Obtenção de um corte por chama CNC sem falhas para placas espessas
Como é que os fabricantes podem garantir cortes perfeitos em chapas de aço ultra-grossas? Este artigo aprofunda o processo crítico do corte por chama CNC, destacando os desafios, tais como potenciais defeitos de corte e perda de material, e fornecendo soluções para otimizar o fornecimento de gás, estruturas de suporte e programas de corte. Ao compreender estas complexidades, os leitores obterão informações valiosas sobre como obter cortes precisos e eficientes, garantindo resultados de alta qualidade na produção em grande escala.
Com o advento dos equipamentos de grande escala e a crescente utilização do aço em detrimento dos materiais fundidos, as chapas ultra-espessas tornaram-se cada vez mais predominantes no fabrico de equipamentos.
O corte por chama é a primeira fase do fabrico e transformação de componentes estruturais.
Dada a natureza irreversível do corte por chama, o processo de corte por chama CNC para chapas ultra-grossas tornou-se uma tecnologia crucial para os grandes fabricantes de equipamentos.
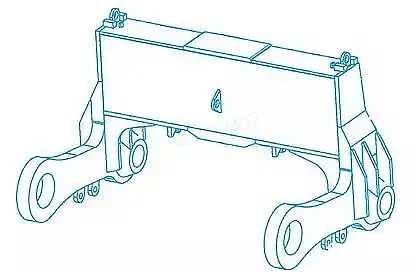
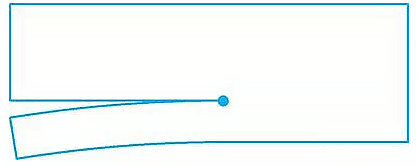
Figura 1
1. Características do corte por chama de chapa ultra-espessa
Oxigénio e Acetileno para Corte de Chapas Ultra Espessas
O corte de peças de chapa ultra-espessa requer uma grande quantidade de oxigénio e acetileno, uma vez que estas peças são normalmente de maiores dimensões. Para garantir um processo de corte suave e eficiente, é crucial ter um fornecimento contínuo e estável destes gases.
Grandes dimensões e peso das placas ultra-espessas
Por exemplo, uma placa com 220 mm x 2200 mm x 8000 mm de espessura pesa aproximadamente 30 toneladas. Além disso, o peso das peças individuais pode ser bastante substancial, com a biela superior número 9 chapa de açopor exemplo, com um peso superior a 4 toneladas (ver Figura 1).
Risco de defeitos de corte
As chapas ultra-espessas são mais propensas a defeitos de corte, como o corte impermeável, em comparação com as chapas normais.
Grandes perdas de material em sucata
A perda significativa de material durante o processo de afiação de chapas ultra-espessas dificulta a reutilização das arestas cortadas.
Distorção de corte
O calor gerado durante o processo de corte pode causar deformações na chapa de aço e resultar num desvio das dimensões pretendidas. Para além disso, o ressalto súbito da chapa sob tensão elevada pode levar a riscos de segurança. Para evitar estes problemas de qualidade e segurança, é essencial considerar a distorção de corte ao formular o processo de corte.
2. Ultra-espesso corte de chapa a secção é propensa a defeitos de qualidade
(1) Defeitos de corte na aresta superior
O bordo superior do corte colapsa ou cai sob a forma de cordas fundidas, resultando no colapso de cantos arredondados devido à fusão demasiado rápida do bordo superior da fenda.
Causas possíveis:
Escamas refractárias espessas na superfície do aço;
Corte lento velocidade e chama de pré-aquecimento excessiva;
Altura incorrecta entre os bocal de corte e a peça de trabalho, grande dimensão do bico de corte e excesso de oxigénio na chama.
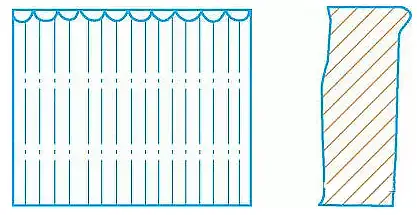
Como ilustrado na figura 2.
Figura 2
(2) Má planicidade da superfície de corte
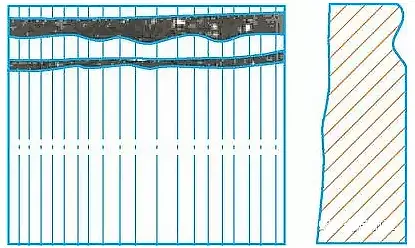
① Existe um defeito côncavo sob o bordo da secção cortada (ver Figura 3). Além disso, o bordo superior apresenta vários graus de colapso de fusão.
Isto pode ser atribuído a uma elevada pressão de oxigénio de corte ou a uma altura excessiva entre o bocal de corte e a peça de trabalho, bem como a um bocal de corte obstruído que causa interferência do vento.
② A secção de corte tem rugosidade excessiva.
Isto pode dever-se a uma velocidade de corte excessiva ou a impurezas na chapa de aço que afectam a sua formação.
Como mostra a Figura 3.
Figura 3
(3) Verticalidade deficiente
① A largura da costura de corte varia, sendo estreita na parte superior e larga na parte inferior ou vice-versa, devido a um corte rápido ou corte lento velocidade, um bico de corte obstruído que interfere com a linha de vento e oxigénio de corte inadequado ou excessivo que conduz a uma queima insuficiente ou excessiva do metal.
② A tocha de corte cria um ângulo oblíquo que não é perpendicular à superfície da peça de trabalho ou a linha de vento está incorreta.
(4) Defeitos de corte na aresta inferior
① Existe uma depressão perto da extremidade inferior e a extremidade inferior funde-se em cantos arredondados devido a uma velocidade de corte rápida, a um bocal de corte entupido ou danificado e a uma linha de ar bloqueada ou deteriorada.
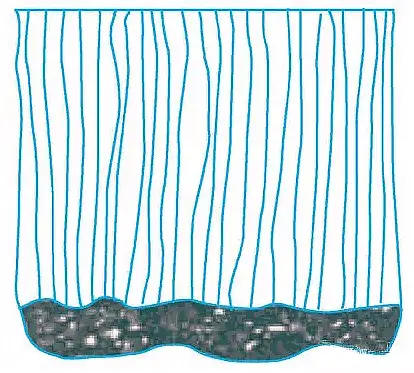
② A remoção de escória na superfície de corte ou na borda inferior é difícil devido a factores como uma velocidade de corte rápida ou lenta, um pequeno bocal de corte, baixa pressão de oxigénio de corte, excesso de gás na chama de pré-aquecimento, uma superfície de chapa de aço corroída ou suja, altura excessiva entre o bocal de corte e a peça de trabalho e uma forte chama de pré-aquecimento. Além disso, um elevado teor de liga pode resultar na formação de escória na secção transversal e no bordo inferior (ver Figura 4).
Figura 4
(5) Fissuras
As microfissuras aparecem na secção de corte ou na zona afetada pelo calor devido ao elevado teor de carbono equivalente na chapa de aço, que resulta numa elevada sensibilidade à fissuração, juntamente com a falta de medidas adequadas de pré-aquecimento e arrefecimento lento.
(6) Deformação
O aquecimento local da chapa de aço durante o corte provoca a deformação por deslocação do material, conduzindo a desvios dimensionais das peças cortadas e afectando a sua qualidade.
Como ilustrado na Figura 5.
Figura 5
3. Processo de corte
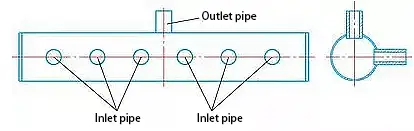
(1) Sistema de alimentação de gás de corte
Para manter um fornecimento consistente e fiável de oxigénio e gás acetileno, podem ser utilizadas várias garrafas de gás em paralelo. Isto irá garantir um fluxo estável e ininterrupto de gás acetileno.
Pode ser criado um pacote de fornecimento de gás paralelo, conforme ilustrado na Figura 6. É utilizado um tubo de aço de φ100 mm como almofada de ar e ambas as extremidades são soldadas de forma segura com placas de aço.
Seis tubos de aspiração e um tubo de saída de ar são perfurados no tubo de aço, tendo o cuidado de assegurar a correcta qualidade da soldadura e evitar quaisquer fugas dos airbags.
A cada entrada e saída de ar deve ser acrescentada uma válvula de esfera estanque ao gás e um dispositivo de ligação.
Figura 6
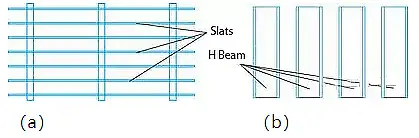
(2) Estrutura de suporte de corte
Devido à grande dimensão e ao peso da chapa grossa, que tem um peso máximo de 30 toneladas, e à dimensão e ao peso substanciais das peças individuais, com um peso máximo de 4 toneladas, a estrutura de suporte da máquina de corte CNC original não pode satisfazer os requisitos de corte, uma vez que não fornece suporte suficiente para as lâminas (como se mostra na Figura 7a).
Para garantir um suporte estável da estrutura, são necessárias modificações na estrutura de suporte. Após uma análise cuidadosa, pesquisa e discussão, foi decidido utilizar resíduos de aço em forma de H como estrutura de suporte de chapa espessa.
(A) Estrutura de suporte antes da transformação
(B) Quadro de apoio após transformação
Figura 7
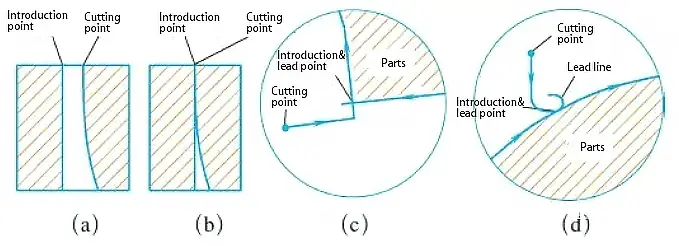
(3) Otimização do programa de corte
Inicialmente, é introduzido o processamento do ponto de saída.
O maior desafio no corte de placas ultra-grossas (até 220 mm) é garantir um corte de qualidade, especialmente o posicionamento dos pontos de entrada e saída das peças, o que muitas vezes leva a defeitos de corte.
Como ilustrado nas Figuras 8a e 8b, os pontos de corte de chapas grossas muitas vezes não são verticais.
Quando o ponto de corte coincide com o ponto de entrada, se a linha de corte rodar nesse momento, a raiz não será cortada, provocando defeitos devido a fracturas provocadas pelo peso das peças.
Para evitar a ocorrência de tais defeitos, a otimização do avanço e do recuo no processo de corte pode ser uma solução eficaz.
Figura 8
Em segundo lugar, se não forem tomadas as devidas precauções em relação à direção durante o processo de corte, isso pode causar a deformação das peças. Isto deve-se ao facto de a força de expansão empurrar a peça para longe, levando a inconsistências no tamanho da peça e no tamanho do programa.
Para resolver este problema, a nossa análise sugere que quando aço de corte No caso das placas, o peso leve resulta numa pressão baixa e num atrito mínimo com a estrutura de suporte, fazendo com que a peça seja empurrada pela força de expansão. Por outro lado, o peso elevado produz uma pressão elevada e um atrito significativo com a estrutura de suporte, impedindo que a peça seja empurrada pela força de expansão.
É importante ter este facto em consideração quando se escreve o programa. Durante o processo de corte, a peça deve estar ligada a uma peça pesada, tanto quanto possível.
Com base neste princípio, a descarga, a sequência de corte e a direção de corte da biela superior estão representadas na Figura 9.
Figura 9
Por último, a otimização da apresentação pode permitir maiores poupanças através da otimização do tamanho.
Ao conceber o programa, pode ser atribuído mais tempo à otimização do layout. É melhor utilizar qualquer material restante, e várias pessoas podem colaborar para verificar o tamanho da peça e gerar o programa depois de confirmar a sua exatidão.
Para peças mais grossas a cortar, o modelo da tocha, o número do bico de corte e a pressão do oxigénio devem ser aumentados.
A pressão do oxigénio e a espessura da peça de corte, o modelo da tocha de corte e os parâmetros de corte da chapa ultra-grossa devem ser seleccionados com base no equipamento de campo, na experiência de corte e na tabela anexa.
Parâmetros para placas ultra-espessas oxiacetilénicas Corte por chama
Espessura
Diâmetro do bocal de corte
Pressão de oxigénio
Pressão do acetileno
Tempo de pré-aquecimento
Velocidade de corte
Caudal de gás
mm
mm
Mpa
Mpa
s
mm/min
L/min
180
5
1.0-1.4
0.09-0.11
30-35
145-165
17-20
200
5
1.0-1.4
0.09-0.11
30-35
140-165
20-23
220
5
1.0-1.4
0.09-0.11
30-35
135-155
22-25
(4) Desempenho de corte
Quando a chapa de aço é cortada, deve ser feita corretamente à primeira tentativa.
Comece por cortar os cantos da chapa de aço, ajustando a ar de corte e garantir que a secção cortada não apresenta nenhum dos defeitos mencionados.
É importante monitorizar de perto o processo de corte e resolver rapidamente quaisquer problemas que surjam.
4. Conclusões
Com uma preparação adequada e um processo de corte bem definido, o corte de placas ultra-grossas tem sido consistentemente bem sucedido numa única tentativa. A qualidade e o aspeto dos produtos cortados cumprem os requisitos do processo, resultando na produção de peças qualificadas (como mostra a Figura 10).
Figura 10
O processo de produção de chapas de aço ultra-espessas cortadas por chama utilizando o equipamento atual foi estabelecido, proporcionando uma base técnica para o fabrico de produtos semelhantes.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...