Seleção fácil de varetas de soldadura: dicas de especialistas
Já se perguntou porque é que algumas soldaduras se mantêm fortes enquanto outras falham? Este artigo revela os segredos por detrás das varetas de soldadura, os seus tipos e o seu papel fundamental para garantir soldaduras duradouras. Saiba como a escolha da vareta de soldadura correcta pode fazer toda a diferença em termos de segurança e resistência.
Estou certo de que todos sabem que as varetas de soldadura são um componente essencial da soldadura eléctrica.
Uma vez ligadas as varas de soldadura, as pinças de soldadura podem começar a funcionar.
No entanto, sabe qual o modelo de varetas de soldadura que está a utilizar?
A utilização de varas de soldadura é muito específica.
A utilização incorrecta de varetas de soldadura pode comprometer a resistência da soldadura, pelo que esta deve ser novamente soldada com um material adequado.
No caso de peças de trabalho de grandes dimensões, a utilização incorrecta de varetas de soldadura pode resultar em fissuras no local de soldadura, constituindo uma ameaça à vida e à propriedade.
Por conseguinte, é importante compreender a composição do elétrodo.
O elétrodo é revestido com um material especial chamado revestimento do elétrodo.
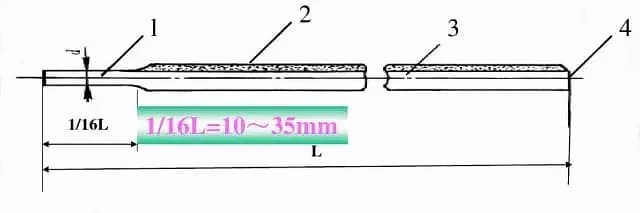
Este tipo de elétrodo, conhecido como blindado arco metálico O elétrodo de soldadura é composto por duas partes: o revestimento e a alma de soldadura.
O fio metálico coberto pelo revestimento do elétrodo é designado por núcleo de soldadura.
Normalmente, o núcleo de soldadura é feito de aço e tem um comprimento e um diâmetro específicos.
Função do núcleo de soldadura
O núcleo de soldadura tem duas funções principais:
Conduz a corrente de soldadura e gera um arco elétrico, convertendo a energia eléctrica em energia térmica.
O próprio núcleo de soldadura derrete e torna-se o metal de adição, fundindo-se com o metal de base líquido para formar a soldadura.
Na soldadura com eléctrodos, uma parte do metal de solda provém do metal de base.
Como resultado, a composição química do núcleo de soldadura tem um impacto significativo na qualidade da soldadura.
Por este motivo, o fio de aço utilizado como núcleo de soldadura deve ter uma marca e uma composição específicas.
Quando outros métodos de soldadura por fusão, como a soldadura automática por arco submerso, a soldadura por escória eléctrica, soldadura com proteção gasosaOs fios de soldadura são utilizados como metal de enchimento, sendo designados por fios de soldadura.
O revestimento do elétrodo é a camada aplicada à superfície do núcleo de soldadura.
Durante o processo de soldaduraO revestimento decompõe-se e funde-se para produzir gases e escórias, proporcionando proteção mecânica, tratamento metalúrgico e melhor desempenho do processo.
A composição do revestimento inclui minerais (como mármore e espatoflúor), ligas de ferro e pós metálicos (como ferromanganês e ferrotitânio), substâncias orgânicas (como farinha de madeira e amido) e produtos químicos (como titânio dióxido de carbono e silicato de sódio).
A qualidade do revestimento do elétrodo é um fator crucial para determinar a qualidade da soldadura.
Mesmo que se estabeleça um arco, este não arderá de forma consistente.
2. Proteger o banho de soldadura
Durante o processo de soldadura, a imersão de oxigénio, azoto e vapor de água do ar na soldadura pode ter impactos negativos na soldadura.
Isto pode resultar na formação de poros e na redução das propriedades mecânicas, podendo mesmo levar à formação de fissuras.
No entanto, quando o revestimento do elétrodo é fundido durante a soldadura, a grande quantidade de gás produzida cobre o arco e a poça de fusão, reduzindo a interação entre o metal fundido e o ar.
Após o arrefecimento, o revestimento derretido forma uma camada de escória na superfície da soldadura, protegendo o metal de soldadura, abrandando o processo de arrefecimento e diminuindo o risco de bolsas de ar.
3. Assegurar a desoxidação e a remoção de enxofre, fósforo e impurezas das soldaduras
Apesar das medidas de proteção aplicadas durante o processo de soldadura, é inevitável que uma pequena quantidade de oxigénio entre na poça de fusão. Isto pode levar à oxidação do metal e elementos de liga, queima dos elementos de liga e diminuição da qualidade da soldadura.
Para contrariar esta situação, são adicionados agentes redutores, como o manganês, o silício, o titânio e o alumínio, ao revestimento do elétrodo para reduzir os óxidos presentes na poça de fusão.
4. Elementos de liga suplementares para soldaduras
A alta temperatura do arco pode causar a vaporização e a queima dos elementos de liga no metal de solda, diminuindo as suas propriedades mecânicas.
Para compensar esta perda, devem ser adicionados elementos de liga adequados à soldadura através do revestimento para manter ou melhorar as propriedades mecânicas da soldadura.
Para a soldadura de determinados tipos de aços de ligaÉ igualmente necessário introduzir a liga na soldadura através do revestimento, de modo a que a composição do metal de soldadura seja semelhante à do metal de base e que as suas propriedades mecânicas sejam iguais ou mesmo superiores às do metal de base.
5. Melhorar a produtividade da soldadura e reduzir os salpicos
O revestimento do elétrodo tem a vantagem adicional de aumentar a formação de gotículas e reduzir os salpicos.
O ponto de fusão do revestimento do elétrodo é ligeiramente inferior ao do núcleo, mas como o núcleo está no centro do arco e tem uma temperatura elevada, derrete primeiro, seguido do revestimento.
Isto resulta na redução da perda de metal devido a salpicos, num coeficiente de deposição melhorado e no aumento da produtividade da soldadura.
Até agora, falámos sobre a composição das varetas de soldadura. Ao escolher uma vareta de soldadura, é importante compreender que existem diferentes tipos de varetas de soldadura.
Por exemplo, consideremos um elétrodo J422.
Vêem o número no desenho?
A vareta de soldadura J422 é um nome comum que corresponde à norma internacional E4303.
É uma vareta de soldadura ácida com um revestimento de titânio e cálcio.
O "J" em J422 representa uma estrutura soldadura de aço e "42" representa a resistência à tração do metal de solda, que é de 42kg/mm2.
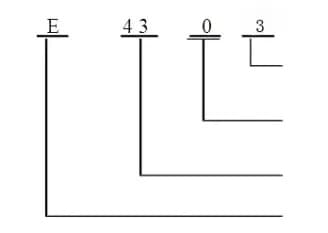
A norma internacional de grau E4303 pode ser explicada da seguinte forma:
E - elétrodo
43 - A resistência à tração do metal depositado não é inferior a 430Mpa.
0 - Representa que a posição de soldadura do elétrodo é reta ("0" e "1" são adequados para todas as posições de soldadura, "2" são adequados para soldadura plana e soldadura de filetes planos, e "4" são adequados para soldadura vertical descendente).
3 - A combinação do terceiro e quarto dígitos representa o tipo de corrente de soldadura e de revestimento
Em termos mais simples, a vareta de soldadura J422 utilizada na China é equivalente à vareta de soldadura E4303 utilizada internacionalmente.
Tomemos como exemplo alguns modelos.
Comparação de modelos e marcas de varetas de soldadura comuns
Modelo
Marca
Modelo
Marca
E4303
J422
E5003
T502
E4316
J426
E5015
J507
E5016
J506
E6016
T606
E6015
J607
E7015
3707
Segue-se um breve resumo dos critérios gerais de seleção:
As marcas das varetas de soldadura normalmente utilizadas são estabelecidas pelo fabricante ou pela indústria, e os modelos são amplamente reconhecidos internacionalmente, com uma grande variedade de tipos.
Existem cerca de 300 tipos diferentes de varetas de soldadura.
Dentro do mesmo tipo, os diferentes modelos são categorizados com base nas suas características únicas.
Um tipo específico de vareta de soldadura pode ter uma ou várias variações.
É comum que as varetas de soldadura do mesmo tipo tenham nomes de marcas diferentes em varetas de soldadura diferentes.
As varas de soldadura comuns incluem principalmente:
(1) Para peças estruturais de aço com baixo teor de carbono, são normalmente utilizadas varas de soldadura de titânio-cálcio do tipo E4303 (J422) ou E5023 (J502).
(2) Para peças estruturais importantes com requisitos elevados de plasticidade, tenacidade e resistência à fissuração, devem ser utilizadas varetas de soldadura E4315 (J427) ou E5015 (J507) com baixo teor de hidrogénio.
Ao utilizar uma máquina de soldadura AC, podem ser escolhidas varas de soldadura AC e DC com baixo teor de hidrogénio E4316 (J426) ou E5016 (J506).
(3) Para componentes de chapa fina que requerem uma superfície de soldadura bonita e lisa, são preferíveis as varetas de soldadura de titânio E4313 (J421).
(4) Ao soldar componentes que não podem remover óleo, ferrugem e outras sujidades e que requerem uma penetração profunda, recomenda-se a utilização de varetas de soldadura de óxido de ferro E4320 (J424).
(5) Para componentes com muitas soldaduras verticais, se as condições o permitirem, podem ser seleccionados eléctrodos de soldadura especiais para a soldadura vertical descendente, como as varetas de soldadura E4300 (J420).
Estas são algumas das varetas de soldadura comuns que se distinguem com base na sua utilização pretendida.
O diâmetro da vareta de soldadura é determinado pela espessura da soldadura e é geralmente dividido em 2, 2,5, 3,2, 4, 5, 6 mm e outros tamanhos para o núcleo.
Os tamanhos mais utilizados são 2,5, 3,2 e 4 mm.
O diâmetro aproximado e a corrente de soldadura são os seguintes
Diâmetro das varetas de soldadura (mm)
Corrente de soldadura (A)
1.6
25-40
2
40~65
2.5
50~80
3.2
100~130
4
160~210
5
200~270
6
260~500
O método de seleção do diâmetro do elétrodo com base na espessura da soldadura é o seguinte
(1) Se a espessura da soldadura for inferior ou igual a 4 mm, o diâmetro do elétrodo selecionado não deve exceder a espessura da soldadura.
(2) Para soldaduras com uma espessura de 4mm a 12mm, o diâmetro do elétrodo deve ser entre 3mm e 4mm.
(3) Se a espessura da soldadura for superior a 12 mm, o diâmetro da vareta de soldadura deve ser de, pelo menos, 4 mm.
A título de exemplo, o aço estrutural é designado por "J XXX", em que "J" representa um aço estrutural soldadura de aço e o terceiro número representa o tipo de revestimento e os requisitos de corrente de soldadura. O primeiro e o segundo números indicam a resistência à tração do metal de solda.
7 representa o revestimento do elétrodo com baixo teor de hidrogénio, DC.
O tipo de vareta de soldadura é determinado com base nas normas nacionais e internacionais relevantes. Para o aço estrutural, a letra "E" designa a vareta de soldadura. O primeiro e o segundo dígitos indicam a resistência mínima à tração do metal depositado, enquanto o terceiro dígito representa a posição de soldadura do elétrodo. O terceiro e o quarto algarismos indicam o tipo de corrente de soldadura e o revestimento utilizado.
E4315:
E: Indicar a vareta de soldadura;
43: Valor mínimo da resistência à tração do metal depositado;
1: Indicação da soldadura em posição de ensaio e em posição completa;
5: Indica que o revestimento do elétrodo é do tipo sódio com baixo teor de hidrogénio e que pode ser adoptada a ligação inversa DC;
Os eléctrodos de aço estrutural comuns incluem J421, J422, J423, J424, J506 e J507. Por exemplo, as varetas de soldadura da série E43 podem ser utilizadas para soldar aços com baixo teor de carbono, como o 20Mn e o Q235 ou aços com uma resistência à tração de aproximadamente 400MPa. As varetas de soldadura da série E50 podem ser utilizadas para soldar 16Mn, 16Mng e outros aços com uma resistência à tração que varia entre 500MPa (1MPa é aproximadamente igual a 10kg de força).
Eis um exemplo.
Tomemos agora o Q235 como exemplo e discutamos como escolher um 5 mm de espessura aço. (Nota: As respostas às perguntas seguintes podem ser encontradas no artigo).
O Q235 é um aço de baixo teor de carbono com uma limite de elasticidade de 235 Mpa e uma resistência à tração de 370-500 Mpa.
Para este material, podemos escolher as varetas de soldadura da série E43. Uma vez que os requisitos para a peça de trabalho não são exigentes, podemos utilizar E430 ou E431 para a soldadura em todas as posições.
Além disso, o aço com baixo teor de carbono é simbolizado por 3 revestimentos do tipo titânio-cálcio.
Para materiais com 5 mm de espessura, o diâmetro recomendado para o elétrodo é de 3,2 mm.
Para varetas de soldadura com um diâmetro de 3,2 mm, a corrente recomendada é de 100-130 A.
Em conclusão, devemos utilizar varetas de soldadura E4303 com um diâmetro de 3,2 mm e uma corrente de aproximadamente 110 A para soldar aço Q235 com 5 mm de espessura.
Para facilitar a sua utilização, forneci um formulário simples que pode seguir se compreender as informações apresentadas acima.
O J422 é utilizado para estruturas gerais, com formas complexas e grande rigidez.
J426
E4316
J426 e J427 são utilizados para soldaduras espessas;
J427
E4315
J426 e J427 são utilizados para Q235-C e Q235D.
20R; 20g
J426
E4316
J427
E4315
16MnR
J502
E5003
Geralmente, são seleccionados os três primeiros tipos de varetas de soldadura. Quando os requisitos de resistência da soldadura são elevados, podem ser seleccionados os dois últimos tipos de varetas de soldadura.
J506
E5016
J507
E5015
J506R
E5016-G
J507R
E5015-G
15MnVR
J506R
E5016-G
Quando a espessura da chapa é grande, podem ser seleccionadas as duas primeiras varetas de soldadura.
J507R
E5015-G
J556
E5516-G
J557
E5515-G
15MnVNR
J556
E5516-G
Geralmente, são seleccionados os três primeiros tipos de varetas de soldadura. Quando a rigidez estrutural é pequena e a exigência de resistência é elevada, podem ser seleccionados os dois últimos tipos de varetas de soldadura.
J557
E5515-G
J557MoV
E5515-G
J606
E6016-D1
J607
E6015-D1
18MnMoNbR
J606
E6016-D1
A estrutura de chapa espessa e rígida de grandes dimensões pode ser utilizada com vareta de soldadura de gás ultra-baixo e alta tenacidade ou vareta de soldadura contendo Ni;
J607
E6015-D1
Pré-aqueça 150 ~ 250 ℃ antes da soldagem, e conduza 250 ~ 350 ℃ pós-tratamento térmico imediatamente após a soldagem ou quando a soldagem for interrompida, e conduza o tratamento térmico de alívio de tensão após a soldagem.
J606RH
E6016-G
J607RH
E6015-G
J607Ni
E6015-G
13MnNiMoNbR
J606
E6016-D1
Pré-aquecer 150~200 ℃ antes da soldadura e realizar o tratamento de eliminação de azoto a 350~400 ℃ após a soldadura.
J607
E6015-D1
J607Ni
E6015-G
07MnCrMoVR
J606RH
E6016-G
J607RH
E6015-G
15CrMoR 14CrMoR
R302
E5503-B2
Pré-aqueça 160 ~ 200 ℃ antes da soldadura e realize um tratamento de têmpera de 675 ~ 705 ℃ após a soldadura.
R307
E5515-B2
O R302 é utilizado principalmente para a soldadura de cobertura.
12Cr1MoV
R312
E5503-B2-V
Pré-aqueça 250 ~ 300 ℃ antes da soldadura e realize um tratamento de têmpera de 715 ~ 745 ℃ após a soldadura.
R317
E5515-B2-V
O R312 é utilizado principalmente para a soldadura de cobertura.
12Cr2Mo1
R402
E6000-B3
Pré-aquecer 160~200 ℃ antes da soldadura, e 675~705 ℃ tratamento de têmpera após a soldadura.
R407
E6015-B3
O R402 é utilizado principalmente para a soldadura de coberturas.
16MnDR
J506RH
E5016-G
O revenimento a 600 ~ 650 ℃ após a soldagem pode reduzir a tendência de fratura frágil de produtos de soldagem de aço de baixa temperatura, eliminando o estresse de soldagem.
J507RH
E5015-G
J507NiTiB
E5015-G
W507
E5015-G
15MnNiDR 09MnNiDR
W607
E5015-G
W607H
E5515-C1
09Mn2VDR 09MnTiCuReDR
W707
E5015-G
W707Ni
E5515-C1
OCr18Ni9
A102
E308-16
A102A
E308-17
A107
E308-15
00Cr19nl10 0Cr18Ni10Ti 0Cr18Ni11Nb 1Cr18Ni9Ti
A002
E308L-16
A002A
E308L-17
A002Mo
E308MoL-16
A132
E347-16
A132A
E347-17
A137
E347-15
0Cr17Ni12Mo2
A202
E316-16
A207
E316-15
A212
E318-16
0Cr19Ni13Mo3
A242
E317-16
0Cr18Ni12Mo2Ti
A212
E318-16
00Cr17Ni14Mo2
A002
E316L-16
A022L
00Cr19Ni13Mo3
A032
E317MoCuL-16
00Cr18Ni5Mo3Si2
A022Si
E316L-16
0Cr13 0Cr13A1
G202
E410-16
Quando os três primeiros tipos de varetas de soldadura são usados, a soldadura deve ser pré-aquecida a uma temperatura acima de 300C, e temperada e lentamente arrefecida a 700 ℃ após a soldadura.
G207
E410-15
G217
E410-15
A107
E308-15
A207
E316-15
A407
E310-15
As varas de soldadura são recomendadas para a soldadura de diferentes tipos de aço
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...