Guia de matrizes de perfuração de torre: Dicas de classificação, seleção e instalação
Como garantir o melhor desempenho e a longevidade das suas matrizes de perfuração de torre? Este artigo explora as várias classificações, critérios de seleção e procedimentos de instalação essenciais para manter estes componentes críticos na sua maquinaria. Ao compreender os tipos e os métodos de instalação adequados das matrizes de puncionamento de torre, pode obter operações precisas e eficientes e prolongar a vida útil do seu equipamento. Mergulhe neste guia abrangente para aprender dicas práticas e melhores práticas que irão melhorar os seus processos de maquinação e garantir resultados de produção de alta qualidade.
Os moldes de perfuração CNC da AMADA podem ser divididos em duas categorias: moldes originais (placa de retorno de metal) (Fig. 1) e moldes domésticos (placa de retorno de borracha) (Fig. 2).
Com base na forma do molde, são classificados como molde redondo, molde redondo de cintura, molde retangular, molde quadrado, molde de forma especial, molde de formação (punção de amostra, colisão, contra-furo, furo de viragem, obturador e molde de engaste).
O tamanho da matriz determina as estações correspondentes, que são divididas da seguinte forma:
Estação X
Geralmente molde redondo (φ1.6 ~ φ12.7) e matriz de amostra frontal.
Corresponde a 10 estações da máquina-ferramenta;
Fig. 1 molde original (placa metálica de retorno)
Fig. 2 molde doméstico (placa de retorno de borracha)
Estação B
Isto inclui matrizes redondas (φ13φ27), matrizes quadradas (SQ4SQ16), matrizes parciais rectangulares, matrizes parciais de cintura redonda e matrizes parciais de formato especial (tais como matrizes de buraco de fechadura, cruz, trapézio, hexagonal e D simples). Adicionalmente, existem matrizes de formação (punção de amostra invertida, bump, counterbore, matriz de torneamento de furos, etc.) que correspondem às 16 estações da máquina-ferramenta.
Estação C
Versão revista:
O disponível tipos de matrizes incluem matrizes redondas (φ30~φ37), matrizes quadradas (SQ20), matrizes rectangulares parciais, matrizes redondas parciais de cintura e matrizes parciais de forma especial (matrizes de orelha dupla). Estes correspondem às 6 estações da máquina-ferramenta.
Estação D
Este produto inclui matrizes redondas (φ40-φ50), uma matriz quadrada (SQ35), matrizes rectangulares parciais e matrizes redondas de cintura parcial. Estes são concebidos para corresponder às 4 estações de uma máquina-ferramenta.
EstaçãoE, F
Os principais componentes da máquina são a fresa (RE60x4, RE60x5), a matriz quadrada (SQ50) e a matriz de formato especial (matriz de nove furos). Estes correspondem às duas estações da máquina-ferramenta.
StaçãoG, H
Fresa (RE80x6), matriz de forma especial (obturador).
Corresponde a 2 estações da máquina-ferramenta;
Estação I
Estação de rotação indexada, é utilizada para instalar o molde a ser rodado.
A regra geral é selecionar o valor mais baixo folga da matriz de acordo com a espessura do material da peça a ser processada, como indicado no Quadro 1.
Tabela 1 Seleção da folga inferior da matriz
Espessura do material (mm)
0.5-1.0
1.2
1.5
2.0-3.0
4.0
Folga (mm)
0.1-0.15
0.15-0.2
0.3-0.40
0.4-0.6
0.6-0.8
É de notar que, normalmente, o molde inferior especificado para o molde superior tem uma folga de apenas 0,1 mm a 0,4 mm.
No entanto, ao processar placas com espessura superior a 3 mm, é necessária flexibilidade na seleção. Por exemplo, ao trabalhar com uma placa de cobre de 4 mm, a folga máxima do molde inferior φ6,5 é de apenas 0,4 mm. Neste caso, pode ser utilizado um molde inferior φ7.1 (0.15mm).
Instalação da parte inferior morrer
Abrir a tampa da torre → rodar a máquina-ferramenta para a estação onde o molde inferior deve ser instalado → remover a base do molde inferior com a ferramenta especificada → colocar o molde inferior na estação vazia correspondente → verificar a altura (a altura do molde inferior pode ser 1mm ~ 2mm mais alta do que a base do molde. Se a altura do molde em si não for suficiente, adicionar calços para ajustar a altura padrão) → apertar os parafusos → instalar a base do molde inferior na torre → fixar a base do molde inferior na torre com a ferramenta especificada → a instalação do molde inferior está concluída.
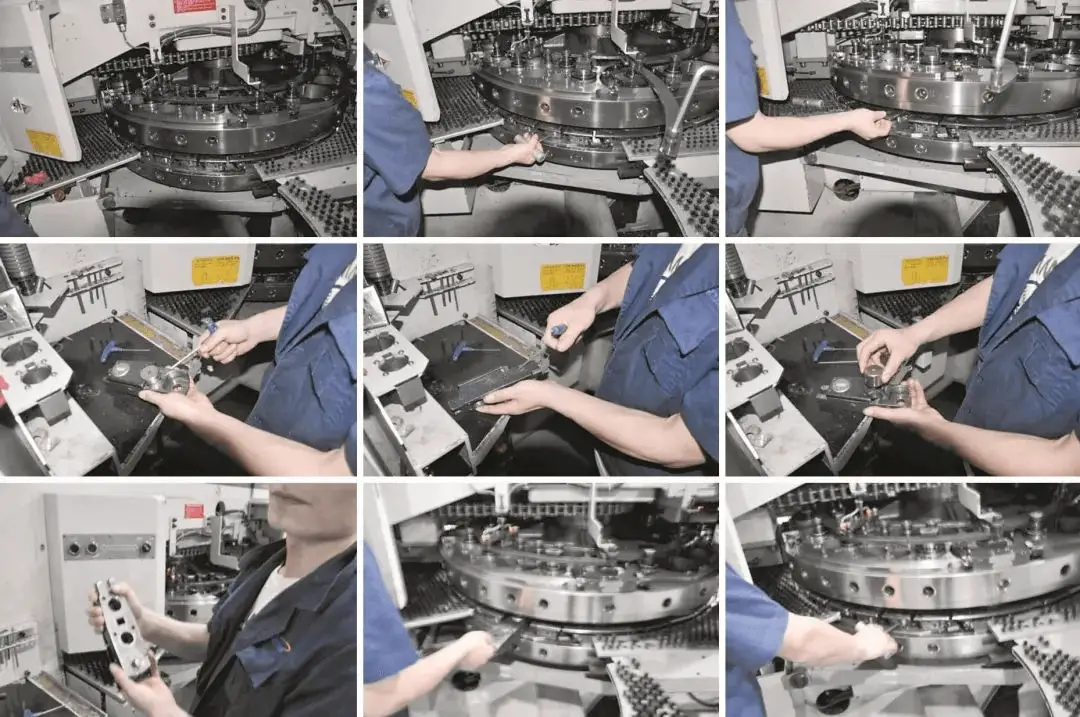
A sequência de instalação do coto inferior é mostrada na Figura 3.
Fig. 3 sequência de instalação da matriz inferior
Instalação da parte superior morrer
Para instalar o molde corretamente, siga o ângulo do molde conforme indicado na lista de moldes. Os passos para uma instalação correcta são os seguintes:
Para a manga do molde original ou a manga do molde doméstico, instale-as de acordo com o molde superior selecionado. Geralmente, para a estação fixa, a manga do molde doméstico só pode ser instalada a 0 ° ou 90 °, enquanto a manga do molde original pode ser instalada a 0 °, 45 ° e 90 °.
Insira o molde superior na manga de molde selecionada, assegurando que o pino correspondente é colocado na ranhura correspondente. A manga do molde original pode deslizar automaticamente para o fundo da manga do molde. Por vezes, a manga do molde doméstico pode necessitar de uma ligeira pancada na extremidade do molde com uma vareta de cobre para deslizar para o fundo da manga do molde.
Cobrir a placa de retorno e verificar a altura da matriz superior. Para garantir que a altura do molde superior está nivelada com a placa de retorno ou ligeiramente mais baixa do que esta, dentro de 0,5 mm, selecionar a placa de retorno correspondente.
É estritamente proibido que a altura do coto ultrapasse a placa de retorno.
Se a altura da matriz em si não cumprir os requisitos especificados, adicionar ou remover a junta na manga da matriz até que a matriz atinja a altura necessária. Depois de a altura do molde atingir o padrão, apertar primeiro os parafusos atrás da manga do molde e, em seguida, apertar os parafusos na placa de retorno.
Abrir a tampa da torre e rodar a torre para a estação da matriz superior correspondente após a instalação da matriz inferior. É essencial assegurar que o ângulo de instalação da matriz superior e inferior é consistente.
De seguida, colocar o molde verticalmente na estação para que possa deslizar livremente até que o pino correspondente seja totalmente colocado na ranhura correspondente. A luz indicadora vermelha acende-se depois de o mandril de indução da torre ser apertado, indicando a conclusão da instalação da matriz superior.
Otimização da seleção de estações
Seleccione o molde que corresponde à estação e dê prioridade à estação vaga. Se não houver estações suficientes disponíveis, considere usar a estação de moldes menos usada para garantir que os moldes mais usados estejam sempre na estação da máquina. Isso facilitará um processo de processamento mais suave com menos trocas de molde.
Instalação da estação rotativa
A máquina-ferramenta está equipada com quatro estações de rotação.
O molde inferior da estação rotativa está predefinido para 0°, o que significa que o molde superior só pode ser instalado neste ângulo (isto é importante).
As etapas de instalação são as seguintes:
Para começar, instalar a matriz inferior no conversor de indexação. Antes de fixação o conversor de matriz inferior na ranhura de posicionamento, assegurar que a torre inferior da estação de indexação está livre de qualquer sujidade ou detritos.
De seguida, instale o molde superior. Quando o molde superior estiver instalado, verifique novamente se os ângulos dos moldes superior e inferior são consistentes.
Finalmente, coloque o molde superior na torreta com a ranhura de posicionamento localizada no canto superior direito.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...