a força de flexão, é considerada a tensão de flexão, que está relacionada com a resistência à tração. A fórmula da tensão de flexão
envolve o momento fletor (M), a distância do eixo neutro à fibra mais exterior (c) e o momento de inércia da secção transversal (I). O momento de flexão é influenciado pela força aplicada e pelo comprimento do braço de alavanca. Garantir que a tensão de flexão não excede a resistência à tração do material é vital para evitar falhas durante a flexão.
Em resumo, uma resistência à tração mais elevada requer uma força de flexão mais elevada para dobrar uma chapa metálica sem provocar a sua rutura, salientando a importância de considerar as propriedades do material nos cálculos da força de flexão.
Ao calcular a força de flexão de uma chapa metálica, é necessário ter em conta vários factores-chave para garantir resultados precisos e fiáveis. Os principais factores que influenciam os cálculos da força de flexão incluem:
As propriedades dos materiais desempenham um papel crucial, em particular a resistência à tração e o limite de elasticidade. A resistência à tração é a tensão máxima que um material pode suportar antes de falhar, com diferentes materiais a terem diferentes resistências. Por exemplo, o alumínio tem uma resistência à tração de 200-300 N/mm², o aço macio (Q235) varia entre 370-500 N/mm² e o aço inoxidável ronda os 650-700 N/mm². O limite de elasticidade determina a tensão a que o material começa a deformar-se plasticamente, sendo que um limite de elasticidade mais elevado requer mais força de flexão.
A espessura do material tem um impacto significativo na força de flexão, uma vez que os materiais mais espessos resistem mais à deformação, necessitando de uma força maior. As fórmulas de cálculo incluem normalmente a espessura do material como uma variável-chave.
O raio e o ângulo de curvatura também são importantes. O raio de curvatura interior, ou o raio da curvatura, influencia a força necessária, com raios mais pequenos a necessitarem de mais força devido a uma maior concentração de tensão. O ângulo de curvatura afecta a força necessária, sendo que a maioria dos cálculos se baseia numa curvatura de 90 graus, mas requer ajustes para ângulos diferentes.
A configuração da ferramenta e da matriz, especificamente a abertura do canal inferior da matriz, afecta a força de quinagem. A largura do canal inferior da matriz na máquina de dobragem está relacionada com a espessura do material, e a dobragem de precisão pode exigir uma abertura em V mais estreita para materiais mais finos.
O fator K e a posição do eixo neutro também influenciam o processo de flexão. O fator K, embora esteja mais diretamente relacionado com o cálculo das tolerâncias e deduções de dobragem, afecta o comportamento global da dobragem e a força necessária, determinando onde o material não é comprimido nem esticado.
Por último, o cálculo da força de flexão envolve normalmente uma fórmula que incorpora a resistência à tração do material, a espessura e o comprimento da curva. Por exemplo, uma fórmula simplificada para o aço de baixo teor de carbono é:
em que ( t ) é a espessura em mm e ( l ) é o comprimento em metros, com o resultado em toneladas.
Ao considerar estes factores, pode calcular com precisão a força de quinagem necessária para as operações de quinagem de chapas metálicas, assegurando que a máquina de quinagem de prensas está corretamente ajustada para alcançar a quinagem desejada sem causar falhas no material ou deformação excessiva.
Para determinar as definições adequadas para uma máquina de prensagem, é necessário ter em conta vários factores-chave para garantir uma dobragem precisa e eficiente da chapa metálica. Em primeiro lugar, identificar o tipo e a espessura do material, uma vez que estes influenciam significativamente a força de quinagem necessária. Diferentes metais, como o aço inoxidável e o alumínio, têm diferentes resistências e elasticidades, que afectam a força necessária para dobrar.
De seguida, calcule a tonelagem necessária utilizando a fórmula ( P=650S²L/V ), em que ( P ) é a força de quinagem, ( S ) é a espessura da placa de metal e ( V ) é a abertura da matriz inferior. Tenha em conta o comprimento e o ângulo de dobragem, uma vez que os ângulos mais acentuados requerem uma tonelagem mais elevada. Assegurar o suporte e o alinhamento adequados do material para evitar deflexões e imprecisões.
Diferentes métodos de dobragem, tais como dobragem por ar, dobragem por baixo e cunhagem, requerem diferentes tonelagens, sendo a dobragem por ar a base e a cunhagem requerendo cerca de oito vezes a tonelagem da dobragem por ar. Verificar se a tonelagem não excede o limite de tonelagem central da prensa dobradeira para evitar sobrecarga e potenciais danos.
Selecionar ferramentas adequadas que correspondam ao material e aos requisitos de dobragem, assegurando que as ferramentas estão corretamente alinhadas e instaladas. Calibrar a máquina, inspeccionando-a e limpando-a, ajustando o medidor de retorno e calibrando a posição e o ângulo do cilindro. Programar a prensa dobradeira de acordo com a tonelagem calculada e os parâmetros de dobragem e efetuar um teste de funcionamento em material de sucata para afinar as definições e garantir os resultados desejados.
Seguindo estes passos, pode determinar com precisão as definições adequadas para a sua máquina de prensagem, conduzindo a operações de quinagem de chapa metálica precisas e eficientes.
As fórmulas e etapas fornecidas para o cálculo da força de flexão são adequadas não só para a flexão angular de uma chapa, mas também para a flexão em forma de arco (que tecnicamente deve ser referida como flexão angular com um grande raio de flexão).
É crucial ter em mente que a formação de uma forma de arco requer um design de molde único.
Ao projetar a área de deformação, o cálculo deve basear-se nos parâmetros de processo estabelecidos durante o processo, que não podem ser determinados através de uma única fórmula.
Numa fábrica de torres de ferro específica, dobrámos com sucesso um cilindro com uma espessura de parede de 12 mm, um diâmetro de 800 mm e um comprimento de 16 m utilizando uma prensa de 28000 kN máquina de travão e um molde circular.
O método descrito neste artigo foi utilizado para determinar a força de flexão e produziu resultados satisfatórios ao projetar um molde para uma forma de arco.
Ler mais:

Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.







