O guia completo das máquinas CNC: Tudo o que precisa de saber
No mundo dinâmico do fabrico, as máquinas CNC transformaram a forma como criamos designs complexos a partir de matérias-primas. Este blogue mergulha no fascinante domínio da maquinagem CNC, destacando o seu papel fundamental na indústria moderna. Saiba mais sobre a precisão, a automação e a versatilidade que tornam as máquinas CNC essenciais para uma produção de alta qualidade. Desde os princípios básicos do seu funcionamento até às suas vantagens em relação às ferramentas tradicionais, descubra por que razão a tecnologia CNC é a espinha dorsal dos actuais processos de fabrico. Prepare-se para explorar a inovação de ponta que está a impulsionar o futuro da produção industrial.
As máquinas-ferramentas diferem das outras máquinas na medida em que não são utilizadas apenas para fabricar máquinas, mas também para fabricar as próprias máquinas-ferramentas.
Por isso, são também designadas por "máquinas-ferramentas industriais" ou "máquinas-ferramentas".
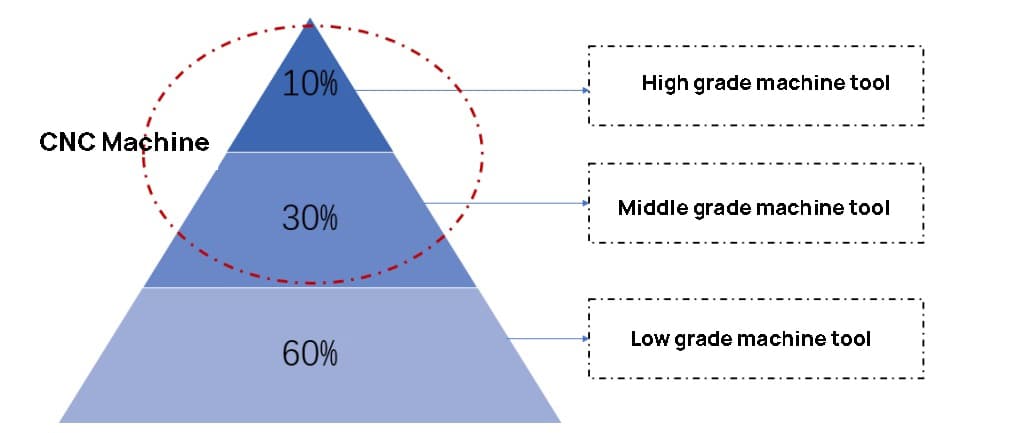
As máquinas com menos de três eixos são consideradas máquinas-ferramentas de baixa qualidade, as máquinas com três a cinco eixos são consideradas máquinas-ferramentas de média a alta qualidade e as máquinas com mais de cinco eixos são consideradas máquinas-ferramentas de alta qualidade.
Na indústria, a distinção entre equipamento de produção tradicional e moderno é normalmente vista como sendo entre máquinas-ferramentas tradicionais e Máquinas-ferramentas CNC.
As máquinas-ferramentas constituem o equipamento de produção da indústria transformadora.
Quaisquer peças que exijam elevada precisão de maquinagem e rugosidade da superfície devem ser processadas por máquinas-ferramentas, o que as torna um fator crucial para o crescimento da indústria transformadora e da economia nacional.
A intelectualização e a automatização das máquinas-ferramentas individuais, nomeadamente das máquinas-ferramentas CNC, são a direção da indústria das máquinas-ferramentas. A sua alta precisão, finura, velocidade, versatilidade e inteligência representam os símbolos da indústria moderna.
A indústria moderna de equipamentos está a evoluir para uma produção extrema, caracterizada por..:
Aumentar o tamanho,
Diminuição do tamanho, e
Complexidade crescente com processos de produção altamente integrados.
Com o avanço da tecnologia da informação eletrónica, a indústria das máquinas-ferramentas entrou numa era de integração eletromecânica, sendo as máquinas-ferramentas CNC os seus produtos representativos.
Uma máquina-ferramenta CNC é uma máquina automática equipada com um sistema de controlo de programas, capaz de resolver problemas de processamento de peças complexas, precisas, de pequenos lotes e de múltiplas variedades.
É uma máquina automática flexível e eficiente, que incorpora a direção de desenvolvimento da moderna tecnologia de controlo de máquinas-ferramenta.
O que é uma máquina CNC?
Uma máquina-ferramenta equipada com um sistema de controlo de programas é designada por máquina de Controlo Numérico Computadorizado (CNC).
O sistema de controlo processa os programas relevantes com códigos de controlo ou outras instruções simbólicas, converte-os em números codificados através da descodificação e introduz esses números no dispositivo de controlo numérico utilizando um suporte de informação.
O dispositivo de controlo numérico efectua então os cálculos e o processamento e envia vários sinais de controlo para comandar as acções da máquina-ferramenta, permitindo-lhe processar automaticamente as peças de acordo com a forma e o tamanho necessários especificados no desenho.
As máquinas-ferramentas CNC integram maquinaria, automação, computadores, microeletrónica e outras tecnologias para resolver problemas de processamento de peças complexas, precisas e de pequenos lotes, tornando-as numa máquina-ferramenta automática flexível e eficiente.
Os sensores utilizados nas máquinas-ferramentas CNC incluem codificadores fotoeléctricos, grelhas lineares, interruptores de proximidade, sensores de temperatura, sensores Hall, sensores de corrente, sensores de tensão, sensores de pressão, sensores de nível de líquido, resolvers, indutores, sensores de velocidade, etc. Estes sensores são utilizados principalmente para detetar a posição, o deslocamento linear e angular, a velocidade, a pressão, a temperatura, etc.
As máquinas CNC têm uma forte adaptabilidade aos objectos de processamento, elevada precisão de processamento, qualidade de processamento estável, elevada produtividade, elevada fiabilidade e podem melhorar as condições de trabalho.
Principais características das máquinas-ferramentas CNC
A unidade CNC é responsável pelo funcionamento e monitorização das máquinas-ferramentas CNC e funciona como o seu cérebro.
As máquinas-ferramentas CNC têm várias vantagens em relação às máquinas-ferramentas tradicionais, incluindo:
Forte adaptabilidade aos objectos de processamento, ideal para a produção de moldes e outros produtos numa única peça
Elevada precisão de maquinagem e qualidade de maquinagem estável
Capacidade de ligação e processamento multi-coordenado de formas complexas
Capacidade de mudar as peças de maquinagem simplesmente mudando o programa NC, poupando tempo de preparação da produção
Elevada precisão, rigidez, consumo de processamento favorável e elevada produtividade (geralmente 3-5 vezes superior à das máquinas-ferramentas tradicionais)
Elevado grau de automatização, reduzindo a intensidade do trabalho
Facilitação da gestão moderna da produção através da utilização de informação digital, código normalizado e métodos de controlo informáticos
Requisitos de qualidade mais elevados para os operadores e requisitos técnicos mais elevados para o pessoal de manutenção
Elevada fiabilidade.
Máquina CNC versus máquinas-ferramentas tradicionais
Altamente flexível
O processamento de peças em máquinas-ferramentas CNC depende principalmente do programa de processamento, o que o distingue das máquinas-ferramentas comuns. Com o CNC, não há necessidade de fabricar ou substituir vários moldes e acessórios, nem de ajustar as máquinas-ferramentas com frequência. Como resultado, as máquinas-ferramentas CNC são ideais para a produção de peças únicas ou pequenos lotes e para o desenvolvimento de novos produtos, ajudando a encurtar o ciclo de preparação da produção e a reduzir os custos do equipamento de processamento.
Elevada precisão de maquinagem
A precisão de maquinação da máquina-ferramenta NC pode geralmente atingir 0,05-0,1 mm. É controlada por sinais digitais. Cada sinal de pulso emitido pelo dispositivo NC move as partes móveis da máquina-ferramenta por um equivalente de pulso, que geralmente é de 0,001 mm. O dispositivo NC pode compensar o erro médio da folga inversa da corrente de transmissão de alimentação da máquina-ferramenta e do passo do parafuso, proporcionando assim uma precisão de posicionamento relativamente elevada.
Qualidade de processamento estável e fiável
Ao processar o mesmo lote de peças na mesma máquina-ferramenta sob as mesmas condições de processamento, utilizando as mesmas ferramentas e procedimentos, o percurso da ferramenta será consistente, resultando numa boa consistência das peças e numa qualidade estável.
Elevada produtividade
As máquinas-ferramentas CNC podem reduzir eficazmente o tempo de processamento e auxiliar das peças. Possuem uma vasta gama de velocidades de fuso e de avanço, permitindo um corte potente com um elevado volume de corte. As máquinas-ferramentas CNC estão agora na era da maquinagem de alta velocidade, com movimentos rápidos e posicionamento de peças móveis que conduzem a uma maior produtividade. Quando utilizadas com um magazine de ferramentas num centro de maquinação, podem permitir o processamento contínuo de vários processos numa única máquina, reduzindo o tempo de rotação entre processos de produtos semi-acabados e aumentando assim a produtividade.
Melhorar as condições de trabalho
Após a configuração, a máquina-ferramenta CNC pode processar continuamente até à conclusão, introduzindo o programa e iniciando-o. Os operadores só precisam de introduzir o programa, editá-lo, carregar e descarregar as peças, preparar as ferramentas, monitorizar o estado de processamento, inspecionar as peças, etc. Isto reduz consideravelmente a intensidade do trabalho e faz com que o trabalho do operador da máquina-ferramenta passe a ser mais cognitivo. Para além disso, as máquinas-ferramentas estão normalmente integradas, proporcionando um ambiente limpo e seguro.
Utilizar a modernização da gestão da produção
O processamento de máquinas-ferramentas CNC permite uma estimativa exacta do tempo de processamento e a normalização das ferramentas e dispositivos utilizados. Além disso, integra-se facilmente com a conceção e fabrico assistidos por computador (CAD/CAM), formando a base da moderna tecnologia de fabrico integrada.
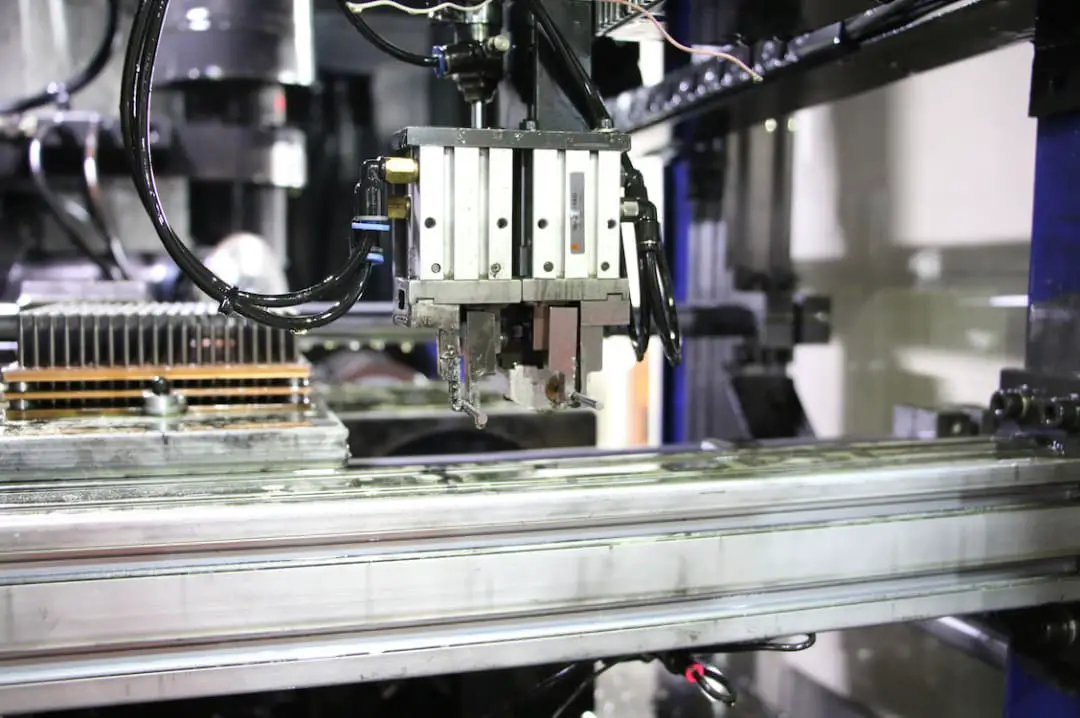
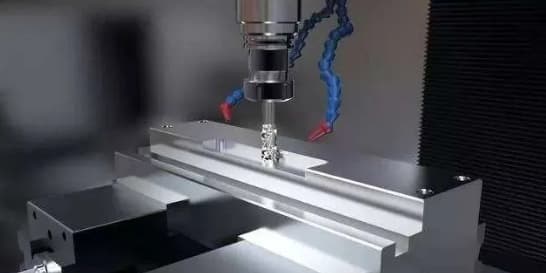
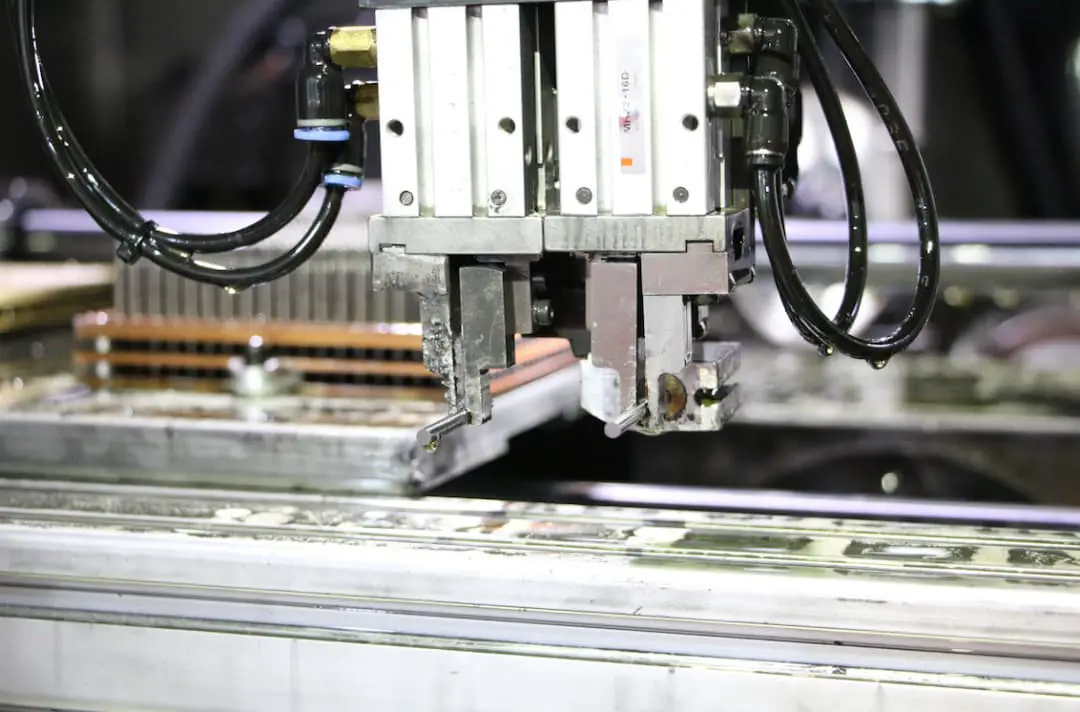
Como é que a máquina CNC funciona?
Na indústria tradicional de processamento de metais, a produção de peças envolve fundição, forjamento e soldadura com faíscas a voar, bem como torneamento, fresagem, aplainamento e retificação. Qualquer objeto metálico, mesmo com a mais pequena forma que vemos na vida quotidiana, foi submetido a várias rondas de aquecimento e têmpera numa fábrica antes de o vermos.
Uma vez que as peças metálicas são fabricadas por máquinas, como é que as máquinas são fabricadas? Originalmente, é completada pela máquina-ferramenta.
(1) De máquinas-ferramentas a máquinas-ferramentas CNC, as máquinas não são mais sem cérebro
As máquinas-ferramentas são as "máquinas-mãe" de outras máquinas. O aço produzido pelas siderurgias não tem as formas diversas que vemos no dia a dia, mas sim a forma de placas, tubos, lingotes e outras formas regulares. Estes materiais têm de ser maquinados em várias formas utilizando máquinas-ferramentas. Algumas peças requerem igualmente uma elevada precisão e uma rugosidade fina da superfície, devendo ser cortadas ou rectificadas em máquinas-ferramentas utilizando métodos complexos e precisos.
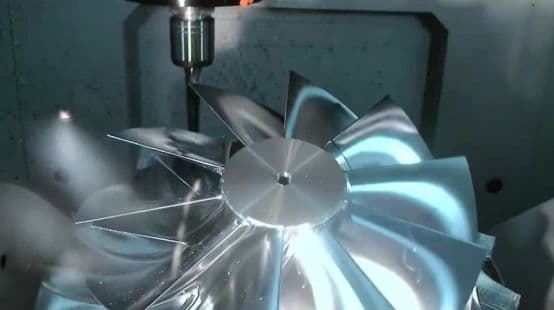
Impulsor de turbina a gás
Como outras máquinas, a máquina-ferramenta tradicional é composta por uma fonte de energia, um mecanismo de transmissão e um dispositivo de execução. A energia é fornecida pela rotação do motor e a peça de trabalho ou ferramenta que está a ser processada é movida em relação ao mecanismo de transmissão. Os parâmetros de corte, tais como onde cortar, quanto cortar e a que velocidade cortar, são diretamente controlados pelo operador durante o processo de processamento. Devido à velocidade de rotação constante do motor utilizado nas máquinas-ferramentas tradicionais durante o funcionamento, foram concebidos sistemas de transmissão complexos para atingir diferentes velocidades de corte. No entanto, esta maquinaria complexa não é frequentemente vista em projectos modernos.
A estrutura de transmissão das máquinas-ferramentas tradicionais, como a fresadora vertical X5032, é muito complexa. No entanto, com o desenvolvimento da tecnologia de servomotores e a sua integração em máquinas-ferramentas CNC, o controlo direto da velocidade do motor tornou-se conveniente, rápido e eficiente. Com a mudança de velocidade sem passos, o sistema de transmissão foi muito simplificado, com muitas ligações a serem mesmo omitidas. O motor está agora diretamente ligado ao atuador, e o modo de acionamento direto tornou-se uma tendência importante no design mecânico.
A estrutura de transmissão das fresadoras verticais CNC foi bastante simplificada através do acionamento direto de um servomotor. No entanto, para conseguir o processamento de peças com várias formas, é também necessário que a máquina-ferramenta controle de forma eficiente e precisa vários motores através do sistema de controlo numérico. O nível do sistema de controlo numérico determina a complexidade e a precisão da máquina-ferramenta CNC, bem como o seu valor e a competência do seu operador.
(2) O que o sistema CNC pode fazer? Processar informações e controlar o poder.
O sistema de controlo numérico é o cérebro das máquinas-ferramentas de controlo numérico.
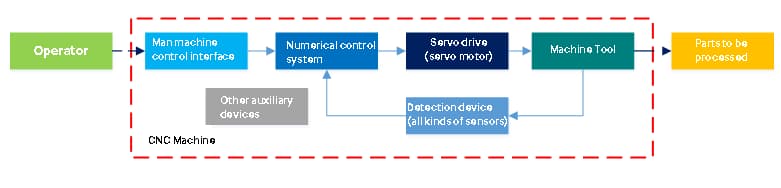
Composição das máquinas-ferramentas CNC gerais
Para uma máquina-ferramenta CNC geral, inclui normalmente componentes como uma interface de controlo homem-máquina, um sistema CNC, um dispositivo de servo-acionamento, a própria máquina-ferramenta e um dispositivo de deteção.
Os operadores utilizam software de fabrico assistido por computador para expressar as operações necessárias no processo de processamento, tais como alterações na velocidade do fuso e na forma e tamanho da peça de trabalho, utilizando códigos de programas de peças. Estes códigos são depois introduzidos na máquina-ferramenta NC através da interface homem-máquina.
O sistema NC processa e calcula esta informação e controla o servo motor para efetuar o movimento relativo entre a ferramenta e a peça de trabalho com base nos requisitos do programa de peças, completando assim o processamento das peças.
Processo de maquinagem da máquina-ferramenta CNC
O sistema de controlo numérico armazena e processa várias informações e transmite as informações processadas como sinais de controlo para o servomotor subsequente. A eficácia destes sinais de controlo baseia-se em duas tecnologias principais: operações de interpolação de curvas e superfícies e controlo de movimentos multieixos de máquinas-ferramentas.
(3) A forma da peça é demasiado "livre"? É feito por interpolação.
O sistema de controlo numérico processa e transmite informações sob a forma de sinais de controlo para o servo motor subsequente. O desempenho destes sinais de controlo depende de duas tecnologias-chave: interpolação de curvas e superfícies e controlo de movimento multieixos da máquina-ferramenta.
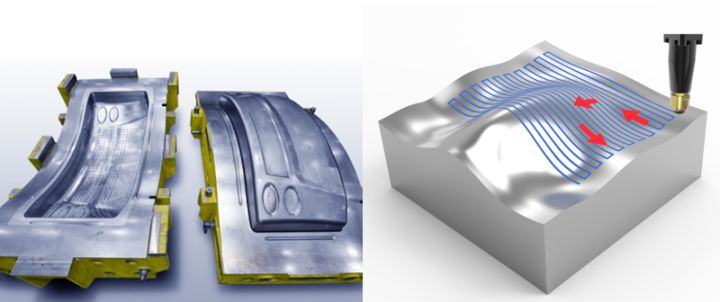
Se a trajetória do movimento puder ser descrita analiticamente, todo o movimento pode ser decomposto no movimento composto de movimentos independentes com múltiplas coordenadas, e o motor pode ser controlado diretamente. No entanto, muitas peças no processo de fabrico têm uma forma muito "livre", que não é nem redonda nem quadrada, e a sua forma é desconhecida. Por exemplo, produtos como carros, navios, aviões, moldes e peças de arte têm frequentemente curvas e superfícies que não podem ser descritas analiticamente, designadas por curvas de forma livre ou superfícies livres.
Peças com superfícies de forma livre
O movimento relativo entre a ferramenta e a peça de trabalho para cortar estas formas "livres" é correspondentemente complexo. Em funcionamento, é necessário controlar a mesa da peça e a ferramenta para que se movam de acordo com a curva posição-tempo projectada e atinjam a posição especificada com a atitude especificada no tempo especificado. A máquina-ferramenta pode lidar eficazmente com o movimento relativo de segmentos lineares, arcos ou outras curvas spline analíticas entre a peça de trabalho e a ferramenta. No entanto, como lidar com este movimento "livre" complexo? A resposta está na interpolação.
Máquina-ferramenta NC para maquinação de superfícies complexas
O processo de determinação da trajetória de movimento da ferramenta numa máquina-ferramenta CNC é conhecido como interpolação. Envolve a adição de pontos intermédios entre pontos conhecidos da trajetória, com base numa velocidade e trajetória especificadas, e o controlo da mesa da peça de trabalho e da ferramenta para passar por esses pontos. Os pontos intermédios são ligados por segmentos de linha, arcos ou splines, utilizando efetivamente pequenos segmentos e arcos para aproximar as curvas e superfícies desejadas. Os algoritmos de interpolação mais comuns incluem o método de comparação ponto a ponto e o método de incremento digital, enquanto a interpolação de splines NURBS é preferida pelas máquinas-ferramentas CNC topo de gama pela sua precisão e eficiência.
(4) A postura da faca está errada e não pode ser processada? As cinco ligações coordenadas serão concluídas em minutos.
A maquinagem de superfícies complexas requer não só viabilidade teórica, mas também a consideração da posição relativa entre a ferramenta e a superfície maquinada. Uma postura incorrecta da ferramenta pode resultar numa baixa qualidade da superfície e na interferência da ferramenta com a estrutura da peça processada, exigindo mais graus de liberdade de movimento para as máquinas-ferramentas CNC, de modo a aumentar a sua destreza.
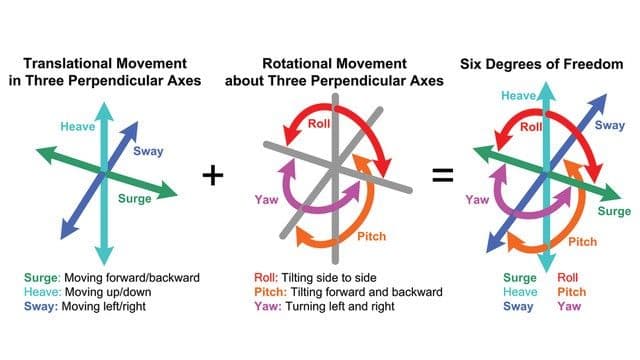
Seis graus de liberdade no espaço
O movimento relativo no espaço tridimensional tem seis graus de liberdade, incluindo três graus de liberdade de translação e três graus de liberdade de rotação. Ao adicionar dois graus de liberdade de rotação aos graus de liberdade de translação nas direcções X, Y e Z, e o grau de liberdade de rotação para cortar a própria ferramenta, a ligação de cinco coordenadas fornece todos os seis graus de liberdade para o movimento relativo entre a ferramenta e a peça de trabalho, permitindo que a ferramenta e a peça de trabalho estejam em qualquer posição e orientação relativas.
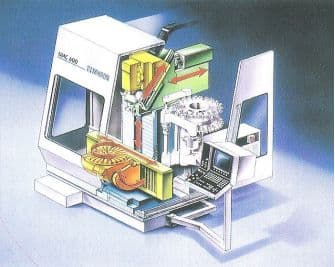
Uma máquina-ferramenta de ligação de cinco coordenadas
Como se pode ver na figura, embora a figura tenha quatro graus de liberdade de translação, na sua essência, só realiza movimentos nas direcções X, Y e Z. Um grau de liberdade é redundante, o que constitui essencialmente uma máquina-ferramenta de ligação de cinco coordenadas.
Maquinação de superfícies curvas complexas com uma máquina-ferramenta com articulação de cinco coordenadas
Diferentes tipos de máquinas CNC
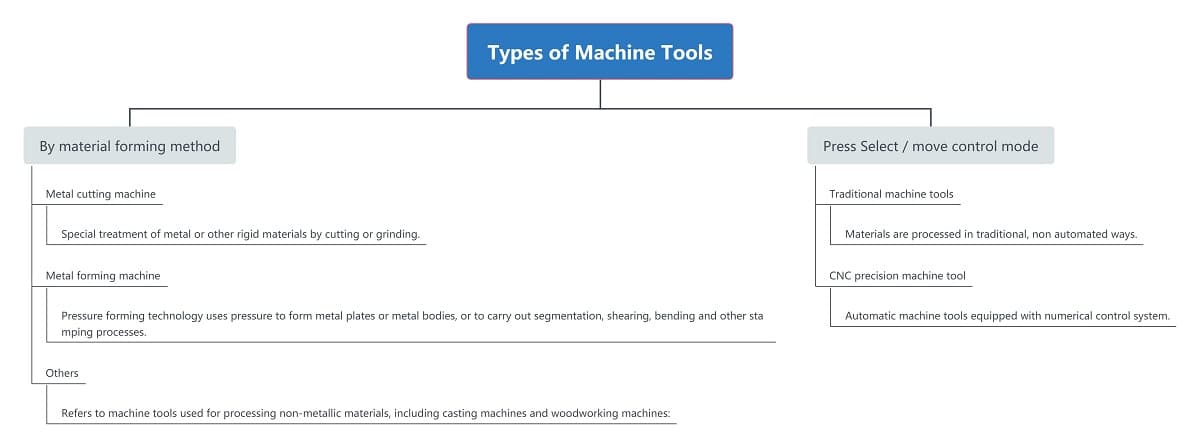
Com base no método de moldagem do material, as máquinas-ferramentas podem ser divididas em 8 tipos:
As máquinas de corte e conformação de metais ocupam uma proporção relativamente elevada no domínio das máquinas-ferramentas.
As máquinas-ferramentas podem ser classificadas em duas categorias com base no modo de seleção e controlo: máquinas-ferramentas tradicionais e máquinas-ferramentas CNC de alta precisão.
Uma máquina-ferramenta de alta precisão CNC é uma máquina-ferramenta que executa maquinação precisa através do controlo de um sistema de controlo de programas CNC.
De acordo com a norma de classificação da Máquina da China Tool Association, as máquinas-ferramentas podem ser divididas em 7 categorias com um total de 595 subcategorias na indústria das máquinas-ferramentas. Depois de excluir as categorias não essenciais, como os abrasivos, existem ainda 552 subcategorias, sendo que 319 pertencem a toda a sub-indústria das máquinas. Estas sete categorias principais incluem máquinas-ferramentas para corte de metais, máquinas-ferramentas para conformação de metais, máquinas de fundição e máquinas-ferramentas para trabalhar madeira, bem como acessórios, medição e visualização, ferramentas de corte e abrasivos e Sistemas CNC.
As máquinas-ferramentas também podem ser divididas em máquinas-ferramentas tradicionais e máquinas-ferramentas CNC, sendo estas últimas uma máquina-ferramenta automática equipada com um sistema de controlo de programas e um produto típico da integração eletromecânica. As máquinas-ferramentas CNC são conhecidas pela sua elevada precisão, boa flexibilidade, elevada eficiência, funções complexas, controlo inteligente e tornaram-se a principal direção de desenvolvimento das máquinas-ferramentas modernas.
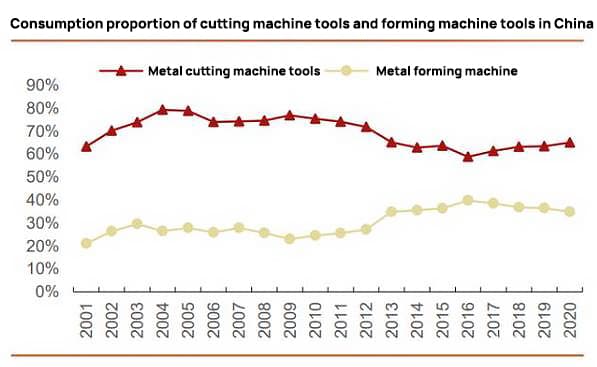
As máquinas-ferramentas para o corte de metais representam cerca de dois terços das tipos de máquinas-ferramentas. Utilizam corte, retificação ou métodos de processamento especializados para moldar peças metálicas nas formas geométricas, dimensões e qualidade de superfície desejadas. Os sete principais processos de máquina de corte de metal As ferramentas são "torneamento, fresagem, aplainamento, retificação, perfuração, brochagem".
As máquinas-ferramentas para a conformação de metais, incluindo as máquinas de dobrar, as tesouras para chapas, os punções e as máquinas de forjar, deformam fisicamente o metal através da aplicação de forças fortes. Em 2020, o consumo de máquina de processamento de metais As máquinas-ferramentas na China ascenderam a $21,31 mil milhões, representando as máquinas-ferramentas para corte de metais 65,1% ($13,87 mil milhões) e as máquinas-ferramentas para conformação de metais 34,9% ($7,44 mil milhões).
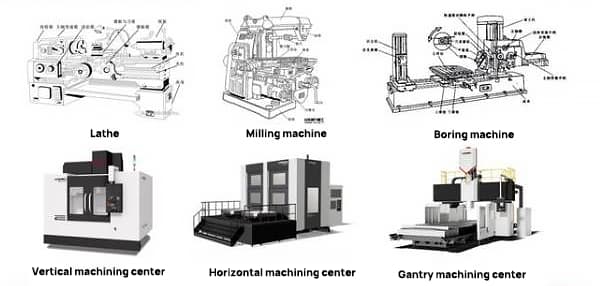
Tornos, rectificadoras, fresadoras, mandriladoras, centros de maquinagem, perfuração máquinas e outras subcategorias enquadram-se nas máquinas-ferramentas para corte de metais. Em 2019, a estrutura de produção do Japão mostrou que os centros de usinagem tinham a maior proporção, representando 34,2% (18,4% centros de usinagem vertical e 12,8% centros de usinagem horizontal), seguidos por tornos em 29,8%, moedores em 12,6% e máquinas-ferramentas especiais em 7,9%.
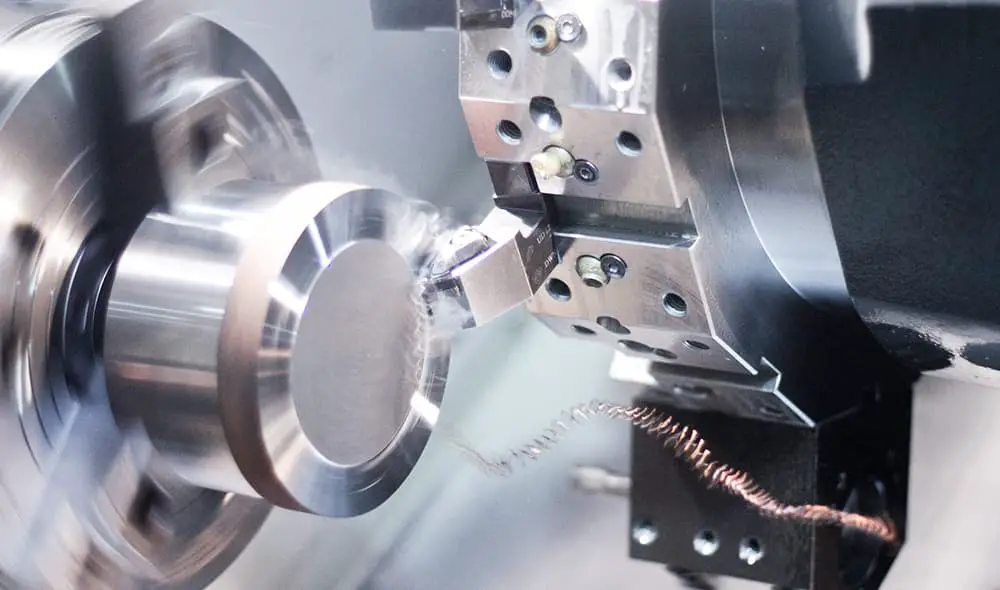
Torno:
O ferramenta de torneamento é utilizado para maquinar peças de trabalho rotativas através de um movimento de alimentação de formação. É utilizado principalmente para processar superfícies cilíndricas interiores e exteriores, formar superfícies anulares e ranhuras, e efetuar vários cortes e roscas. Também pode efetuar operações como furar, alargar e trabalhar roscas.
Máquina de moagem:
As ferramentas de retificação são utilizadas para retificar a superfície da peça de trabalho. A maioria das máquinas de retificação utiliza mós rotativas de alta velocidade para o processo de retificação, enquanto algumas utilizam pedras de óleo, cintas abrasivas e outras ferramentas de retificação juntamente com abrasivos soltos para a maquinagem.
Fresadora:
A fresa é utilizada para maquinar várias superfícies da peça de trabalho. Normalmente, a fresa roda em torno do seu eixo, enquanto a peça e/ou a fresa se deslocam num movimento de alimentação. Esta ferramenta pode ser utilizada para maquinar superfícies planas, ranhuras, várias superfícies curvas, engrenagens, e efetuar operações de perfuração e escarificação na peça de trabalho.
Centro de maquinação:
O centro de maquinação é uma máquina-ferramenta CNC multifunções altamente automatizada, equipada com um depósito de ferramentas e um dispositivo de troca automática de ferramentas, o que aumenta consideravelmente a eficiência e a automatização da produção. Pode ser dividido em centros de maquinação de três eixos, quatro eixos e cinco eixos com base no número de eixos de controlo e em centros de maquinação verticais, horizontais e de pórtico com base na estrutura.
Centro de maquinação vertical:
O eixo do fuso do centro de usinagem vertical é ajustado perpendicularmente à bancada de trabalho e é principalmente adequado para o processamento de peças complexas, como placas, discos, moldes e pequenas conchas. É fácil de instalar, operar e observar a situação de processamento, e é amplamente utilizado devido à sua facilidade de depuração do programa. No entanto, as suas limitações de altura e as restrições do dispositivo de troca de ferramentas podem impedi-lo de processar peças demasiado altas.
Centro de maquinação horizontal:
O eixo do fuso é paralelo à bancada de trabalho, tornando-o ideal para o processamento de peças em forma de caixa. A remoção de aparas é mais fácil durante o processo de maquinação, mas a estrutura é mais complexa e o custo é mais elevado.
Centro de maquinação de pórtico:
O eixo do mandril do centro de maquinagem está posicionado perpendicularmente à bancada de trabalho. A máquina tem uma grande estrutura em forma de portal, composta por colunas duplas e uma viga superior. As colunas duplas são unidas por uma viga central, tornando-a ideal para o processamento de peças grandes e com formas complexas.
Vantagens e desvantagens da máquina CNC
Vantagens das máquinas-ferramentas CNC
Forte adaptabilidade: A capacidade de mudar rapidamente do processamento de uma peça para outra proporciona uma grande conveniência para a produção de peças únicas, pequenos lotes e produção experimental de novos produtos, poupando tempo e dinheiro.
Elevada precisão de maquinação: A utilização de um fuso de esferas na estrutura, a tecnologia de compensação da precisão do software e o controlo do programa de todo o processo de maquinação reduzem a influência dos factores humanos na precisão. Pode processar eficazmente peças de trabalho com estruturas complexas, tais como hélices.
Elevada eficiência de produção
Elevado grau de automatização
Bons benefícios económicos
Apoia a modernização da gestão da produção
Desvantagens das máquinas-ferramentas CNC
Custo elevado: O processamento de grandes quantidades de peças torna-se economicamente desfavorável devido ao elevado custo das máquinas-ferramentas CNC.
Custos elevados para o operador: Os operadores requerem competências especializadas e salários elevados, o que aumenta o custo global da utilização de máquinas-ferramentas CNC.
Sistema complexo: O sistema é complexo, exigindo conhecimentos especializados e formação para operar, e o custo de manutenção é elevado.
Partes e funções da máquina CNC
Peças de substituição
Função
Elemento estrutural
Trata-se principalmente de ferro fundido, aço e outros produtos. Depois de ser processado e refinado em cama de máquina-ferramenta e coluna de viga, desempenha um papel de suporte estrutural para a máquina-ferramenta, representando a maior proporção no custo das matérias-primas.
Sistema de controlo
É composto por PLC (controlador programável), sistema CNC, módulo de controlo do servidor CO, módulo de deteção de posição, etc. É o "cérebro" das máquinas-ferramentas para gerar e transmitir ordens de trabalho através de programação.
Sistema de transmissão
Incluindo calha de guia, fuso de esferas, fuso e outras peças, bem como sistema hidráulico e sistema de arranque, que são principalmente utilizados para auxiliar o movimento da máquina-ferramenta.
Sistema de condução
É composto por um eixo de alta velocidade, um motor normal, um motor Hefu, etc. No mercado, os motores comuns são normalmente utilizados para produtos de máquinas-ferramenta inferiores a 1 milhão, e os motores Hefu são maioritariamente utilizados para produtos de máquinas-ferramenta superiores a 1 milhão. Em comparação com os motores comuns, o preço de venda dos motores Hefu é 3-4 vezes superior ao dos motores comuns, mas os motores Hefu são muito superiores aos motores comuns em termos de posicionamento preciso, desempenho de alta velocidade, adaptabilidade, estabilidade, pontualidade e assim por diante, e tornam-se a primeira escolha de máquinas-ferramentas CNC de ponta.
Carregador, torre e componentes
A parte da máquina-ferramenta que efectua a função de corte.
Régua de grelha
O dispositivo de feedback de medição utilizado nas máquinas-ferramentas CNC é frequentemente utilizado para detetar as coordenadas das ferramentas e das peças de trabalho, para observar e acompanhar o erro de deslocação da ferramenta.
Elementos estruturais:
A base e a estrutura da máquina-ferramenta, bem como as principais peças de suporte, são compostas pela cama, coluna, assento deslizante, bancada de trabalho, viga e caixa do fuso.
Sistema de controlo:
A máquina-ferramenta CNC é composta por vários componentes, incluindo programas, equipamento de entrada/saída, um sistema CNC, um controlador programável e um servo controlo módulo.
As ordens de trabalho são geradas e transmitidas através de programação.
O sistema servo, através da receção de instruções do sistema CNC, controla com precisão a velocidade e a posição de cada eixo de coordenadas de maquinagem.
A resposta dinâmica e a precisão do servo do sistema são factores cruciais que têm impacto na precisão da maquinação, na qualidade da superfície e na eficiência da produção da máquina-ferramenta CNC.
O servo sistema pode ser classificado em diferentes modos de controlo, tais como sistemas de malha aberta, malha fechada e malha semi-fechada, e também pode ser classificado em servo sistemas DC e AC com base na tipo de motor utilizado.
Sistema de transmissão:
É utilizado principalmente para auxiliar o movimento de máquinas-ferramentas, incluindo calhas de guia, fusos de esferas, fusos, etc.
Sistema de acionamento:
O fuso e o motor de alta velocidade são alguns dos componentes que constituem uma máquina-ferramenta CNC. Os motores normais são normalmente utilizados em máquinas-ferramentas que custam menos de 1 milhão, enquanto as máquinas-ferramentas que custam mais de 1 milhão utilizam normalmente servomotores.
Embora o preço de um servomotor seja três a quatro vezes superior ao de um motor normal, oferece muitas vantagens, incluindo posicionamento preciso, desempenho a alta velocidade, adaptabilidade, estabilidade e pontualidade, tornando-o a escolha preferida para máquinas-ferramentas CNC topo de gama.
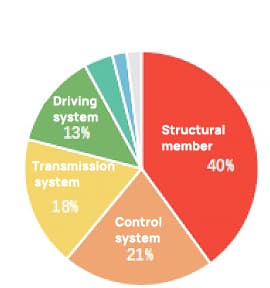
A estrutura é o componente mais caro na produção de máquinas-ferramentas.
As matérias-primas constituem a maior parte dos custos de produção, representando 73,9%, seguidas pela mão de obra (11,9%), amortizações (7,9%) e outras despesas de fabrico (6,4%).
Dos custos das matérias-primas, as peças estruturais têm a proporção mais elevada, representando 40%, e os seus preços são grandemente influenciados pelo aço.
O sistema de controlo, o sistema de transmissão e o sistema de acionamento representam 21%, 18% e 13% dos custos das matérias-primas, respetivamente.
Especificações da máquina CNC
Os parâmetros de controlo numérico são parte integrante do software utilizado no sistema de controlo numérico e determinam a funcionalidade e a precisão de controlo da máquina-ferramenta.
A utilização correcta destes parâmetros é crucial para o bom funcionamento da máquina-ferramenta e para o desempenho ótimo das suas funções.
Os parâmetros das máquinas-ferramentas CNC podem ser classificados em parâmetros de estado, parâmetros de rácio e parâmetros de valor real com base na sua representação.
Com base na natureza dos próprios parâmetros, estes podem ainda ser divididos em parâmetros normais e parâmetros com uma classificação de nível secreto.
Aplicações da máquina CNC
(1) Sector da aviação:
Para as asas, fuselagem, cauda, etc. e peças de motores de aeronaves, os modelos necessários são de alta velocidade cinco maquinagem de eixos centro, centro de maquinação móvel de alta velocidade com pórtico, torno CNC de precisão, centro de maquinação horizontal de precisão, centro de fresagem e limagem de coordenadas múltiplas, máquina-ferramenta de controlo e processamento de engrenagens e roscas de precisão, etc.
(2) Indústria de fabrico de locomotivas ferroviárias:
Para o corpo da locomotiva ferroviária de alta velocidade, eixo, roda e outras peças, são necessárias máquinas-ferramentas CNC de grande e médio porte: Torno CNC, centro de maquinagem vertical e horizontal, centro de maquinagem de cinco eixos, fresadora de lima de pórtico, centro de maquinagem de fresagem auxiliar, etc.
(3) Indústria de fabrico de armas:
Destina-se a tanques, veículos blindados, balas, armas, puxadores de núcleo e outros produtos, e necessita de tornos CNC, centros de maquinagem verticais e horizontais, centros de maquinagem de cinco eixos, fresadoras de lima de pórtico, centros de maquinagem de fresagem de lima, máquinas de processamento de engrenagens, etc.
(4) Fabrico de moldes:
Destina-se a moldes para painéis de automóveis, moldes de fundição sob pressão, moldes de extrusão, etc., que necessitam de fresadoras CNC de alta velocidade, máquinas de maquinagem eléctrica de precisão, centros de maquinagem de alta precisão, rectificadoras de precisão.
(5) Indústria de fabrico de equipamento eletrónico de informação:
Para o invólucro de produtos electrónicos topo de gama, estator do rotor do motor, cobertura do invólucro do motor, etc., necessitamos de pequenas máquinas-ferramentas CNC de precisão: centro de fresagem de alta velocidade, centro de maquinagem de alta velocidade, torno de pequena precisão, punção de pequena precisão, máquinas-ferramentas CNC especiais para maquinagem de precisão e ultraprecisão e máquinas-ferramentas de maquinagem eléctrica de precisão.
(6) Fabrico de equipamentos eléctricos:
Para equipamento de geração de energia, fresadora pesada de lima de pórtico CNC, fresadora de lima de chão grande, torno CNC grande, fresadora especial para ranhura de raiz de lâmina e lâmina Maquinação CNC máquina são necessários.
(7) Fabrico de equipamento metalúrgico:
Para o conjunto completo de equipamento de fundição contínua e de laminagem, são necessárias uma fresadora de pórtico de grandes dimensões e um torno CNC de grandes dimensões.
(8) Fabrico de máquinas de construção:
Para a caixa de velocidades, braço mineiro, carroçaria, motor e outras peças, são necessárias máquinas-ferramentas CNC de pequena e média dimensão: Torno CNC, centro de maquinação de tamanho médio, fresadora CNC e máquinas-ferramentas para processamento de engrenagens.
(9) Indústria da construção naval:
Para as carroçarias dos motores a diesel, são necessárias fresadoras e limadoras de pórtico pesadas e ultrapesadas e fresadoras e limadoras de chão CNC pesadas, bem como tornos e centros de torneamento e de fresagem CNC de grandes dimensões, retificadoras de engrenagens CNC de grandes dimensões, fresadoras controladas por cambota, centros de torneamento e de fresagem de cambota de grandes dimensões e rectificadoras de cambota.
(10) Fabrico de automóveis:
Para componentes de veículos: Os motores necessitam de máquinas-ferramentas CNC especiais de alta eficiência e elevado desempenho e produção flexível linhas;
Para o processamento de peças, são necessários tornos CNC, centros de maquinagem verticais e horizontais, rectificadoras CNC eficientes, etc.
Qual é o preço da máquina CNC?
É importante notar que a seleção de uma máquina-ferramenta CNC específica varia consoante a marca, o tamanho e a configuração.
Normalmente, a gama de preços das máquinas-ferramentas CNC pode variar entre $10.000 e $1 milhão nos Estados Unidos.
Ao escolher uma máquina-ferramenta CNC, é necessário personalizar a seleção com base nas necessidades do cliente. Por conseguinte, o preço específico deve ser discutido e confirmado com o fabricante da máquina-ferramenta CNC.
Atualmente, existe uma diversidade de indivíduos que se classificam como operadores de máquinas-ferramenta CNC, incluindo aqueles que estão familiarizados com a maquinagem mas não com a programação, estudantes recém-licenciados que têm conhecimentos teóricos de maquinagem e programação mas não têm experiência prática, e outros que não têm qualquer exposição prévia à maquinagem ou à programação.
Para aqueles que estão a começar a aprender sobre as máquinas-ferramentas CNC, é crucial desenvolver certas competências operacionais.
Isto ajudá-los-á a evitar colisões de máquinas-ferramenta, que podem resultar em danos, e a melhorar rapidamente as suas capacidades de operação de máquinas-ferramenta CNC para se tornarem competentes no trabalho.
Para estes operadores que são novos nas máquinas-ferramentas CNC, os seguintes conhecimentos teóricos relativos às competências de funcionamento das máquinas-ferramentas CNC podem servir de referência útil.
Em primeiro lugar, o operador deve ter uma compreensão abrangente da máquina-ferramenta CNC que irá operar. Isto inclui compreender a estrutura mecânica da máquina-ferramenta, dominar a distribuição dos veios e estar familiarizado com as funções e a utilização de várias partes da máquina-ferramenta, como o sistema pneumático simples e o sistema hidráulico.
Além disso, o operador deve ter conhecimento do princípio de funcionamento e da função de cada unidade auxiliar da máquina-ferramenta, como o depósito de ferramentas, a unidade de arrefecimento, o regulador de tensão, o arrefecedor do quadro elétrico e os fechos de segurança das portas.
É importante ter um conhecimento sólido das funções de cada botão de operação na máquina-ferramenta:
O operador deve estar familiarizado com tarefas como executar um programa, verificar o estado de processamento da peça de trabalho depois de suspender o programa, retomar o programa depois de ter sido suspenso, parar o programa e alterar o programa antes da execução.
É igualmente importante conhecer o tipo de sistema operativo utilizado pela máquina-ferramenta e ter uma compreensão básica do princípio de controlo e do método de trabalho do sistema CNC, incluindo a linguagem utilizada no sistema e o software utilizado no processamento da máquina-ferramenta.
Se o operador não estiver familiarizado com a língua ou com o vocabulário profissional da língua, é necessária uma formação profissional. Para ir além do papel de um operador básico, é importante tomar notas diligentes durante a formação e memorizar o significado de cada palavra no software da máquina-ferramenta.
O segundo aspeto fundamental é dominar o funcionamento manual ou automático da máquina-ferramenta CNC e o movimento de cada eixo CNC.
O operador deve esforçar-se por atingir a proficiência através da prática, sendo capaz de se retrair e libertar livremente em qualquer situação. Em caso de colisão ou avaria, o operador deve ser capaz de resolver rápida e corretamente o problema e tomar medidas decisivas para evitar mais problemas.
Além disso, o operador deve ter um conhecimento profundo do programa de processamento da máquina-ferramenta CNC, incluindo o processo e a operação, e as acções que a máquina-ferramenta deve executar.
Durante a execução do programa, o operador deve ser capaz de determinar rapidamente se as acções da máquina-ferramenta estão correctas e se é necessário tomar medidas preventivas.
É comum que os operadores principiantes se sintam apreensivos com a operação da máquina-ferramenta no início, receando colisões com as ferramentas de corte. No entanto, este receio pode ser ultrapassado à medida que o operador adquire o domínio da máquina. funcionamento da máquina CNC ferramentas.
Em terceiro lugar, o operador deve dominar a edição de programas, bem como a compensação de parâmetros em cada processo e o diâmetro e comprimento da fresa ou da mó.
Após a formação, o operador deve dominar a linguagem de programação, o método de programação e o método de compensação de parâmetros da máquina-ferramenta NC que irá operar.
Se o operador quiser ir além da operação básica, as máquinas CNC mais avançadas estão atualmente equipadas com estações de trabalho para PC para programação ou simulação. Os principiantes podem começar por aprender a editar software e a simular o corte de máquinas-ferramenta na estação de trabalho.
Ao aprender programação, é importante não se concentrar apenas nos resultados da simulação, mas também compreender o processo de processamento da simulação.
O operador deve conhecer as ferramentas de corte ou mós necessárias para o processamento das peças e a trajetória de movimento que o eixo NC da máquina-ferramenta segue durante o processo de corte.
Devem também estar cientes da posição e direção das peças relevantes na máquina-ferramenta durante processos específicos.
Durante a maquinação, o operador deve prestar atenção à direção do movimento e à direção de corte de cada eixo, incluindo o processo de alimentação e retirada da ferramenta, e ter em atenção a velocidade de avanço rápido e o deslocamento durante cada passo do processo de maquinação, bem como a velocidade e o deslocamento durante cada passo.
Quando se utiliza software de simulação para o processamento, é importante introduzir cuidadosamente todos os parâmetros para evitar erros descuidados que possam resultar num processamento de simulação incorreto e em potenciais colisões durante o processamento real, levando ao desperdício de peças.
Se o software de simulação tiver uma função de teste anti-colisão, recomenda-se a sua utilização para verificar a correção da programação.
É importante notar que o processamento de simulação é apenas um resultado teórico e não garante que a máquina-ferramenta não colidirá durante o corte real, ou que será produzido um produto qualificado.
O objetivo da simulação é poupar tempo de programação, melhorar a utilização real da máquina-ferramenta e reduzir o tempo de depuração durante o processamento de peças. Não garante o processamento efetivo das peças.
A produção de uma peça de trabalho perfeita requer a sabedoria e o esforço do operador da máquina-ferramenta CNC.
Quarto ponto-chave: É necessária uma preparação cuidadosa para o processo de transformação propriamente dito.
O operador deve começar por rever o desenho, determinar a posição da peça a ser processada e confirmar a tolerância de precisão da peça a ser processada. De seguida, deve editar o programa de processamento.
Antes do processamento, o operador deve preparar a peça de trabalho necessária, as ferramentas de corte ou o rebolo, os instrumentos de teste e quaisquer ferramentas auxiliares ou acessórios necessários para o processo.
Conselhos para utilizar a máquina CNC
Atualmente, as máquinas-ferramentas de controlo numérico têm muitas vantagens em relação às máquinas-ferramentas tradicionais e estão a ser amplamente utilizadas na indústria de maquinagem.
No entanto, o equipamento é complexo e envolve a integração de tecnologias mecânicas, eléctricas, hidráulicas, de gás e microelectrónicas, o que torna difícil a reparação de falhas quando estas ocorrem.
Por conseguinte, é importante que os operadores dêem prioridade a medidas preventivas quando utilizam máquinas-ferramentas CNC para reduzir a probabilidade de falha e melhorar a utilização do equipamento.
1. Antes da utilização:
Antes de utilizar a máquina-ferramenta, é importante assegurar que esta é colocada num ambiente relativamente livre de poeiras, com temperatura e humidade constantes, que cumpra os requisitos técnicos especificados para a instalação e utilização da máquina-ferramenta NC. Embora possa ser um desafio, é aconselhável criar condições que se aproximem o mais possível destes requisitos. Além disso, é importante efetuar uma verificação antes da utilização da máquina-ferramenta para reduzir a probabilidade de falhas e o seu impacto na produção durante a utilização.
(1) Antes de ligar a alimentação, verificar o aspeto da máquina-ferramenta CNC, das condutas eléctricas e dos equipamentos auxiliares externos quanto a eventuais anomalias.
Particularmente para o equipamento auxiliar externo: se houver uma estação de bombagem do sistema hidráulico, verificar se a quantidade de óleo hidráulico é suficiente; para aqueles com um sistema de pressão de ar, drenar regularmente o compressor de ar e o recipiente de pressão de armazenamento de gás para evitar que a humidade excessiva se acumule e entre na máquina-ferramenta sob a força do fluxo de ar, o que pode causar corrosão e danos nas peças e componentes.
(2) Ligar a máquina-ferramenta segundo a sequência normal:
Ligar a fonte de alimentação principal, seguida da fonte de alimentação do sistema CNC, depois a fonte de alimentação do sistema servo e, finalmente, libertar o botão de paragem de emergência para minimizar o impacto nos componentes eléctricos do sistema CNC e aumentar a sua vida útil.
(3) Após a ligação, a lubrificação é crucial para manter a trajetória normal de movimento de quaisquer peças móveis, reduzindo o atrito e melhorando a vida útil.
É importante verificar a quantidade de óleo lubrificante no dispositivo de lubrificação e reabastecê-lo imediatamente quando for insuficiente.
Também devemos verificar regularmente se o ecrã do filtro de líquido está bloqueado, se o circuito de óleo está regular e se há um fluxo normal de óleo lubrificante em cada saída.
Quaisquer problemas detectados devem ser prontamente resolvidos.
Se as peças móveis, como as calhas de guia e os parafusos de avanço da máquina-ferramenta, funcionarem sem óleo lubrificante, a resistência à fricção, o consumo de energia e o desperdício de energia eléctrica aumentarão.
Além disso, acelera o desgaste das peças móveis, afecta a precisão da máquina-ferramenta e tem um impacto negativo na qualidade do processamento das peças.
2. Em utilização:
Durante a utilização da máquina-ferramenta NC, é importante controlá-la dentro dos seus parâmetros de funcionamento para evitar danos na máquina. Por exemplo, a peça de trabalho e os acessórios colocados na bancada de trabalho do centro de maquinagem e da fresadora NC não devem exceder a capacidade de carga máxima da bancada de trabalho, caso contrário pode danificar a calha de guia móvel. Também é importante evitar força de corte excessiva, pois isso pode causar danos ao mecanismo de transmissão e até mesmo queimar o fuso ou o motor do eixo de alimentação devido à corrente excessiva.
Além disso, é crucial evitar a frequência natural da máquina-ferramenta para evitar ressonâncias e manter a precisão da maquinagem, bem como para evitar danos nas ferramentas de corte e nos componentes da máquina. Durante a utilização de máquinas-ferramentas, é importante estar atento ao que nos rodeia e utilizar todos os nossos sentidos para detetar e resolver rapidamente quaisquer problemas.
(1) Ouvir os sons.
Enquanto a máquina-ferramenta estiver a funcionar, haverá um som esperado, mas também é importante ouvir quaisquer sons anormais, tais como tubos de ar a rebentar, alterações súbitas no sistema de lubrificação ou ferramenta de corte sons.
Se forem ouvidos sons invulgares, é importante parar imediatamente a máquina para evitar danos adicionais.
(2) Verificar a temperatura da máquina-ferramenta.
É normal que a máquina-ferramenta sofra um certo aumento de temperatura durante o funcionamento devido ao atrito e ao calor.
Normalmente, após um período de funcionamento, a máquina-ferramenta atinge um equilíbrio térmico, com uma temperatura de cerca de 50-60 graus.
Se a temperatura for superior a este valor, isso pode indicar um problema de lubrificação e deve ser verificado.
(3) Observar as peças com condições de trabalho difíceis na máquina-ferramenta. Durante o processamento na máquina-ferramenta NC, o líquido de arrefecimento é frequentemente necessário para lavar e arrefecer a peça de trabalho e as ferramentas em simultâneo.
Isto resulta em más condições de trabalho para algumas peças devido à presença de aparas de metal e fluido de corte.
Em particular, o interrutor de curso do porta-ferramentas na máquina-ferramenta NC é particularmente propenso a ficar obstruído com aparas de metal, fazendo com que os seus contactos se tornem rígidos e não respondam.
Neste caso, é importante limpá-lo rapidamente.
Além disso, durante o corte parcial, podem acumular-se limalhas de ferro, que podem facilmente envolver as ferramentas e as peças de trabalho, dificultando o arrefecimento e provocando extrusões que podem danificar as ferramentas. Estas também precisam de ser limpas rapidamente.
3. Após a utilização:
(1) Para desligar corretamente a máquina, seguir a sequência correcta de desligamento: botão de paragem de emergência - alimentação do sistema servo - alimentação do sistema CNC - alimentação principal da máquina-ferramenta.
(2) Limpar a máquina e efetuar a manutenção diária imediatamente.
Depois de utilizar a máquina-ferramenta, limpe-a imediatamente e, em seguida, aplique óleo de motor na superfície da calha de guia móvel da máquina-ferramenta e em algumas peças para evitar a ferrugem.
Estes são alguns dos aspectos importantes a considerar quando se utilizam máquinas-ferramentas CNC. Devemos prestar-lhes atenção ao longo de todo o processo para maximizar a eficiência da máquina-ferramenta, melhorar a qualidade do processamento e obter os resultados desejados.
Manutenção de máquinas CNC
Dicas de utilização
Ambiente de funcionamento da máquina-ferramenta CNC: Para um desempenho ótimo, as máquinas-ferramentas CNC devem ser colocadas num ambiente de temperatura constante e afastadas de equipamento com fortes vibrações (como punções) e de equipamento que gere interferências electromagnéticas.
Requisitos de energia: Assegurar que a máquina-ferramenta CNC é fornecida com a potência adequada para um funcionamento seguro e eficiente.
Procedimentos operacionais para máquinas-ferramenta CNC: Deve ser efectuada uma manutenção regular e devem ser mantidos registos para evitar falhas. Além disso, a máquina-ferramenta não deve ser mantida selada durante longos períodos de tempo, uma vez que tal pode conduzir a falhas no sistema e à perda de dados.
Formação e afetação: Deve ser ministrada formação adequada aos operadores, ao pessoal de manutenção e aos programadores para garantir uma utilização segura e eficaz da máquina-ferramenta CNC.
Regulamentos de manutenção
Manutenção do sistema CNC
Respeitar rigorosamente os procedimentos operacionais e o sistema de manutenção diária.
Evitar que o pó entre no dispositivo de controlo numérico: A poeira e o pó metálico podem facilmente causar uma diminuição da resistência de isolamento entre os componentes, conduzindo a falhas ou danos nos componentes.
Limpar regularmente a dissipação de calor e sistema de ventilação do armário de controlo.
Monitorizar frequentemente a tensão da rede do sistema CNC: O intervalo de tensão da rede deve situar-se entre 85% e 110% do valor nominal.
Substituir regularmente a bateria de reserva.
Manutenção do sistema CNC quando não está a ser utilizado durante um longo período de tempo: Ligar regularmente o sistema CNC ou executar o programa de aquecimento.
Manutenção de placas de circuitos e peças mecânicas sobressalentes.
Manutenção de peças mecânicas
(1) Manutenção do armazém de ferramentas e do manipulador de troca de ferramentas
Ao carregar manualmente a ferramenta no carregador de ferramentas, certifique-se de que está bem instalada e verifique o bloqueio na base da ferramenta para garantir que é fiável.
É estritamente proibido carregar ferramentas com excesso de peso ou demasiado compridas no armazém de ferramentas, para evitar que o manipulador deixe cair a ferramenta ou provoque colisões com a peça, a fixação, etc.
Ao utilizar o método de seleção sequencial de ferramentas, preste atenção à ordem em que as ferramentas são colocadas no armazém de ferramentas. Para outros métodos de seleção de ferramentas, certifique-se também de que o número da ferramenta trocada é consistente com a ferramenta necessária para evitar acidentes causados pela troca da ferramenta errada.
Tenha o cuidado de manter o punho e a manga da ferramenta limpos.
Verificar regularmente se a posição de retorno a zero do armazém de ferramentas está correcta e se a posição do ponto de troca de ferramentas do eixo da máquina está no lugar, ajustando-a prontamente se necessário. Caso contrário, a ação de troca de ferramenta não pode ser concluída.
No arranque, operar primeiro o depósito de ferramentas e o manipulador em vazio para verificar se todas as peças estão a funcionar normalmente, prestando especial atenção ao funcionamento de todos os interruptores de curso e válvulas solenóides.
(2) Manutenção do par de fusos de esferas
Inspecionar e ajustar regularmente a folga axial do par de parafusos e porcas para garantir a precisão da transmissão inversa e a rigidez axial.
Verificar frequentemente se ligações soltas entre o suporte do parafuso de avanço e a base e verifique se o rolamento do suporte está danificado. Se forem encontrados quaisquer problemas, aperte imediatamente as peças soltas e substitua o rolamento de suporte, se necessário.
Para os fusos de esferas lubrificados com massa lubrificante, limpar a massa lubrificante antiga do fuso de seis em seis meses e substituí-la por massa lubrificante nova. Os fusos de esferas lubrificados com óleo devem ser lubrificados diariamente antes de a máquina-ferramenta ser utilizada.
Tenha cuidado para evitar que detritos duros ou aparas entrem na cobertura de proteção do parafuso de avanço durante o funcionamento e substitua imediatamente o dispositivo de proteção se estiver danificado.
(3) Manutenção da corrente de acionamento principal
Ajustar regularmente a tensão da correia de acionamento do fuso. Evitar que todos os tipos de impurezas entrem no depósito de óleo e substituir o óleo lubrificante anualmente. Assegurar que a peça de ligação entre o fuso e o punho está limpa. Ajustar a deslocação do cilindro hidráulico e do pistão conforme necessário. Além disso, ajustar o contrapeso atempadamente.
(4) Manutenção do sistema hidráulico
Filtrar ou mudar regularmente o óleo do sistema hidráulico. Controlar a temperatura do óleo e evitar fugas. Verificar e limpar regularmente o depósito de óleo e a tubagem. Implementar um sistema de inspeção diária por pontos.
(5) Manutenção do sistema pneumático
Remover as impurezas e a humidade do ar comprimido. Verificar a quantidade de óleo fornecida pelo atomizador de óleo no sistema. Manter a estanquicidade do sistema. Prestar atenção à regulação da pressão de trabalho. Limpar ou substituir os componentes pneumáticos e os elementos filtrantes.
Resolução de problemas de máquinas CNC
Manutenção correctiva
Nas máquinas-ferramentas CNC, a maioria das falhas tem dados que podem ser verificados, mas também há algumas que não têm. As informações de alarme fornecidas podem ser vagas ou inexistentes e a falha pode ocorrer durante um período longo e irregular, dificultando a procura e a análise da causa.
Para tais falhas, é necessário analisar cuidadosamente a situação e encontrar a causa principal. Para tal, é necessário um conhecimento profundo da maquinaria, da eletricidade, sistemas hidráulicose muito mais.
As falhas anormais de precisão de processamento são comuns nas máquinas-ferramentas CNC em produção. As causas podem incluir alterações nos parâmetros do sistema, falhas mecânicas, parâmetros eléctricos não optimizados, funcionamento anormal do motor, anel de posição anormal da máquina-ferramenta ou lógica de controlo inadequada. Para resolver essas falhas, é importante identificar os problemas relevantes e resolvê-los prontamente.
Na produção, as falhas de precisão de maquinagem anormal em máquinas-ferramentas CNC são frequentemente ocultas e difíceis de diagnosticar.
Há cinco razões principais para esses fracassos:
A unidade de alimentação da máquina-ferramenta é substituída;
O desvio zero (desvio nulo) de cada eixo da máquina-ferramenta é anormal;
A folga axial inversa é anormal;
Estado anormal de funcionamento do motor, ou seja, falha eléctrica e da peça de controlo;
Falha mecânica, como parafuso, rolamento, acoplamento e outros componentes.
Para além do acima exposto, a compilação do programa de maquinação, a seleção da ferramenta de corte e os factores humanos também podem causar uma precisão de maquinação anormal.
Para resolver o problema da precisão anormal da maquinagem devido a uma falha mecânica, devem ser tomadas as seguintes medidas:
Examine os segmentos de programa que estão a ser executados quando a precisão da máquina-ferramenta é anormal, particularmente a compensação do comprimento da ferramenta e a calibração e cálculo do sistema de coordenadas de processamento (G54 a G59).
No modo de polegadas, mover repetidamente o eixo Z e observar o seu estado de movimento através da visão, tato e audição. Se houver um som anormal durante o movimento na direção Z, especialmente durante o movimento rápido em polegadas, isso pode indicar um problema no aspeto mecânico.
Resolução de problemas
Método de reposição da inicialização:
Geralmente, uma falha transitória no sistema pode ser eliminada através de uma reinicialização do hardware ou através da comutação da fonte de alimentação do sistema. Se a área de armazenamento de trabalho do sistema tiver sido corrompida devido a uma falha de energia, à desconexão da placa de circuito ou a uma baixa tensão da bateria, o sistema deve ser inicializado e limpo. Antes de limpar, certifique-se de que faz uma cópia de segurança dos seus dados e mantém um registo dos mesmos. Se a falha persistir após a inicialização, efectue um diagnóstico de hardware.
Alteração dos parâmetros, método de correção do programa:
Os parâmetros do sistema são a base para determinar a funcionalidade do sistema. Definições incorrectas dos parâmetros podem resultar em falhas do sistema ou funções inválidas e, em alguns casos, os erros do programa do utilizador também podem causar tempo de inatividade. Para evitar isto, a função de pesquisa de blocos do sistema pode ser utilizada para identificar e corrigir todos os erros, assegurando o funcionamento normal.
Ajuste, método de ajuste de otimização:
A regulação do sistema é a solução mais simples para a correção de falhas. Isto pode ser feito através do ajuste do potenciómetro. Por exemplo, num cenário de manutenção de fábrica, se o ecrã de visualização do sistema estiver a apresentar caos, este pode ser corrigido através de um ajuste. Outro exemplo é o deslizamento da correia do veio principal durante o arranque e a travagem numa fábrica, o que pode ser causado por um binário de carga elevado e um tempo de aceleração curto do dispositivo de acionamento. Este problema pode ser resolvido através do ajuste dos parâmetros.
A otimização do ajuste é um método abrangente para alcançar a melhor correspondência entre o sistema de servo acionamento e o sistema mecânico acionado. O processo é simples. Utilizando um gravador multi-linha ou um osciloscópio de traço duplo com função de armazenamento, pode ser observada a relação de resposta entre o comando e o feedback de velocidade ou o feedback de corrente. Ao ajustar o coeficiente proporcional e o tempo integral do regulador de velocidade, o sistema servo pode alcançar o melhor desempenho com uma resposta dinâmica elevada e sem oscilações.
Se não estiver disponível um osciloscópio ou gravador no local, de acordo com a experiência, ajustar os parâmetros até o motor vibrar e, em seguida, ajustar lentamente na direção oposta até a vibração ser eliminada.
Método de substituição de peças sobresselentes:
O método mais comum de resolução de problemas consiste em substituir uma placa de circuito defeituosa diagnosticada por uma sobresselente funcional e efetuar os procedimentos de inicialização e arranque necessários, permitindo que a máquina-ferramenta retome rapidamente o funcionamento normal. Em seguida, a placa de circuito defeituosa pode ser reparada ou substituída.
Método para melhorar a qualidade da energia eléctrica:
Normalmente, é utilizada uma fonte de alimentação regulada para estabilizar as flutuações de energia. Para reduzir o impacto da interferência de alta frequência, pode ser utilizado um método de filtragem de capacitância como medida preventiva para evitar falhas na placa de alimentação.
Método de acompanhamento das informações de manutenção:
As grandes empresas de produção efectuam frequentemente modificações e melhorias no software ou hardware do sistema com base nas falhas inesperadas causadas por defeitos de conceção em operações reais. Estas modificações são comunicadas ao pessoal de manutenção sob a forma de informações de manutenção. A utilização destas informações como base para a resolução de problemas pode ajudar a eliminar correcta e completamente as falhas.
Método de diagnóstico
O diagnóstico de falhas eléctricas em máquinas-ferramentas CNC envolve três fases: deteção de falhas, avaliação de falhas e isolamento e localização de falhas.
A primeira fase da deteção de falhas consiste em testar a máquina-ferramenta CNC para determinar se existe uma falha.
A segunda fase consiste em identificar a natureza da falha e isolar os componentes ou módulos defeituosos.
A terceira fase consiste em localizar a avaria num módulo substituível ou numa placa de circuito impresso, reduzindo o tempo de reparação.
Para identificar e resolver rapidamente as falhas do sistema, é importante manter o processo de diagnóstico de falhas tão simples e eficiente quanto possível, minimizando o tempo necessário para o diagnóstico. Para tal, podem ser utilizados os seguintes métodos de diagnóstico:
1. Método intuitivo
Utilizando os sentidos, observe quaisquer sintomas que possam ocorrer durante uma avaria, tais como a presença de faíscas ou luz, ruído anormal, sobreaquecimento ou odores a queimado.
Examinar o estado da superfície de cada placa de circuito impresso potencialmente defeituosa é um método básico e comummente utilizado. Procure sinais de queimaduras ou danos para limitar ainda mais o âmbito da inspeção.
A capacidade do sistema CNC para processar dados rapidamente permite a aquisição e o processamento de sinais multicanal e rápidos da peça defeituosa. O programa de diagnóstico efectua então uma análise lógica e um julgamento para determinar se existe uma falha no sistema e localizá-la rapidamente.
Os sistemas CNC modernos têm dois tipos de funções de auto-diagnóstico:
Auto-diagnóstico de arranque: Refere-se ao teste automático da CPU, memória, barramento, unidade de E/S e outros módulos, placas de circuito impresso, unidade CRT, leitor fotoelétrico, unidade de disquete e outro equipamento realizado pelo programa de diagnóstico no sistema antes do funcionamento. Isto é feito desde o início de cada ciclo de ligação para confirmar que o hardware principal do sistema está a funcionar normalmente.
Aviso de informação de falha: Se ocorrer uma falha durante o funcionamento da máquina-ferramenta, o número e a descrição da falha serão apresentados no ecrã do CRT.
Consultar o manual de manutenção relevante com base no aviso para identificar a causa da avaria e resolver o problema.
Em geral, quanto mais detalhada for a informação sobre a avaria fornecida pela função de diagnóstico da máquina-ferramenta CNC, mais fácil será o diagnóstico da avaria.
É importante notar que algumas falhas podem ser confirmadas diretamente com base no aviso de falha e no manual, mas para outras, a causa real da falha pode ser diferente do aviso ou várias falhas podem causar um único sintoma. Nestes casos, o pessoal de manutenção deve compreender a relação interna entre as falhas para determinar a causa subjacente.
3. Controlo dos dados e do estado
O autodiagnóstico do sistema CNC pode não só apresentar informações de alarme de avaria no ecrã CRT, mas também fornecer parâmetros da máquina-ferramenta e informações de estado sob a forma de "endereço de diagnóstico" e "dados de diagnóstico" de várias páginas.
As verificações comuns de dados e de estado incluem a verificação de parâmetros e a verificação da interface.
A verificação dos parâmetros dos dados da máquina da máquina-ferramenta NC é um parâmetro importante obtido através de uma série de testes e ajustes, que é a garantia do funcionamento normal da máquina-ferramenta.
Estes dados incluem o ganho, a aceleração, a tolerância de monitorização do contorno, o valor de compensação da folga inversa e o valor de compensação do passo do parafuso de avanço.
Quando sujeitos a interferências externas, os dados perder-se-ão ou ficarão confusos e a máquina-ferramenta não funcionará normalmente.
A interface verifica os sinais da interface de entrada/saída entre o sistema CNC e a máquina-ferramenta, incluindo os sinais de entrada/saída entre o sistema CNC e o PLC, e entre o PLC e a máquina-ferramenta.
O diagnóstico da interface de entrada/saída do sistema CNC pode apresentar o estado de todos os sinais de comutação no ecrã CRT e utilizar "1" ou "0" para indicar se o sinal está presente ou não.
Utilizando o ecrã de estado, é possível verificar se o sistema CNC emitiu o sinal para o lado da máquina e se o valor de comutação e outros sinais no lado da máquina foram introduzidos no sistema CNC, de modo a que a falha possa ser localizada no lado da máquina ou no sistema CNC.
4. Falha no ecrã do indicador de alarme
Para além dos alarmes de "software", como a função de autodiagnóstico e a visualização do estado, o sistema CNC moderno das máquinas-ferramentas CNC possui também numerosos indicadores de alarme de "hardware" distribuídos pela fonte de alimentação, servo-acionamento, entrada/saída e outros dispositivos.
A observação destes indicadores de alarme permite determinar a causa da avaria.
5. Método de substituição da placa de circuitos de reserva
A substituição da placa de circuito defeituosa duvidosa por uma placa sobresselente é um método rápido e simples para determinar a causa da avaria, normalmente utilizado para módulos funcionais em sistemas CNC, como o módulo CRT e o módulo de memória.
Antes de substituir a placa sobresselente, verifique os circuitos relevantes para evitar danificar a placa boa devido a um curto-circuito. Além disso, verifique se o interrutor de seleção e o fio de ligação em ponte na placa de teste correspondem aos do modelo original. No caso de alguns modelos, preste também atenção ao ajuste do potenciómetro.
Depois de substituir a placa de memória, inicialize a memória conforme exigido pelo sistema, caso contrário, o sistema não funcionará normalmente.
6. Método de troca
Nas máquinas-ferramentas CNC, existem frequentemente módulos ou unidades com a mesma função.
Ao trocar estes módulos ou unidades e observar se a falha se transfere, a localização da falha pode ser rapidamente determinada.
Este método é frequentemente utilizado para diagnosticar falhas no acionamento do servoalimentador e também pode ser aplicado para trocar módulos semelhantes no sistema CNC.
7. Método de percussão
O sistema CNC é composto por várias placas de circuitos, cada uma com várias juntas de soldadura. Qualquer falha de soldadura ou mau contacto pode resultar em avaria.
Ao tocar suavemente na placa de circuitos, no conetor ou nos componentes eléctricos com suspeitas de avarias utilizando isolamento, se a avaria ocorrer, é provável que se localize na parte tocada.
8. Método de comparação das medições
Para facilitar a deteção, os módulos ou unidades estão equipados com terminais de deteção.
Utilizando instrumentos como um multímetro ou um osciloscópio, os valores normais podem ser comparados com os valores no momento do defeito através dos níveis ou formas de onda detectados nestes terminais. Isto permite analisar a causa e a localização da falha.
As máquinas-ferramentas CNC têm características complexas e abrangentes, o que leva a muitos factores que podem causar falhas. Por conseguinte, pode ser necessário utilizar vários métodos de diagnóstico de avarias em conjunto para analisar exaustivamente a avaria e determinar rapidamente a sua localização, facilitando a sua resolução.
Além disso, algumas falhas podem ter sintomas eléctricos mas causas mecânicas, ou vice-versa, ou ambas. Por conseguinte, o diagnóstico de avarias não deve limitar-se apenas aos aspectos eléctricos ou mecânicos, mas deve ser considerado de forma holística.
As 10 principais empresas de máquinas-ferramentas na China em 2019 (unidade: milhões de yuan)
Classificação
Empresa
Receitas
1
Génesis
21.81
2
Máquina-ferramenta Qinchuan
14.3
3
Yawei
14.06
4
HDHM
12.98
5
Seiko haitiano
11.23
6
Máquina-ferramenta de Shenyang
10.02
7
Zhejiang Rifa
6.2
8
Máquina-ferramenta de Kunming
4.97
9
Guosheng
4.14
10
Huazhong CNC
4.08
De acordo com o Gabinete Nacional de Estatística, em julho de 2020, a China tinha 817 empresas de máquinas-ferramentas para corte de metal com uma margem de lucro das vendas industriais de apenas 3,95%. Além disso, havia 526 empresas de máquinas-ferramentas de conformação de metais na China com uma margem de lucro de 4,80%.
De novembro de 2015 a julho de 2020, a indústria das máquinas-ferramentas para corte de metais e a indústria das máquinas-ferramentas para moldagem registaram as margens de lucro de vendas mais elevadas, com 5,49% e 7,88%, respetivamente.
Atualmente, embora existam muitas empresas nacionais, estas tendem a ser de pequena dimensão, pouco competitivas no mercado e com baixa rentabilidade.
Como escolher a máquina CNC correcta?
Os seguintes princípios aplicam-se à aquisição de máquinas-ferramentas CNC:
Estabilidade e fiabilidade.
Se a máquina-ferramenta CNC escolhida não for capaz de funcionar de forma estável e fiável, torna-se inútil.
Por conseguinte, ao efetuar uma compra, é importante optar por produtos de marcas bem conhecidas, incluindo o anfitrião, o sistema de controlo e os acessórios. Estes produtos são tecnologicamente avançados, têm um historial de produção comprovado e têm sido utilizados com sucesso pelos utilizadores.
Praticidade.
O objetivo é resolver um ou mais problemas de produção.
A praticidade implica garantir que as máquinas-ferramentas CNC seleccionadas podem cumprir eficazmente os objectivos pré-determinados.
Evite comprar máquinas-ferramentas CNC demasiado complexas com demasiadas funções que não são práticas, mesmo que tenham um custo mais elevado.
Economia.
Ter um objetivo claro e fazer selecções específicas de máquinas-ferramentas permite-nos obter os melhores resultados com um investimento razoável.
A economia refere-se à obtenção do preço mais económico para a máquina-ferramenta CNC adquirida que satisfaça os requisitos de processamento.
Operacionalidade.
Selecionar uma máquina-ferramenta CNC que seja totalmente funcional e avançada.
No entanto, se não houver um operador ou programador capaz, ou um reparador qualificado para manter e reparar a máquina-ferramenta, esta não pode ser utilizada eficazmente, independentemente da sua qualidade.
Ao escolher máquinas-ferramentas CNC, é importante considerar a facilidade de operação, programação e manutenção. Caso contrário, pode resultar em dificuldades na utilização, manutenção, reparação e outros aspectos das máquinas-ferramentas CNC, levando ao desperdício de equipamento.
Comprar à vontade.
Realizar estudos de mercado exaustivos e procurar aconselhamento técnico junto de peritos ou utilizadores experientes de máquinas-ferramentas CNC para obter uma compreensão abrangente do mercado nacional e internacional de máquinas-ferramentas CNC.
Aproveite as várias feiras comerciais para escolher equipamento de alta qualidade, baixo custo e desempenho fiável e compare as opções.
É importante selecionar produtos maduros e estáveis que satisfaçam as necessidades reais da unidade.
Precauções na aquisição de máquinas-ferramentas CNC:
Determinar razoavelmente as funções das máquinas-ferramentas CNC.
Ao selecionar as características das máquinas-ferramentas CNC, é importante não dar prioridade a um grande número de funções ou a especificações excessivas. Ter demasiados eixos de coordenadas, bancadas de trabalho e motores de alta potência e um elevado grau de precisão pode levar a um sistema complexo com menor fiabilidade.
Isto, por sua vez, aumentará o custo de aquisição e manutenção da máquina, bem como o custo de processamento, resultando num desperdício de recursos.
É mais aconselhável escolher as máquinas-ferramentas CNC com base nas especificações do produto, nas dimensões e na precisão necessárias para o trabalho.
Determinar as partes processadas.
Ao selecionar as máquinas-ferramentas CNC, é importante considerar as peças típicas que precisam de ser processadas. Apesar de as máquinas-ferramentas CNC terem uma elevada flexibilidade e forte adaptabilidade, só podem obter os melhores resultados quando processam determinadas peças em determinadas condições. Por isso, antes de fazer uma escolha, é crucial determinar primeiro as peças típicas que serão processadas.
Seleção razoável do sistema CNC.
O sistema CNC que satisfaz vários parâmetros de desempenho e indicadores de fiabilidade deve ser cuidadosamente avaliado, e aspectos como a facilidade de operação, programação, manutenção e gestão devem ser considerados. Sempre que possível, recomenda-se a adoção de uma abordagem centralizada e unificada. A menos que se trate de um caso especial, a unidade deve ter como objetivo utilizar a mesma série de sistemas CNC produzidos pelo mesmo fabricante para efeitos de gestão e manutenção futuras.
Configurar os acessórios e ferramentas necessários.
Para maximizar o desempenho das máquinas-ferramentas CNC e melhorar as suas capacidades de processamento, é essencial dispor dos acessórios e ferramentas necessários. Não compre uma máquina-ferramenta que custa centenas de milhares ou milhões de yuan, apenas para descobrir que não pode ser utilizada normalmente devido à falta de um acessório ou ferramenta de corte que custa dezenas de milhares de yuan. Quando se compra a unidade principal, recomenda-se que se comprem também algumas peças vulneráveis e outros acessórios.
Os especialistas estrangeiros em corte de metal acreditam que a eficiência de uma máquina-ferramenta CNC $250.000 depende em grande parte do desempenho de uma fresa de topo $30. Isto realça a importância de equipar as máquinas-ferramentas CNC com ferramentas de elevado desempenho para reduzir os custos e obter o máximo de benefícios económicos globais.
Em geral, as máquinas-ferramentas CNC devem estar equipadas com ferramentas suficientes para utilizar plenamente as suas funções, permitindo que a máquina processe uma variedade de produtos e evite tempos de inatividade e desperdícios.
Prestar atenção à instalação, colocação em funcionamento e aceitação de máquinas-ferramentas CNC.
Após a instalação, as máquinas-ferramentas CNC devem ser cuidadosamente colocadas em funcionamento e depuradas, o que é crucial para o seu futuro funcionamento, manutenção e gestão.
Durante a instalação e a colocação em funcionamento das máquinas-ferramentas CNC, os técnicos devem participar ativamente e estudar atentamente, aceitando a formação técnica e a orientação no local por parte dos fornecedores.
Deve ser efectuada uma aceitação global da precisão geométrica, da precisão de posicionamento, da precisão de corte e do desempenho da máquina-ferramenta.
É importante verificar cuidadosamente os materiais técnicos, os manuais de operação, os manuais de manutenção, as instruções de montagem, o software informático e as instruções que os acompanham e guardá-los corretamente, uma vez que, se não o fizer, pode impedir a máquina-ferramenta de aceder a funções adicionais e dificultar a manutenção.
Por último, o serviço pós-venda, o apoio técnico, a formação do pessoal, o apoio em matéria de dados, o apoio em matéria de software, a instalação e a colocação em funcionamento, o fornecimento de peças sobresselentes, o sistema de ferramentas e os acessórios da máquina-ferramenta oferecidos pelo fabricante da máquina-ferramenta CNC devem ser plenamente considerados.
Tendência de desenvolvimento futuro das máquinas-ferramentas CNC
A tendência de desenvolvimento futuro das máquinas-ferramentas CNC é o fabrico inteligente.
O fabrico inteligente é um novo modo de produção que combina tecnologias de informação e comunicação de nova geração com tecnologias de fabrico avançadas. Abrange todos os aspectos do fabrico, incluindo a conceção, a produção, a gestão e o serviço, e caracteriza-se pela auto-perceção, auto-aprendizagem, auto-tomada de decisões, auto-execução e auto-adaptação.
A criação de uma fábrica de produtos químicos inteligente é um passo necessário para o desenvolvimento do fabrico inteligente. Uma oficina inteligente é um componente fundamental de uma fábrica inteligente, e o equipamento inteligente é um suporte crucial para uma oficina inteligente.
O fabrico inteligente caracteriza-se pela utilização de uma fábrica inteligente como suporte, a inteligencialização dos principais processos de fabrico como núcleo, o fluxo de dados de ponta a ponta como base e a interconectividade da rede como apoio. A criação de uma fábrica química inteligente é um requisito fundamental para o avanço do fabrico inteligente.
As máquinas-ferramentas inteligentes são máquinas que podem monitorizar-se a si próprias, analisar várias informações relacionadas com a máquina, o seu estado de processamento, o ambiente e outros factores, e depois tomar as medidas necessárias para garantir um processamento ótimo. Com o avanço das redes informáticas, da comunicação e das tecnologias de inteligência artificial, a teoria da tecnologia das máquinas-ferramentas inteligentes, que se baseia em oito tecnologias, formou gradualmente um sistema.
Em comparação com as máquinas-ferramentas CNC convencionais, os módulos de recolha de dados, controlo e comunicação desempenham um papel crucial nas máquinas-ferramentas inteligentes. A recolha de dados é efectuada principalmente por sensores inteligentes instalados no local, e o tipo de sensores inteligentes depende do objetivo principal da máquina-ferramenta inteligente. Alguns sensores inteligentes comuns incluem os de potência, temperatura, vibração, som, energia, líquido e reconhecimento de identidade.
O módulo de controlo baseia-se principalmente em algoritmos de ajuste em linha para programas NC, métodos inteligentes de tomada de decisão e otimização para parâmetros de processo, tecnologias de coordenação para peças executivas e tecnologias de controlo automático de carga e descarga. O módulo de comunicação baseia-se na tecnologia de rede de comunicação sem fios.
Comparação entre a oficina tradicional e a oficina inteligente.
Oficina tradicional
Oficina inteligente
Equipamento
Máquina CNC
Máquina-ferramenta inteligente
Modo de comunicação
Cópia de dispositivo de armazenamento móvel (disco flash USB, etc.)
Tecnologia de comunicação sem fios (Wifi/Zigbee)
Processo de produção
Circuito aberto / semiaberto Processamento de peças; uma pessoa com um dispositivo.
Circuito fechado Monitorizar a máquina, uma pessoa com vários dispositivos
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se interrogou sobre a forma como as máquinas CNC moldam o nosso mundo? Estas ferramentas versáteis revolucionam o fabrico, realizando tarefas que vão desde a perfuração simples à fresagem complexa. Neste artigo, vamos explorar as várias...
Descubra a linguagem secreta que dá vida às máquinas! Nesta cativante publicação no blogue, vamos mergulhar no fascinante mundo do código G e do código M, os comandos de programação essenciais que...
Já se interrogou sobre como são feitas as máquinas que moldam o nosso mundo? Este artigo explora os principais fabricantes de tornos CNC, revelando os segredos por detrás da sua tecnologia de ponta e do seu impacto global. Descubra...
Já se interrogou sobre a forma como os gigantes da indústria das máquinas-ferramentas moldam o nosso mundo? Neste artigo, vamos explorar as seis principais empresas de máquinas-ferramenta dos Estados Unidos. Irá descobrir...
Já se interrogou como é que as peças metálicas complexas são fabricadas com precisão? Este artigo revela a magia das máquinas de fresagem, explorando os seus vários tipos e componentes principais. Mergulhe para compreender como...