O guia definitivo para a prensa de punção de torre CNC
Curioso sobre as prensas de puncionamento de torre CNC? Nesta publicação do blogue, vamos mergulhar no mundo fascinante destas máquinas versáteis. Como engenheiro mecânico experiente, explicarei como os punções de torre CNC combinam elementos mecânicos, eléctricos, hidráulicos e pneumáticos para processar chapas metálicas de forma eficiente. Ficará com uma ideia clara dos diferentes tipos de prensas de torre CNC e dos seus princípios de funcionamento. Prepare-se para expandir os seus conhecimentos e apreciar as capacidades destas poderosas ferramentas na produção moderna.
Antes de nos debruçarmos sobre os pormenores da prensa de perfuração de torre CNC, comecemos por compreender o que é a maquinagem CNC.
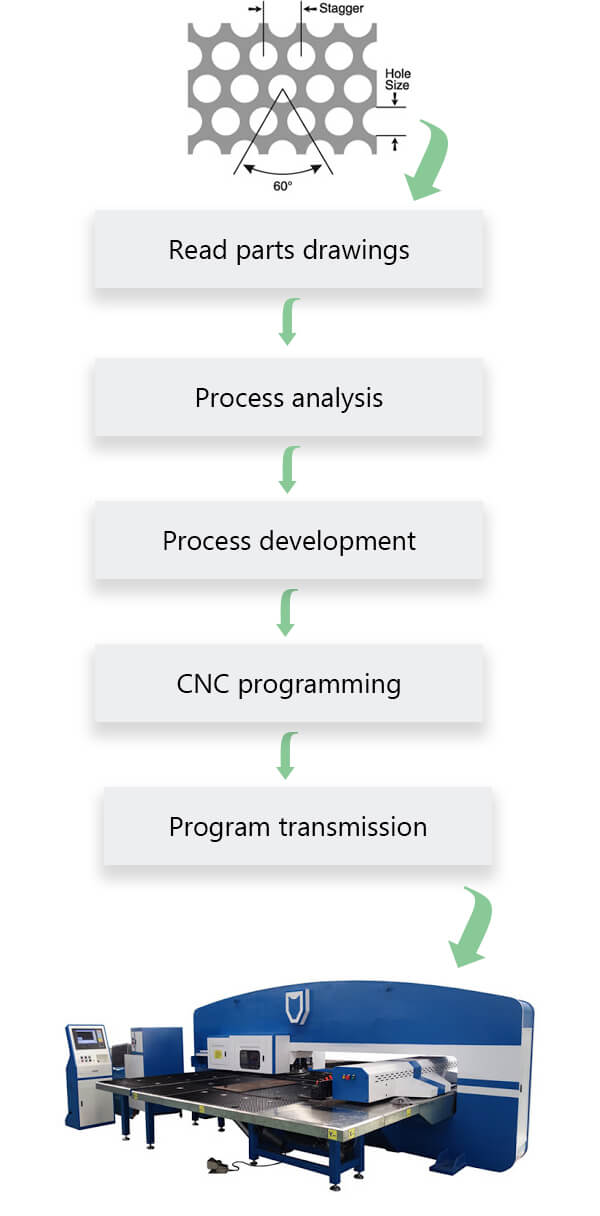
De acordo com os desenhos originais da peça e os requisitos do processo, é compilado um programa de maquinação CNC para a peça e introduzido no sistema de controlo digital da Prensa de punção de torre CNC. Isto controla o movimento relativo da ferramenta e da peça de trabalho, permitindo a maquinação bem sucedida da peça.
1. Ler os desenhos das peças:
É necessária uma compreensão abrangente das especificações técnicas dos desenhos, incluindo a exatidão dimensional, as tolerâncias de forma e de posição, rugosidade da superfícieO material da peça de trabalho, a dureza, a maquinabilidade e o número de componentes.
2. Análise do processo:
A análise do processo deve ser efectuada de acordo com as especificações descritas nos desenhos dos componentes. Isto inclui a análise da viabilidade estrutural dos componentes, a avaliação da precisão do material e do design e a determinação dos passos aproximados no processo.
3. Desenvolvimento de processos:
Com base na análise do processo, devem ser desenvolvidas todas as informações necessárias para o processamento, tais como o fluxo do processo, os requisitos, a trajetória da ferramenta, a deslocação e as funções auxiliares. Esta informação deve ser documentada em fichas de processo e fichas técnicas.
4. Programação CNC:
A programação de peças deve ser efectuada com base no diagrama de peças e nos detalhes do processo, seguindo o código de instruções e o formato de programação especificados pela empresa utilizada Sistema CNC. Isto pode ser conseguido através da edição manual do código ou de software de programação informática.
5. Transmissão do programa:
O programa escrito é introduzido na unidade CNC da máquina através de uma interface de transmissão. Depois de a máquina ter sido configurada e o programa ter sido recuperado, o componente pode ser maquinado de acordo com as especificações descritas nos desenhos.
II. O que é a prensa de punção de torre CNC?
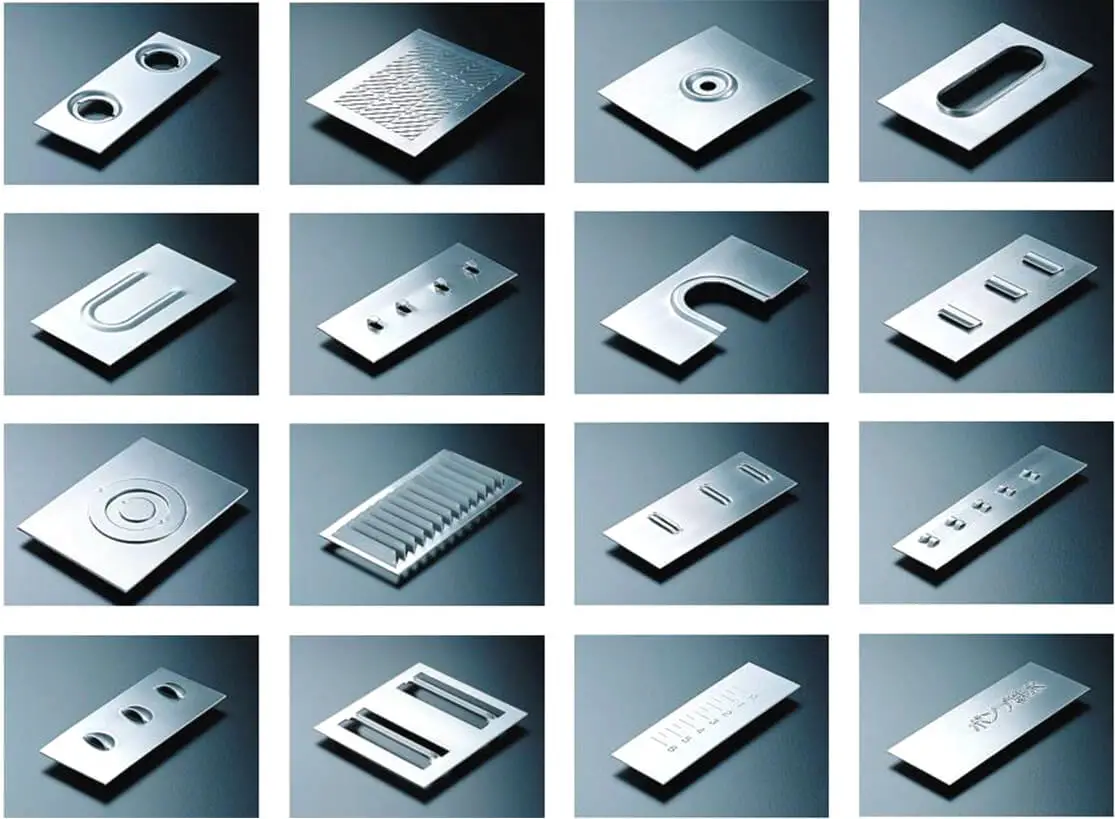
A prensa de perfuração de torre de controlo numérico (NCT), também conhecida como máquina de perfuração CNC, é uma categoria principal de máquinas de perfuração CNC. A NCT combina elementos mecânicos, eléctricos, hidráulicos e pneumáticos e é utilizada para perfurar e estiramento superficial de materiais em chapa através de ferramentas de perfuração de torre.
A máquina de perfuração de torre CNC é uma máquina automática versátil que pode lidar com mudanças frequentes em produtos e processos, uma vez que requer uma variedade de operações e etapas. O posicionamento relativo entre a ferramenta e a peça de trabalho é representado por um código numérico.
A informação digital é introduzida no computador através de um meio de controlo, como fita de papel ou disco, e o computador processa e executa a informação introduzida, emitindo instruções para controlar o sistema servo da máquina ou outros componentes, permitindo que a máquina produza automaticamente as peças ou produtos desejados.
III. Princípio de funcionamento da prensa de punção de revólver
Na ausência de alarmes na máquina, o Máquina CNC executa um programa de acordo com as instruções. Os eixos X e Y deslocam o chapa de aço para a localização do punção, e o disco T posiciona o molde necessário na cabeça de punção. A cabeça de perfuração hidráulica efectua então uma estampagem no molde.
Este processo repete-se, com os eixos X e Y a deslocarem-se para uma nova posição após cada estampagem, até que todo o programa tenha sido executado. Finalmente, a máquina regressa à posição de alimentação.
IV. Tipos de prensas de punção de torre
Desde que Wiedemann inventou o punção manual multi-estação R2 em 1932, o punção de torre de controlo numérico (NCT) tem sido amplamente utilizado no domínio da processamento de chapas metálicas e tem vindo a desenvolver-se em termos de estrutura e desempenho.
Por exemplo, os primeiros punções de torre CNC não tinham software de programação automática e só podiam ser programados manualmente no sistema CNC.
No entanto, o atual punção de torre CNC está basicamente equipado com software de programação automática, e a sua eficiência de trabalho e capacidade de processamento de peças complexas foram muito melhoradas do que antes.
Em termos de propriedade, existem mais de 20000 conjuntos de Prensas CNC nos Estados Unidos e cerca de 20 000 aparelhos no Japão.
A China desenvolveu-se rapidamente nos últimos anos, com uma estimativa conservadora de cerca de 6000 conjuntos.
No que respeita à situação de desenvolvimento da indústria de chapas metálicasA Comissão Europeia, por seu lado, tem uma grande margem de desenvolvimento.
No entanto, o pessoal envolvido na indústria de chapas metálicas às vezes não sabe muito bem sobre o desempenho e a estrutura de várias prensas CNC, deixe-me apresentar brevemente todos os tipos de punções de torre CNC.
De acordo com o princípio de funcionamento da cabeça de ataque, o punção de torre CNC pode ser dividido em três categorias:
1. Punção de torre CNC de acionamento mecânico
Este é o tipo mais antigo de CNC máquina de perfuração de torre ferramenta, que ainda é produzida e utilizada por alguns fabricantes.
Os representantes típicos incluem a série C da Muratec, a série Aries da Amada, a série PEGA, a série COMA, etc.
Este tipo de punção de torre CNC acciona o volante para rodar através do motor principal, utiliza a inércia do volante para estampar e é controlado pela embraiagem.
Este tipo de máquina-ferramenta tem as vantagens de uma estrutura simples, baixo preço do produto e desempenho estável.
Mas as desvantagens deste tipo de máquinas-ferramentas também são óbvias.
Em primeiro lugar, o punção mecânico de torre CNC deve esperar que o volante gire uma vez antes de estampar.
O curso de estampagem é fixo, pelo que a velocidade de estampagem não pode ser melhorada.
Atualmente, a velocidade máxima é de apenas cerca de 180 vezes/minuto.
Esta é também a principal razão pela qual muitos fabricantes já não produzem este tipo de prensas de torre (a Amada deixou de produzir a Aries este ano, que já deixou de ser produzida no Japão).
Em segundo lugar, uma vez que o curso da cabeça de percussão não pode ser controlado, é difícil de controlar durante a formação e a estampagem.
Estas máquinas-ferramentas têm de ajustar o número de matrizes de perfuração para obter uma moldagem ideal, o que é difícil de ajustar.
Além disso, este tipo de máquina-ferramenta também tem as desvantagens de grande consumo de energia, grande ruído de estampagem e assim por diante.
2. Punção de torre CNC de acionamento hidráulico
Com o desenvolvimento da tecnologia, surgiu o punção hidráulico de torre CNC.
Este tipo de máquina-ferramenta tem sido amplamente utilizado devido às suas muitas vantagens.
Os representantes típicos deste tipo de máquinas-ferramentas incluem a série V da Muratec, a série Vipros da Amada, a série TC da TRUMPF, etc.
Este tipo de máquina-ferramenta é acionado por um cilindro hidráulico e controlado por uma servo-válvula electro-hidráulica.
Por conseguinte, a velocidade de estampagem foi melhorada aos trancos e barrancos. Até 1000 vezes/min.
Em segundo lugar, porque o curso do cilindro hidráulico pode ser controlado, o matriz de formação pode ser ajustado através do controlo do curso da cabeça de golpe, o que é conveniente de utilizar.
Durante o trabalho, o controlo da cabeça de perfuração para pressionar a matriz pode reduzir o ruído de estampagem.
Para além disso, através da comunicação com os fabricantes, podemos processar o processamento de matrizes, incluindo nervuras de laminagem, corte por laminagem, etc. (a prensa mecânica não o pode fazer).
Devido às vantagens acima referidas, o punção hidráulico de torre tem sido amplamente utilizado.
No entanto, existem ainda muitas deficiências neste tipo de máquinas-ferramentas.
Em primeiro lugar, este tipo de máquinas-ferramentas tem elevados requisitos ambientais.
Uma temperatura demasiado alta ou demasiado baixa afectará o funcionamento normal das máquinas-ferramentas.
Se a temperatura for demasiado baixa (< 5 ℃), é necessário um pré-aquecimento antes da operação.
Em segundo lugar, o consumo de energia é grande, que é o maior consumo de energia em todos os tipos de punções de torre CNC. Geralmente, é superior a 30KV.
Além disso, o óleo hidráulico deve ser substituído uma vez por ano, e a grande área de chão é a sua desvantagem.
3. Punção de torre CNC accionada por servo motor
Devido às deficiências dos dois tipos de torreta acima referidos prensas de punçãoEm março de 2007, os fabricantes desenvolveram a terceira geração de punções de torre CNC.
Este é o punção de torre CNC diretamente acionado por servo motor.
Os representantes típicos são o M2044ez e o M2048lt da empresa Muratec.
Devido à tecnologia de acionamento direto da cabeça de percussão por servo-motor, o consumo de energia pode ser muito reduzido, mantendo a estampagem a alta velocidade (até mais de 800 vezes/min).
Isto porque quando a máquina-ferramenta accionada pelo servomotor não perfura, o motor principal está num estado estático e não consome energia.
Em comparação com as máquinas-ferramentas hidráulicas, o consumo de energia do perfurador de torre com servomotor é cerca de um terço do mesmo.
Em segundo lugar, o punção de torre CNC acionado por servo motor, tal como o punção de torre CNC hidráulico, o curso de estampagem pode ser ajustado, pelo que é muito conveniente ajustar a matriz de formação.
A nervura de laminação e a matriz de corte de laminação podem ser processadas como o punção hidráulico, e o ruído de estampagem pode alcançar o efeito ideal.
O perfurador de torre com servo motor tem baixos requisitos ambientais.
Pode ser posto em funcionamento imediatamente na primavera, no verão, no outono e no inverno, sem pré-aquecimento.
Como não há necessidade de dispositivo hidráulico, não há problemas de substituição do óleo hidráulico e é muito amigo do ambiente.
Além disso, a máquina-ferramenta tem uma estrutura compacta e ocupa uma pequena área de chão.
V. Estrutura das prensas de revólver CNC
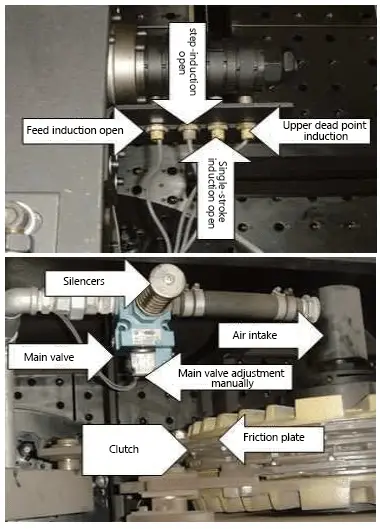
1. Secção de acionamento principal
Existem dois tipos principais de acionamento para as prensas de torre CNC.
Um é o acionamento principal mecânico
O outro é o acionamento principal hidráulico.
Princípio de acionamento principal mecânico (300 em ET-300 refere-se a uma força nominal de 300KN)
O motor principal acciona o volante do motor por meio de uma pequena polia, que por sua vez acciona a cambota por meio do engate ou separação da embraiagem/travão.
Roda e, em seguida, acciona o cursor para cima e para baixo através do mecanismo de biela de manivela, e impacta o molde selecionado na mesa giratória para perfuração ou outros processos de moldagem.
As embraiagens-freios utilizadas nas prensas mecânicas de acionamento principal apresentam-se sob duas formas principais: uma embraiagem de fricção pneumática e outra embraiagem hidráulica.
Princípio de funcionamento do acionamento principal hidráulico prensa de torre máquina (300 em VT-300 refere-se a uma força nominal de 300KN)
O princípio do acionamento principal hidráulico é que o óleo hidráulico fornecido pelo sistema hidráulico é introduzido no fluido pela ação de uma válvula de inversão electromagnética.
As cavidades superior e inferior do cilindro fazem com que a haste do pistão accione o aríete para cima e para baixo em movimento recíproco, impactando o molde para perfuração.
Nos últimos anos, com o rápido desenvolvimento da tecnologia hidráulica, cada vez mais prensas utilizam o acionamento principal hidráulico, devido às características de acionamento hidráulico prensas com pressão constante em toda a gama de curso, mais adequadas para algumas necessidades especiais do processo de processamento, tais como estiramento superficial, abertura de furos e outros processos de conformação.
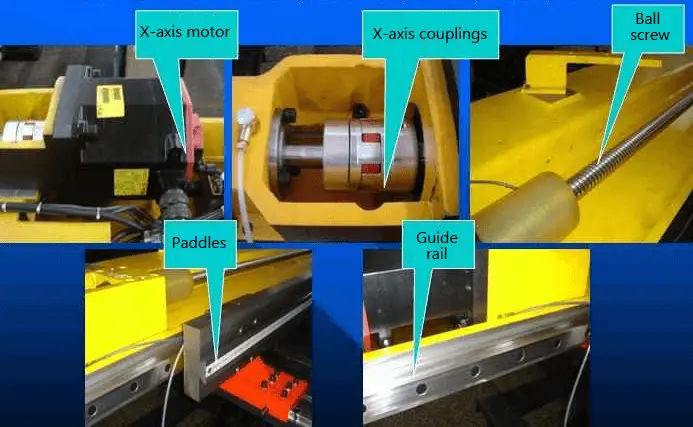
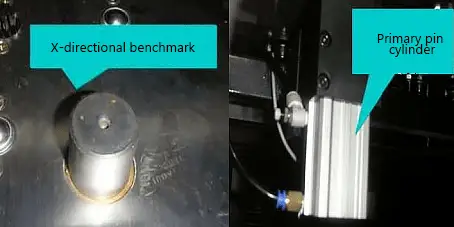
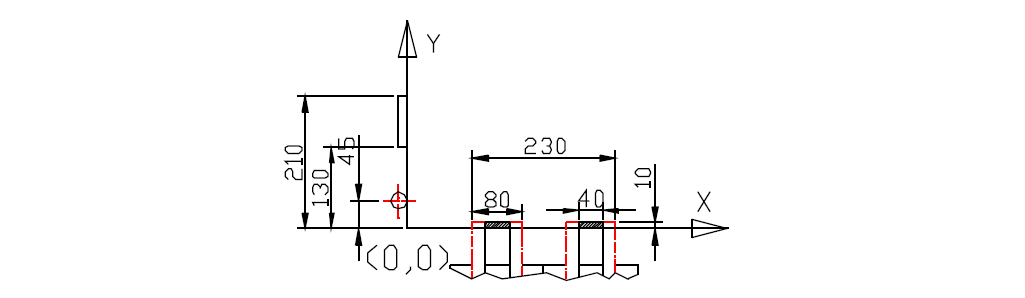
2. Eixo de movimento
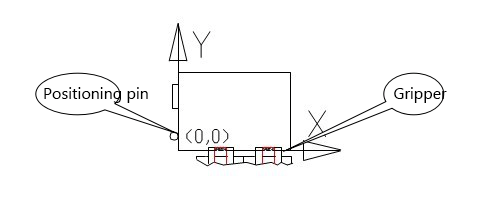
O punção de torre CNC tem quatro eixos de movimento: X, Y, T e C.
Os eixos X e Y são dois eixos lineares
A direção X é paralela à direção das duas maxilas e a direção Y é paralela à direção da cavilha ou coluna de localização. Ver a figura abaixo.
O fixação dos mordentes desloca a chapa de aço para a frente e para trás até ao ponto onde deve ser estampada.
O eixo T é o prensa de torre banco de ferramentas.
É utilizado principalmente para armazenar e recuperar matrizes e, quando o programa de seleção de ferramentas é executado, as matrizes correspondentes são transferidas para debaixo do punção.
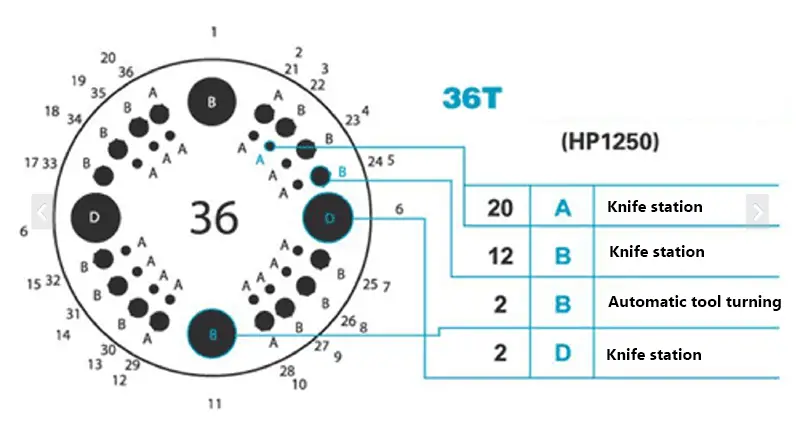
O número de matrizes da prensa de torre pode ser dividido em 20, 24, 32, 40, etc., consoante o modelo da máquina.
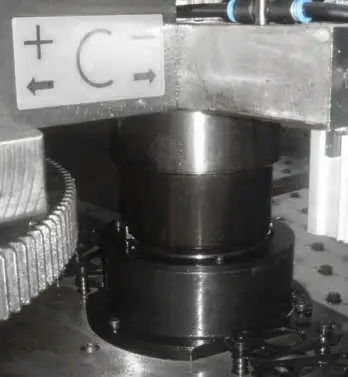
Controlo do eixo C para estações rotativas
Normalmente configurada em duas estações, a ferramenta pode ser utilizada numa gama mais vasta de aplicações, pode ser rodada livremente de 0-359,999 e pode processar mais formas complexas.
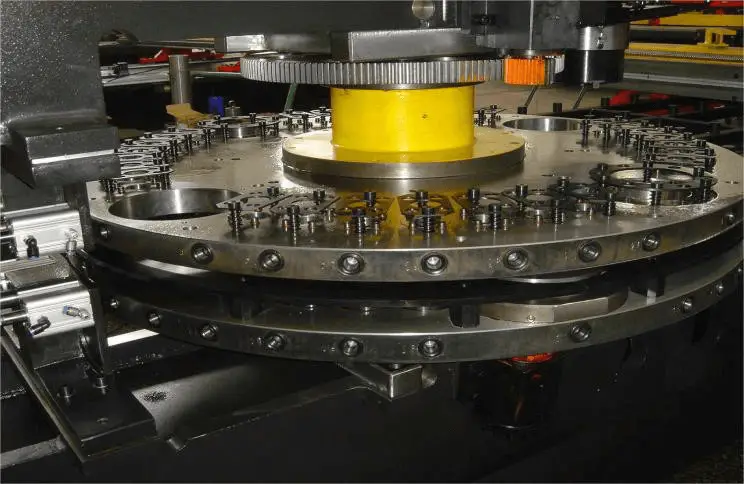
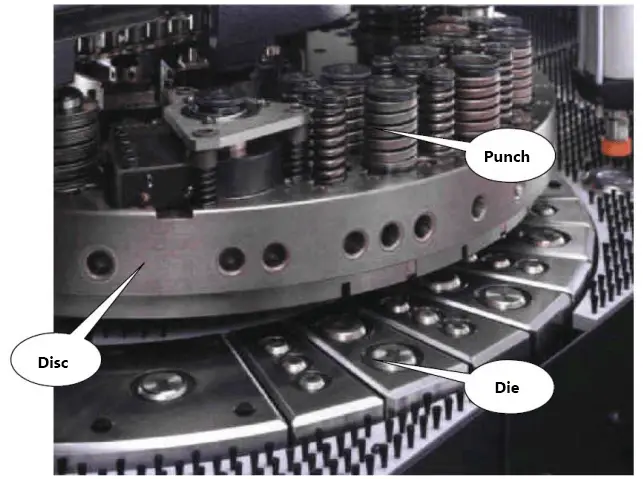
3. Tmesa de urna
A mesa giratória, também conhecida como cabeça rotativa, torreta, é uma prensa de torreta CNC utilizada para armazenar o molde, equivalente ao depósito de ferramentas no centro de maquinagem.
Existem duas mesas giratórias para as máquinas de perfuração de torre CNC, denominadas mesa giratória superior e mesa giratória inferior.
Atualmente, o número normal de estações de trabalho é de: 32.
A mesa giratória superior é utilizada para instalar a manga guia da matriz superior, a mola de suporte da matriz, o conjunto da matriz superior.
A mesa giratória inferior é utilizada para montar o matriz inferior suporte, prensa de matriz, matriz inferior, suporte central, etc.
1) Distribuição de matrizes na mesa giratória de um punção de torre CNC
A distribuição em fileira única, a distribuição em fileira dupla e a distribuição em fileira tripla são comuns.
Um número excessivo de linhas distribuídas pode facilmente causar distorção de força no punção.
De um modo geral, quando estão distribuídas três filas, o punção é muitas vezes do tipo móvel, ou seja, o punção precisa de puncionar uma fila de matrizes, e o punção é movido sobre a fila correspondente de matrizes por um dispositivo móvel.
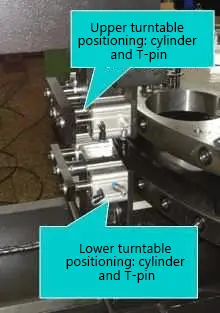
Para que o posicionamento da mesa giratória superior e inferior seja preciso, a circunferência externa ou a superfície final da mesa giratória superior e inferior estão equipadas com orifícios de posicionamento cónicos, quando transferidos para a posição correspondente da matriz, o pino do cone de posicionamento pode ser inserido para garantir um posicionamento preciso.
O eixo que acciona a mesa giratória é normalmente designado por eixo T.
O acionamento do eixo T é composto por um servomotor, uma caixa de velocidades, uma corrente dentada (correia dentada), um pino cónico de posicionamento, um cilindro de posicionamento (cilindro de posicionamento), uma mesa giratória superior e inferior.
Quando o sistema CNC assinala a necessidade de utilizar um determinado molde, o pino do cone de posicionamento é automaticamente puxado para fora, o servomotor roda e, após a desaceleração, faz rodar a mesa giratória, quando o molde é rodado diretamente por baixo do punção, pára a rotação, o pino do cone é inserido no orifício do cone correspondente, de modo a que a mesa giratória superior e inferior seja posicionada com precisão.
2) Critérios para determinar a concentricidade dos moldes superior e inferior a corrigir
Quando se instala um novo molde ou se instala um molde já retificado, primeiro certifique-se de que a folga do molde corresponde à placa.
Se a peça de trabalho for maquinada e as rebarbas de perfuração forem grandes após apenas algumas perfurações, retire o molde para observar o desgaste do molde.
A partir dos bordos, pode concluir-se que a concentricidade deve ser corrigida se os bordos forem parcialmente arredondados ou brancos como se tivesse caído gelo, especialmente na diagonal do bordo.
3) Correção da sincronização após um erro na parte superior e inferior gira-discos
Os pratos giratórios superior e inferior são accionados por um servomotor AC digital, que é acoplado à entrada da caixa de velocidades através de um acoplamento flexível, e a saída da caixa de velocidades é accionada para cima e para baixo no prato giratório através de uma corrente e de uma engrenagem.
A corrente ajustada deve ter uma queda de 6-13 mm.
Se as posições superior e inferior do prato giratório estiverem desalinhadas devido a clipes, etc., deve ser efectuado um ajuste síncrono de acordo com os passos seguintes.
Desapertar o prato giratório inferior ou superior
Rodar manualmente o prato giratório inferior T1 por baixo da cabeça de corte
Várias vezes dentro e fora
Afinar os selectores superior e inferior até que a mesa rotativa oscile minimamente depois de a cavilha estar colocada
No caso de um pino, basta apertar a mesa giratória inferior ou superior.
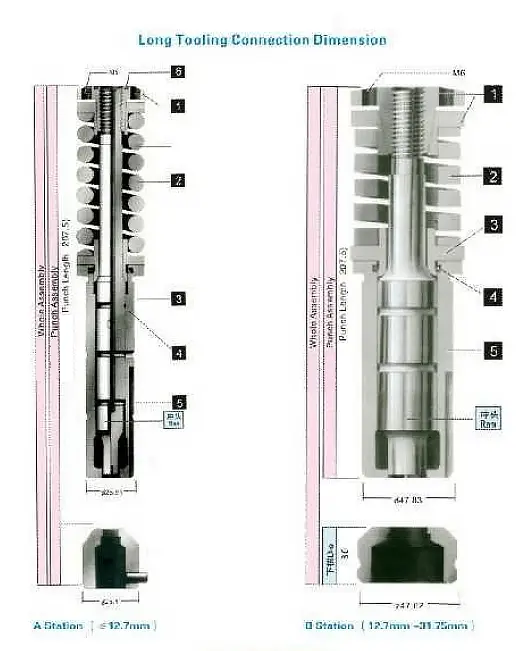
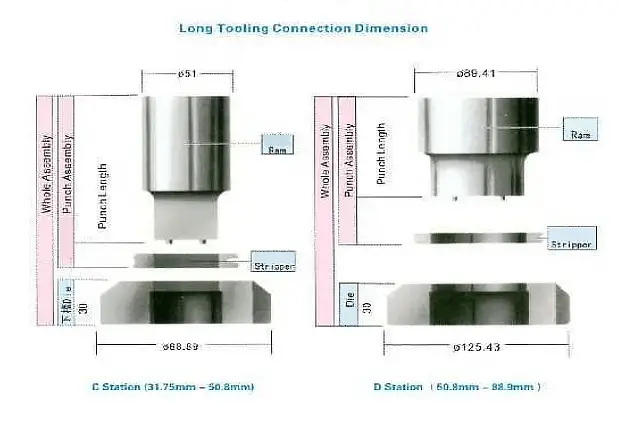
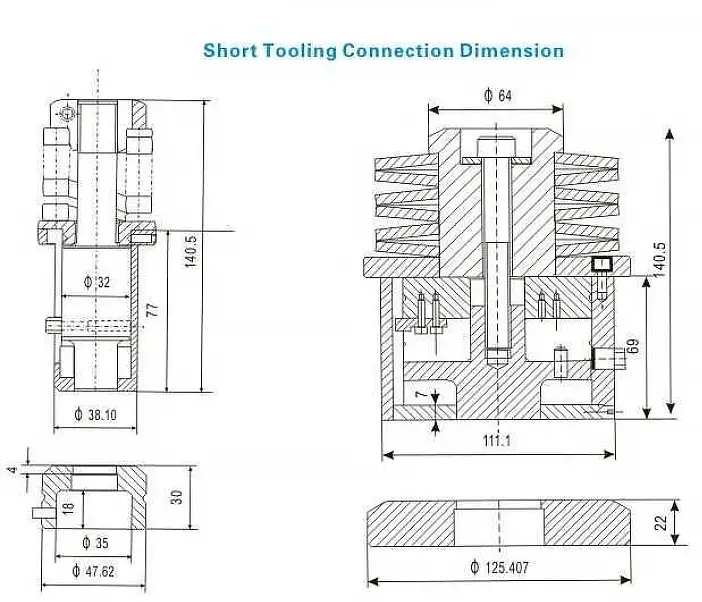
Os moldes são as principais ferramentas utilizadas para processar material em folha.
Atualmente, as matrizes da máquina de perfuração de torre CNC mais comuns têm dois tipos: matrizes de estrutura longa e matrizes de estrutura curta.
Geralmente determinado pelo material e pela espessura do material.
Estas duas estruturas do molde têm de ser instaladas na mola de suporte da mesa giratória superior, para que o molde possa ser reposto a tempo após a perfuração.
Na China, o material da matriz na máquina de perfuração CNC é geralmente Cr12MoV e LD.
Os cunhos e cortantes com material Cr12MoV são mais adequados para o carbono médio chapa de aço enquanto as matrizes com material LD são mais adequadas para o processamento difícil de chapas de aço inoxidável.
A vida útil dos moldes que utilizam estes dois materiais é geralmente de 200.000 a 300.000 vezes.
2) Precauções para a seleção de moldes
(I) Seleção de moldes normalizados
(1) O diâmetro da aresta de corte do molde deve ser, tanto quanto possível, superior a duas vezes a espessura da placa de processamento, o diâmetro deve ser geralmente superior a 3 mm, caso contrário, é fácil de partire a vida é muito curta.
No entanto, não é absoluto, recomenda-se a utilização de HSS importado como material de molde abaixo de 3 mm de diâmetro.
(2) Se a dimensão da matriz da placa estiver próxima da dimensão limite da estação de trabalho, utilizar uma estação de trabalho maior para garantir que a força de descarga é suficiente.
(3) Todos os cantos afiados devem ser substituídos por cantos arredondados, caso contrário, são susceptíveis de se desgastarem ou de se desmoronarem.
Em geral, recomenda-se a utilização de um raio de canto de R > 0,25t em vez de cantos transparentes, sempre que possível.
(4) Ao processar a placa para material de Cr elevado (como 1Cr13 e outro aço inoxidável) e placa laminada a quente, devido às características inerentes da placa não é adequado para a utilização de molde doméstico de Cr elevado, ou é muito fácil de usar, puxar e retirar material e uma série de desvantagens.
Recomenda-se a utilização de aço para ferramentas de alta velocidade importado como material de molde.
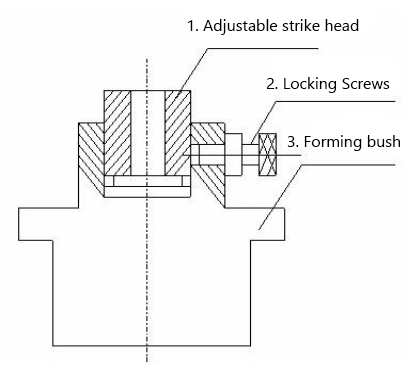
(II) Seleção dos moldes para a enformação.
(1) Diferentes Prensa CNC Os escorregas têm traços diferentes, por isso, preste atenção ao ajuste da altura de fecho do molde de formação.
Para garantir uma formação adequada, recomenda-se a utilização de uma cabeça de percussão ajustável.
Os ajustes devem ser efectuados com cuidado e cada ajuste não deve exceder 0,10 mm, caso contrário o molde será danificado ou mesmo a máquina.
(2) A conformação deve ser tão superficial quanto possível, de um modo geral, a altura total da conformação não é superior a 8 mm, a razão para esta altura é que demora muito tempo a descarregar o material.
O processo de moldagem deve ser utilizado a baixa velocidade, de preferência com um tempo de retardamento.
(3) Os postos de trabalho próximos da estação da ferramenta de conformação não estão disponíveis porque a altura da ferramenta de conformação é muito superior à de um molde normal.
É preferível colocar o processo de moldagem no final do programa e retirá-lo após o punção.
(4) Para moldes de enformação por estiramento, utilizar um conjunto de molas leves para evitar rasgar ou deformar desigualmente a folha e dificultar a descarga do material.
(5) Se as duas formas estiverem próximas (à frente, atrás, à esquerda e à direita), não se esqueça de nos explicar, caso contrário poderá haver interferências.
(6) O método de ajustamento do molde é apresentado na figura seguinte.
(7) Após a instalação do molde de moldagem, desapertar a peça 2, rodar a peça 1 no sentido dos ponteiros do relógio, rodar até ao ponto mais baixo e, em seguida, apertar a peça 2.
(8) Primeiro soco vazio, como nenhuma anormalidade, o material da folha no soco, medir a altura da moldagem, se a altura não é suficiente para afrouxar a peça 2, peça 1 rotação no sentido anti-horário (rotação de um círculo é geralmente 2mm, dependendo do tamanho da distância da rosca, por favor, ajuste adequadamente para evitar danos ao molde), e depois aperte a peça 2, ajuste constantemente, teste o soco, até atingir a altura necessária.
3) Montagem e manutenção de moldes
Afiação do molde
A afiação regular do molde pode não só melhorar a vida útil do molde, mas também melhorar a vida útil da máquina, pelo que é importante dominar o tempo de afiação correto e razoável.
A forma mais simples para o utilizador determinar se um cunho necessita de ser afiado é.
Após um certo número de perfurações, verifique se a qualidade da perfuração tem uma grande rebarba, depois verifique se a borda superior da matriz é arredondada (arredondada ≥ R0.1), se o brilho desaparece.
Se isto acontecer, significa que o punção ficou cego e, desta vez, precisa de ser afiado.
A vida útil do molde pode ser aumentada 3 vezes se for afiado na altura certa, mas uma afiação incorrecta pode aumentar rapidamente a destruição da aresta do molde e reduzir a sua vida útil.
O avanço de moagem não deve exceder 0,015 mm de cada vez que se afia, demasiada moagem irá causar sobreaquecimento e queima da superfície do molde, o que é equivalente ao recozimento e o molde tornar-se-á macio, o que reduzirá consideravelmente a vida útil do molde.
A superfície da mó deve ser limpa. Recomenda-se a utilização de uma mó de grão 46, de suavidade média.
A quantidade de afiação da matriz é uma certa quantidade, a quantidade normal é de 4 mm, se este valor for atingido, o punção será raspado, se continuar a ser utilizado, causará facilmente danos na matriz e na máquina.
A afiação final deve ser efectuada por pessoal com formação profissional.
Nota: Desmagnetizar a tempo após a afiação e ajustar a altura do molde como antes da afiação.
A vida útil do molde
Para o utilizador, o aumento da vida útil da ferramenta pode reduzir significativamente o custo de utilização.
Existem várias razões que afectam a vida útil de um molde.
Se o material do molde foi objeto de um tratamento especial.
A forma estrutural do molde.
Lacunas no molde inferior.
A precisão da posição dos moldes superior e inferior.
Ajustar a utilização racional da junta.
Se as placas estampadas estão bem lubrificadas.
Se a folha prensada é plana.
Tipo e espessura das chapas prensadas.
A neutralidade das estações superior e inferior de cada torre da máquina de estampar.
A chave-guia da torre da máquina está intacta.
O mais direto destes factores é que quanto mais espessa a chapa, mais duro o material e a utilização do processo de puncionamento por etapas, mais curta é a vida útil da ferramenta.
Além disso, limpe a área à volta do molde antes de o colocar no molde.
Após a limpeza, borrife um pouco de óleo na matriz e insira-a na matriz, e a matriz côncava também pode ser inserida na matriz.
Deve ser dada especial atenção à consistência da orientação dos moldes superior e inferior.
Verifique cuidadosamente se os moldes superior e inferior têm o mesmo tamanho antes da instalação e se os bordos estão na mesma direção.
Se for mal colocado, pode partir o molde e até danificar a máquina.
Após a instalação dos moldes, deixe a torre girar, enquanto observa a torre superior e inferior, especialmente o molde côncavo não tem altura irregular.
Se a altura for irregular, a causa deve ser cuidadosamente verificada.
Os moldes que não são normalmente utilizados devem ser regularmente protegidos contra a ferrugem e oleados.
Depois de utilizar o molde, limpe-o, coloque-o ordenadamente, envolva-o com uma película protetora, coloque-o na caixa do molde e coloque-o numa posição fixa para evitar que o molde sofra choques, rebarbas ou caia no pó, enferruje e afecte a utilização seguinte.
Menor folga da matriz
A folga da matriz inferior é determinada de acordo com a espessura da placa processada.
Por exemplo, a matriz inferior para placa de 2 mm não pode ser processada para placa de 3 mm, nem para placa de 1 mm, caso contrário aumentará o desgaste e até partirá a matriz.
Quando a mola da matriz está enviesada ou encurtada, deve ser substituída a tempo.
A quantidade de matriz durante a estampagem deve ser controlada entre 1 e 2 mm.
A altura de fecho do molde é ajustada de acordo com os requisitos do desenho.
O molde de formação também deve prestar atenção à direção do rasgo de chaveta
A punção de teste é realizada estritamente de acordo com os passos de ajuste acima mencionados, e com referência aos requisitos na ordem do molde do utilizador, tais como a altura do estiramento, se deve pré-perfurar buracos, etc., caso contrário, o molde será danificado ou não cumpre os requisitos do utilizador.
A diferença entre as matrizes convexas e côncavas é expressa como a diferença total.
Por exemplo, quando se utiliza um molde de came de 10 e um molde côncavo de 10,3, 10,3-10=0,3 (diâmetro do furo do molde côncavo - diâmetro do furo do molde de came = folga), a folga é de 0,3 mm.
Por folga, entendemos a folga total em ambos os lados, que é um dos factores mais importantes na perfuração.
Se a folga não for selecionada corretamente, encurtará a vida útil do molde, ou rebarbas, causando cisalhamento secundário, tornando a forma do corte irregular, a força de libertação aumenta, pelo que a seleção correcta do valor da folga é muito importante.
Para a maquinagem de aço macio, a folga deve ser de 20-25% da espessura do material.
Ao maquinar alumínio, a folga deve ser de 15-20% da espessura do material.
Ao maquinar aço inoxidável, a folga deve ser de 25-30% da espessura do material.
Por exemplo:
Para o aço macio com uma espessura de 1,2 mm, a folga é calculada da seguinte forma:
1.2mm×0.2=0.24mm, 1.2mm×0.25=0.3mm, pelo que a folga recomendada é de 0.24mm~0.3mm.
De acordo com o mercado atual das estatísticas de seleção do rácio de lacuna da fábrica de produção de máquinas-ferramentas de perfuração CNC, combinadas com a situação real da precisão das máquinas-ferramentas estatais, a minha empresa recomenda a seguinte "lacuna recomendada sob a matriz".
Para casos especiais, tem de ser concebido de acordo com os requisitos do utilizador.
Espessura da folha mm
Tipos de materiais
Aço macio
Alumínio
Aço inoxidável
0.8~1.6
0.2~0.3
0.2~0.3
0.2~0.35
1.6~2.3
0.3~0.4
0.3~0.4
0.4~0.5
2.3~3.2
0.4~0.6
0.4~0.5
0.5~0.7
3.2~4.5
0.6~0.9
0.5~0.7
0.7~1.2
4.5~6
0.9~1.2
0.7~0.9
Nota: A folga inferior recomendada é utilizada para garantir a vida útil da matriz e não é muito rigorosa.
Deve ser formulado com precisão, de acordo com a situação real e em conjugação com as necessidades do utilizador.
5) Pontos a ter em conta durante o processamento
Diâmetro máximo do furo e tonelagem do punção
Por exemplo:
Se a placa com uma espessura de 6mm, e diâmetro Ф88.9mm pode ser cortada ou não, não pode ser estimado pela imaginação.
É determinado pela capacidade de perfuração.
A pressão necessária para o puncionamento geral é determinada pela seguinte fórmula.
P=A × t × σc
Força de perfuração(kg)
A-Perímetro do orifício perfurado(mm)
Espessura da placa t(mm)
σc-Resistência ao cisalhamento do material(kg/mm)
Tal como a máquina de perfuração VT-300 para prensagem de chapa laminada a quente de 6 mm, o diâmetro máximo do furo de processamento é:
30×1000=3.14×D×6×42
D=Ф37.9(mm)
Portanto, se perfurar o furo na placa de 6mm pela máquina de perfuração cnc, o diâmetro máximo que pode ser obtido é Ф37,9mm.
Para além deste valor, devem ser utilizados outros métodos, como o método de perfuração em passo de matriz de pequeno círculo.
Lubrificação com óleo
A quantidade e o número de injecções de óleo dependem das condições do material a ser processado.
Para obter um material sem ferrugem e sem escamas, lubrifique o molde com óleo de máquina leve.
Material com ferrugem e escamas, a ferrugem fica entre o molde e o revestimento durante o processamento, tal como a escritura, e impede que a came se mova livremente.
Neste caso, se for oleado, a ferrugem manchará mais facilmente, por isso, ao perfurar este material, limpe o óleo, desmonte o molde de meio em meio mês, lave-o com gasolina e volte a montá-lo, para que possa ser processado de forma satisfatória.
Os moldes da máquina de perfuração CNC de alta velocidade devem ser rigorosamente mantidos, e a manga de descarga, a porta de injeção de óleo, o núcleo do molde e a superfície de contacto da manga de descarga e o molde côncavo são lubrificados com óleo leve numa base regular, de modo a prolongar a vida útil do molde.
Mas demasiado óleo lubrificante fica muitas vezes na superfície superior da extremidade da matriz, o golpe durante a perfuração e o corte é fácil de fazer a superfície superior da extremidade da matriz e os resíduos para produzir a adsorção de vácuo entre a formação de escória, ou seja: recuperação de resíduos.
Neste caso, a folha deve ser limpa de qualquer incrustação de gordura e o molde deve ser mantido limpo e não demasiado cheio de lubrificante para uma perfuração suave.
Transporte no soco na cabeça e no ressalto de sucata
O transporte no punção da cabeça e a adesão significam que, em condições normais, o núcleo superior da matriz e o material da folha não podem ser desligados a tempo ou completamente.
Os perigos do "carry-over" no soco na cabeça.
(1) Danifica ou parte o núcleo do coto.
(2) Pode danificar as pinças e danificar o produto em folha, e a folha enrolada pode mesmo atingir a cobertura.
(3) A resistência ao deslizamento da manga de guia do molde e do núcleo é grande.
(4) A força de descarga necessária é superior à força da mola.
(5) A velocidade de alimentação é demasiado rápida e a mola não é reactiva ou sensível.
(6) Psoríase de acumulação de material.
(7) Recuperação de resíduos.
(8) Outras razões, como a folga e a precisão do molde.
A solução
(1) De acordo com as amostras e outros dados de ensaio, as molas têm uma esperança de vida de 500 000 ciclos, por vezes até mais curta em condições adversas, altura em que as molas se fadigam e perdem a sua elasticidade adequada, as molas encurtam significativamente ou até se partem, e devem ser encomendadas atempadamente novas molas a um fornecedor de matrizes de confiança.
(2) A indutância deve ser controlada entre 1-2 mm; se for demasiado profunda, o curso de libertação do núcleo e a resistência aumentam, prolongando assim o tempo de reação da mola.
O núcleo não está completamente fora da folha de material antes da alimentação, pode danificar o molde, a placa ou a pinça, etc.
(3) Quando há demasiado pó e outras sujidades na superfície de deslizamento ou falta de óleo, a resistência ao deslizamento aumenta, contrariando parte da força da mola, o que pode causar um transporte de material.
Nesta altura, o molde deve ser desmontado, lubrificado e melhorar as condições de lubrificação.
(4) A força de empurrão é superior à força da mola refere-se principalmente à tonelagem de perfuração, existem várias possibilidades:
Uma delas é que a aresta de corte está muito embotada, exigindo tonelagem adicional, e a superfície de corte é áspera e as rebarbas aumentam, produzindo uma grande resistência. Isto deve ser afiado a tempo.
A segunda é que o espaço entre o molde e a placa não coincide, quando o espaço entre o molde e a placa é pequeno, isso fará com que o material segure o molde convexo.
Neste caso, deve escolher o molde inferior que corresponda à placa ou retificar o molde inferior para aumentar a folga.
Em terceiro lugar, quando o tamanho do molde está próximo do tamanho da estação limite e a folha é espessa, a força de descarga necessária é maior do que a força da mola.
Neste caso, é necessário subir uma estação ou utilizar uma mola resistente.
(5) Quando o Cr material da matriz e placas de estampagem com alto teor de Cr (como 1Cr13 e outros aços inoxidáveis), a temperatura aumentará e produzirá afinidade.
Equivalente a um par do mesmo pagamento por fricção, é muito fácil desgastar o gume ou produzir acumulação de bainhas.
Por conseguinte, ao perfurar aço inoxidável, recomenda-se a utilização de HSS importado em vez de material nacional com elevado teor de Cr, como o Cr12MoV, etc.
Além disso, quando se perfura o aço inoxidável com uma película, esta película é fina e resistente, e a placa está pouco ligada ao fenómeno de separação quando a perfuração e o corte são propensos a transportar material.
Neste caso, deve escolher-se um molde de aço rápido importado com arestas vivas, o segundo é colocar o lado com a película na parte inferior, de modo a que a película fique localizada perto da camada de corte para atingir o objetivo de ser completamente cortada.
No entanto, isto deve ser feito tendo em conta o impacto da rebarba sobre a peça.
(6) O ressalto dos resíduos é também uma das razões importantes para a transferência de materiais.
Após o ressalto do material residual, se metade do resíduo no molde inferior, causará o fenómeno de perfuração de material duplo, de modo que o molde de polarização grave e aumento de tonelagem, o que causa o material ou danos no molde.
(7) O último ponto é que a precisão do próprio molde e a precisão do alinhamento da posição da máquina também podem causar a transferência.
Quando isto acontece, deve recorrer a um fabricante profissional de moldes CNC para fabricar o molde e utilizar a barra de calibração para corrigir a posição do molde da máquina.
Ressalto de resíduos
O ressalto de resíduos refere-se ao fenómeno em que os resíduos de perfuração não são descarregados suavemente do orifício da matriz, mas saltam para a extremidade da matriz ou para a superfície da peça em bruto, sendo estes resíduos ejectados também conhecidos como escória de almofada.
Perigos da reativação de resíduos
(1) Quando a matriz continua a perfurar perto da escória, a manga de descarga atinge a escória na superfície da chapa, fazendo com que a peça seja rejeitada por falta de tamanho e qualidade da superfície.
(2) A escória cai na mesa giratória inferior, causando um perigo oculto de alimentação, e as placas podem ser riscadas ou mesmo esmagadas.
(3) Por vezes, o molde é danificado devido à produção contínua de escória e a sobreposição de escória excede o limite de resistência do molde, e a taxa de refugo devido à escória aumenta significativamente quando a produção de peças únicas ou pequenas quantidades é elevada.
(4) Quando metade da escória de assentamento é impactada na abertura inferior da matriz, isso causará um transporte de material.
Causas do ressalto de resíduos
(1) O motivo do molde em si
Razoabilidade da diferença
A nitidez da lâmina
Se o molde é adequado para o molde
Se a lubrificação é benéfica
(2) Causas do estado material
Se o estado da superfície do material é bom ou não
A direção da camada de aderência do material é propícia ao impacto
(3) Razões da programação
Seleção do molde
Sequência e direção da perfuração e do corte
Determinação da dimensão do impacto
Soluções para a recuperação de resíduos
(1) A menor folga da matriz fará com que os resíduos se deformem para cima, reduzindo a área de contacto com a superfície interna da matriz e reduzindo a resistência à fricção, o que fará com que os resíduos saltem para trás no estado de perfuração a alta velocidade.
Assim, no caso de um intervalo demasiado grande, temos de escolher o intervalo adequado e, por vezes, até considerar a utilização de um intervalo mais pequeno.
(2) Após um certo número de impactos de matriz afiada, as arestas da aresta de corte tornam-se brancas e arredondadas como a geada, que é o resultado do endurecimento e passivação do processo.
Neste estado, o processamento tornará cada vez mais evidente que o refugo será cada vez mais tolerante à borda da matriz, e é muito provável que seja retirado da matriz côncava com o retorno da matriz superior.
Neste caso, a aresta deve ser afiada imediatamente e desmagnetizada com um desmagnetizador após a afiação.
(3) Pregos de poliuretano para diâmetro ou largura do bordo superior da matriz igual ou superior a 9 mm
A largura é inferior a 8 mm e a aresta biselada de 2° é utilizada para peças de trabalho longas e grandes, o que pode evitar eficazmente que os resíduos se recuperem.
No entanto, a resina de poliuretano é uma peça de desgaste, pelo que os utilizadores devem verificá-la semanalmente e substituí-la a tempo durante a utilização.
O bisel deve ser mantido após a afiação e não deve ser afiado até ficar plano por falta de equipamento ou por receio de problemas.
(4) A quantidade de matriz de entrada deve ser controlada entre 1-2mm, demasiado rasa fará com que a sucata não seja completamente cortada.
Neste caso, está em causa a quantidade de afiação da matriz.
Se o molde for afiado mais de 4 mm, é necessário considerar a mudança do núcleo do molde, caso contrário o molde convexo terá cada vez menos penetração no molde côncavo.
Simultaneamente, a energia aplicada à chapa durante o impacto aumenta, o que provoca uma maior deformação da chapa, aumentando assim a probabilidade de ricochete.
(5) Se a profundidade do bordo inferior da matriz for demasiado elevada, os resíduos sobrepõem-se.
Quando o ar entre a sucata é comprimido, a sucata acima será ejectada da matriz inferior com o curso de retorno.
A profundidade padrão da matriz inferior deve ser a soma da indutância, da espessura do material e do volume de afiação.
(6) Quando os moldes superior e inferior ou os moldes superior e inferior são fortemente excêntricos, rebarbas excessivas num dos lados podem também fazer com que os resíduos sejam arrastados para fora do molde inferior com o movimento da folha.
(7) É inevitável que haja um pouco de óleo lubrificante ou antiferrugem no fundo do molde ou da folha superior, mas nunca tanto que se forme um fluido.
Quando sofre um impacto, é fácil provocar a adsorção por vácuo entre a superfície superior da matriz e os resíduos, formando um ressalto de resíduos.
Neste caso, limpe o óleo do molde ou da placa superior.
(8) A camada aderente da folha é também um fator importante na recuperação dos resíduos.
Tal como no caso do transporte de material, deve ser utilizado um molde com arestas vivas e a camada aderente deve ser colocada por baixo.
(9) Uma razão muito importante pela qual o punção CNC de alta velocidade está a ser cada vez mais utilizado são as suas características flexíveis de processamento de emendas e punções.
Dito isto, não seja frugal na escolha dos moldes quando estiver a programar.
Para as características de um determinado orifício, seleccione primeiro o molde que pode completar o orifício de uma só vez e, quando for necessário cortar, deve ser selecionado o menor desperdício de corte, o maior, mais próximo do tamanho do molde.
Se o refugo mínimo for demasiado pequeno, o refugo não é fácil de ser perfurado quando a abertura do molde é grande.
Mesmo que os resíduos sejam perfurados na matriz, se forem colocados em cima dos resíduos anteriores, é fácil saltarem para fora da matriz devido à vibração, à formação de saltos de resíduos, pelo que o molde deve ser cientificamente selecionado.
5. Peças de alimentação
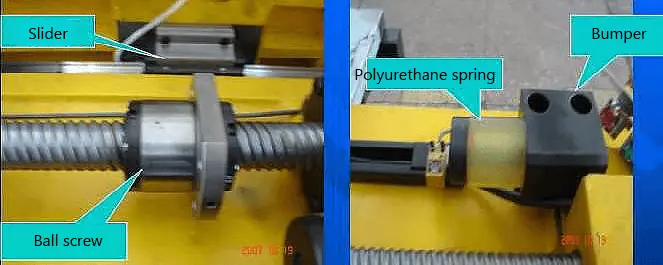
Os componentes de alimentação de uma prensa de torre CNC incluem normalmente a travessa, o acionamento do eixo Y, os mordentes, a mesa para suportar a chapa, etc.
1) A viga transversal é geralmente uma estrutura soldadaO suporte é fixado na sua superfície inferior, guiado por guias lineares de rolamento.
Para garantir um movimento suave e a alta velocidade do carro e da guia, a face final do carro está equipada com um dispositivo de proteção contra o pó e a máquina deve ser mantida num ambiente de trabalho limpo para evitar que o pó permaneça nas ranhuras da guia e do parafuso e provoque um desgaste acentuado.
O eixo Y é acionado por um servo motor AC, que está diretamente ligado ao fuso de esferas através de um acoplamento flexível sem folgas, que é pré-tensionado durante a montagem para garantir uma transmissão sem folgas.
Nota: A porca do parafuso foi ajustada antes de a máquina sair da fábrica e o utilizador não está autorizado a ajustar ou desmontar qualquer parte desta peça durante a utilização.
2) A placa de arrastamento é um elemento de ferro fundido recozido e é guiada por uma calha de guia fixada à barra transversal.
Tal como para as calhas do eixo Y, a regulação da pré-carga das porcas de parafuso é efectuada aquando da montagem de regulação da máquina na fábrica e não deve ser ajustada pelo utilizador durante a utilização.
As extremidades dos parafusos dos eixos X e Y estão equipadas com blocos de proteção de poliuretano para evitar danos no parafuso e noutras partes do parafuso devido a várias utilizações incorrectas.
O bocal de lubrificação na caixa de rolamentos é utilizado para lubrificar o rolamento do suporte do parafuso em intervalos regulares, com um ciclo de lubrificação de uma vez por semana.
Durante o trabalho, a pinça é instalada na direção do eixo X da placa de arrasto e, através da rotação do servomotor, o fuso de esferas é acionado pelo acoplamento, o que faz com que a placa de arrasto se mova para a frente e para trás ao longo da direção do eixo X na guia linear, atingindo assim o objetivo de alimentar o material.
3) Atualmente, o curso do eixo X é de 1250mm, 1500mm, 2000mm, 2500mm.
Se for reposicionado, o tamanho do processamento na direção X será maior.
O acionamento do eixo Y é basicamente o mesmo que o do eixo X, mas também é constituído por fusos de esferas, guias lineares e acoplamentos, servomotores.
Quando o acionamento do eixo Y está a funcionar, está ligado à travessa por um assento de junta, que acciona a travessa ao longo da direção Y.
Devido à profundidade limitada da garganta, os cursos comuns no eixo Y são 1250mm, 1500mm.
Para evitar danos no material transversal e na mesa devido ao impacto quando a máquina está fora de controlo devido a mau funcionamento do controlo ou manuseamento incorreto, são instalados dispositivos de amortecimento em ambas as extremidades dos cursos dos parafusos de direção X e Y
Uma pinça é um manipulador utilizado para segurar material em folha, normalmente acionado por ar comprimido ou óleo hidráulico. A pinça está geralmente ligada à placa de arrastamento na barra transversal através de uma ranhura em T ou de uma ranhura em cauda de andorinha.
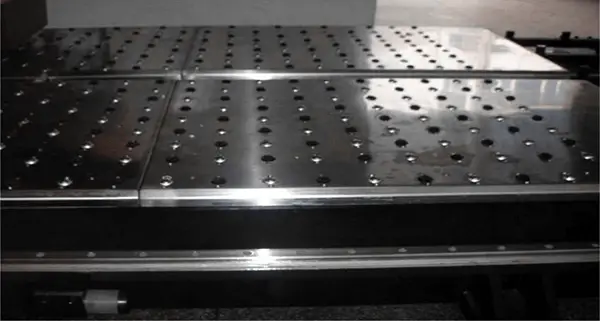
Existem normalmente dois tipos de estruturas de mesa para suportar materiais em folha: uma é uma mesa fixa e a outra é uma mesa móvel.
O mesa fixa significa que todas as mesas não estão em movimento durante o funcionamento.
A maior vantagem desta estrutura é que a inércia do avanço é pequena e pode ser accionada por um servomotor com baixo binário.
A mesa móvel refere-se à mesa de alimentação que se desloca com a folha durante o trabalho.
A vantagem de utilizar este tipo de mesa é o facto de ocupar pouco espaço, mas a inércia do movimento é grande e é necessário utilizar um servomotor com um binário elevado para o acionar.
Além disso, existem dois tipos de suportes de folha na mesa, um é uma bola de transferência universal (bola de aço) e o outro é uma escova dura.
Quando se utiliza a mesa de escovas duras, a capacidade de carga é inferior à da esfera de aço, a resistência ao movimento é elevada, mas o ruído é pequeno, não é fácil riscar a placa, é mais adequada para placas finas e utilização de mesa fixa, a espessura da placa é inferior a 3 mm.
Para ambos, é utilizada uma mistura de bola de aço e escova.
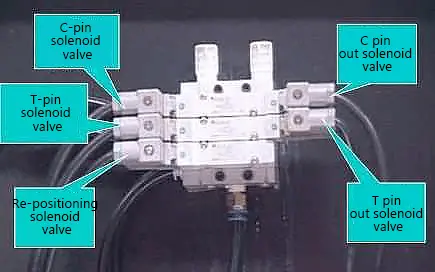
6. Sistema de vias aéreas
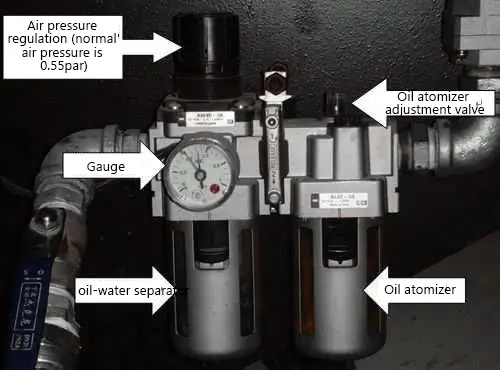
O sistema de vias respiratórias da máquina é composto por várias válvulas de controlo direcional e triplexes de fontes de ar.
A ligação de fornecimento de ar está localizada na parte frontal da máquina e a pressão de fornecimento de ar necessária é de 0,55 MPa ou superior, abaixo do limite inferior crítico de 0,4 MPa, o alarme deixará de funcionar.
As peças que utilizam ar são: mecanismo de ligação de matriz rotativa, pino de posicionamento rotativo, reposicionamento, grampos, bloco de posicionamento.
O relé de pressão determina se a pressão da fonte de ar atingiu o valor definido; caso contrário, o sistema CNC emite um alarme.
Antes de o ar comprimido entrar no atuador, o óleo é levado para o atuador pneumático através de um atomizador de óleo para fins de lubrificação.
A estabilidade da pressão do ar é um dos pré-requisitos para o trabalho da máquina, e uma pressão instável ou insuficiente pode causar vários problemas.
Geralmente, existe um regulador na entrada de ar, ajusta-se a pressão, retira-se o manípulo de ajuste, roda-se no sentido dos ponteiros do relógio até à pressão especificada, carrega-se no manípulo de ajuste.
Se a pressão for reduzida, a pressão de ar deve ser reposta a zero, o manípulo de regulação deve ser desativado e ajustado no sentido contrário ao dos ponteiros do relógio até que a rotação não se mova.
Ligar a fonte de ar, altura em que a indicação do manómetro deve ser 0.
Rodar o manípulo de regulação no sentido dos ponteiros do relógio até à pressão especificada e premir o manípulo de regulação.
Se, após um período de funcionamento da máquina, se verificar uma falta crónica de pressão de ar e os métodos acima referidos não forem eficazes, podem ser consideradas as duas opções seguintes:
Substituição ou reparação de compressores de ar
Aumentar o limite inferior do compressor de ar, ou baixar o valor crítico do alarme de ar, rodando um pequeno parafuso de aço na direção "-" na parte inferior do manómetro, neste momento pode ver a agulha verde seguir o movimento correspondente.
Até que a luz vermelha se apague e o alarme de pressão de ar seja eliminado.
Este método deve garantir que cada componente pneumático está em ordem.
Lubrificação das condutas de ar
A alimentação de óleo é regulável e é efectuada através dos vaporizadores de óleo.
Ao rodar o parafuso de ajuste no sentido contrário ao dos ponteiros do relógio, o fornecimento de óleo aos pulverizadores de óleo aumenta, e ao rodar o parafuso de ajuste no sentido dos ponteiros do relógio, o fornecimento de óleo aos pulverizadores de óleo diminui.
O tamanho do atomizador de óleo é proporcional ao caudal de gás de funcionamento real, o caudal de ar mínimo para iniciar a lubrificação automática do atomizador de óleo é de 10L/MIN.
(1) A velocidade pode ser ajustada através da válvula de estrangulamento unidirecional, e o ar comprimido da fonte de ar entra diretamente no cilindro quando este regressa à sua posição original.
(2) A cavilha de posicionamento do prato giratório está ligada à cavilha por dois cilindros através da placa de acoplamento, o cilindro é apoiado no assento fixo, a cavilha é controlada por duas válvulas solenóides de cinco vias, a velocidade é ajustada por uma válvula de estrangulamento unidirecional quando se posiciona.
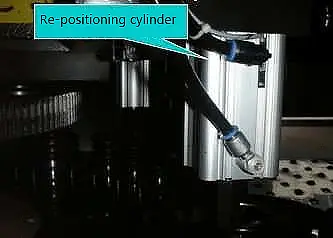
(3) O cilindro de reposicionamento é controlado por duas válvulas solenóides de cinco vias e o cilindro é fixado no suporte ligado à cama.
A função do reposicionamento é pressionar a placa de aço firmemente sobre a mesa quando a máquina é reposicionada e assegurar que a placa de aço é fixada quando a pinça se move automaticamente.
Quando o comprimento da placa na direção do eixo X excede o curso do eixo X, o excesso deve ser reposicionado para completar o punção.
Esta função amplia o alcance da máquina na direção do eixo X (o reposicionamento só pode ser feito no eixo X).
(4) O cilindro da pinça é controlado por uma válvula solenoide de três vias de duas posições e o fecho de três vias de duas posições é controlado por um pedal.
Na ausência de uma placa de aço nas maxilas, evitar o aperto em vazio para evitar danos na placa dentária.
Quando não é ventilada, a mola faz com que a haste do cilindro se retraia e as mandíbulas se abram pelo seu próprio peso.
A pinça é controlada por um interrutor de pé ou por um botão na placa de controlo.
A espessura máxima de aperto dos mordentes é de 6,35 mm.
A placa de deteção da zona de segurança na braçadeira destina-se a detetar a posição da braçadeira para proteger a braçadeira de entrar na zona de perigo durante o processo de trabalho, de modo a não se partir.
(5) Pino de posicionamento do eixo X
O bloco de posicionamento está diretamente ligado à haste do cilindro e a elevação do bloco de posicionamento pode ser controlada através do controlo manual do botão de operação na cobertura da barra transversal durante o carregamento.
O pino de origem está situado à esquerda da mesa de avanço e serve para determinar o ponto de referência do eixo X.
A distância teórica entre a superfície de posicionamento do pino de origem e o centro do punção é de 1250 (2500) mm.
Durante a alimentação, o cilindro levanta a cavilha (o mordente está aberto), a placa de aço aproxima-se da superfície de posicionamento do mordente e da superfície de posicionamento da cavilha, determinando assim a posição original da placa de aço na mesa.
Quando o grampo prende a placa de aço, a placa de aço está bem posicionada e, em seguida, o cilindro faz descer o pino de origem.
O pino de origem mantém-se na sua posição original (ou seja, largado) durante todo o trabalho.
Se, por qualquer razão, a cavilha de origem não cair ou não se levantar durante o funcionamento, nem o eixo X nem o eixo Y podem ser movidos e só podem ser reiniciados depois de a cavilha de origem ter caído.
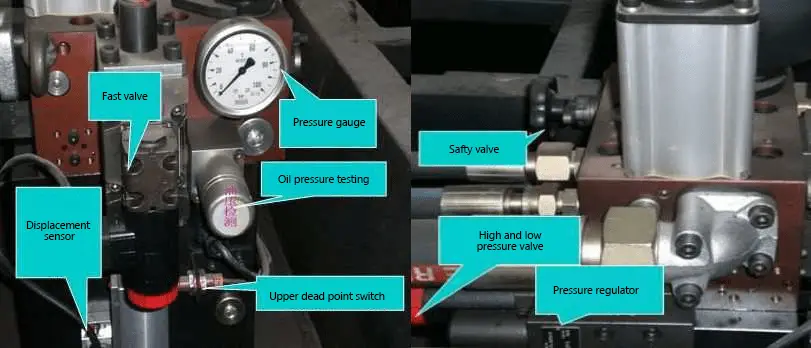
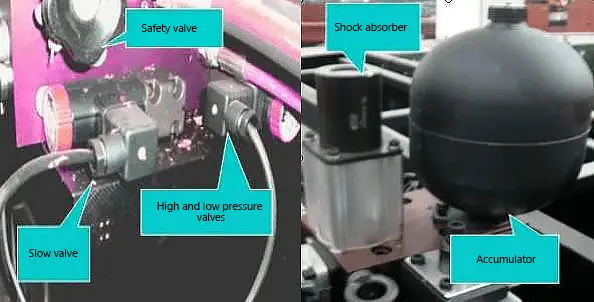
7. HSistema hidráulico(H+L)
O punção é utilizado principalmente para golpear a matriz, é a fonte de energia do punção e a sua própria energia é efectuada pela estação hidráulica.
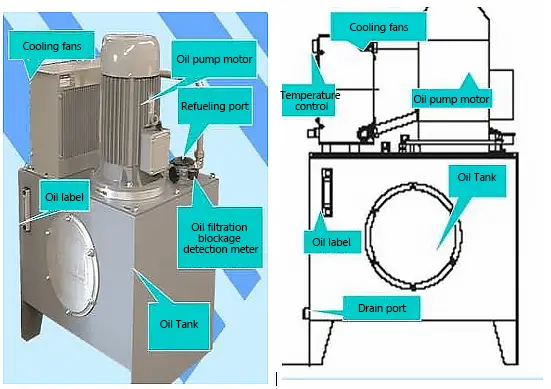
As estações hidráulicas estão normalmente equipadas com um motor principal, uma bomba de alta pressão e uma bomba de arrefecimento cada, com arrefecimento a ar.
Quando a temperatura do óleo excede os 40 graus, arranca automaticamente, fazendo com que a temperatura do óleo desça.
A função da estação hidráulica é fornecer uma fonte constante de pressão de óleo ao punção.
Número do modelo de fluido hidráulico recomendado: Óleo hidráulico anti-desgaste Mobil DTE-25 VG46:.
A quantidade de óleo utilizada foi:
Economia Harley (VT-300): 180 litros
Harley Premium (RT-300): 250 litros
A cabeça de perfuração pode selecionar automaticamente o curso de perfuração de acordo com a espessura da placa e realizar a função de pré-prensagem, o que pode reduzir o curso de perfuração e aumentar a velocidade de perfuração.
Imagens da cabeça de perfuração hidráulica
Imagens da estação hidráulica
8. Embraiagens mecânicas
A função de cada interrutor na secção do ponto morto superior e o seu método de regulação.
(1) Devido à pressão do ar, o ponto morto não está no lugar, de forma manual, ligar o motor, colocar o pino da mesa giratória, premir a tecla de ajuste do ponto morto F1, até o alarme desaparecer
(2) quando a implementação do programa, há um alarme, a máquina-ferramenta está em estado de manutenção, no caso de não pressionar o botão de reset, mudar diretamente para o modo manual, pressionar a tecla de ajuste do ponto morto F1, até que o alarme desapareça; e, em seguida, mudar para o modo automático, pressionar o início do ciclo, a máquina irá então interromper a implementação do programa.
(3) Se a máquina estiver num estado desligado, o punção não estiver no ponto morto, e apenas parado na posição de rotação, os modos superior e inferior não estão no mesmo ângulo, é impossível conseguir o ajuste do estado de arranque, é necessário ajustar manualmente.
O passo a seguir é, em primeiro lugar, confirmar se a pressão do ar é estável ou não e, em seguida, verificar se existe um botão na válvula principal da embraiagem que possa ser controlado manualmente.
Observe o sentido de rotação do excêntrico do ponto morto superior e certifique-se de que mantém premido o botão da válvula principal.
VI. Intervalo de processamento
Tomemos como exemplo o modelo HP1250, que tem uma gama de maquinação de 1250*2500 (mm).
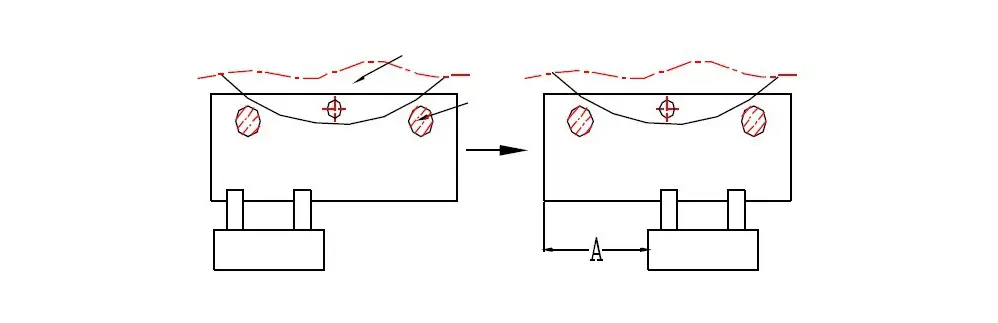
Se a direção X estiver para além deste intervalo, pode ser ajustada utilizando o comando automático da pinça G27, sob a forma de quantidade de movimento G27X.
O diagrama abaixo mostra a situação antes e depois da utilização do método de remoção automática dos mordentes.
A linha da secção transversal mostra duas placas cilíndricas que são utilizadas para manter o material no lugar quando as mandíbulas são soltas, de modo a que este não se mova.
Após o desbloqueio das maxilas, estas deslocam-se para o exterior, movendo-se no eixo X no sentido positivo de Amm, e depois deslocam-se para o interior para a posição correspondente, fixando, completando assim todo o movimento das maxilas.
A gama de trabalho antes e depois dos mordentes é alargada, como mostra a figura abaixo.
Se estiver na direção Y para além deste intervalo, pode haver perigo. Isto significa que os maxilares podem estar numa zona de perigo.
A situação na zona de perigo é mostrada no diagrama:
No primeiro caso, as maxilas estão situadas entre os moldes superior e inferior e o punção danifica as maxilas;
No segundo caso, embora as mandíbulas não sejam danificadas, o material será deformado porque está num plano diferente.
A solução consiste em mudar a posição dos mordentes, mudar a posição da ferramenta, mudar o tamanho do molde ou conceber um mordente de substituição.
VII. O posicionamento da peça de trabalho
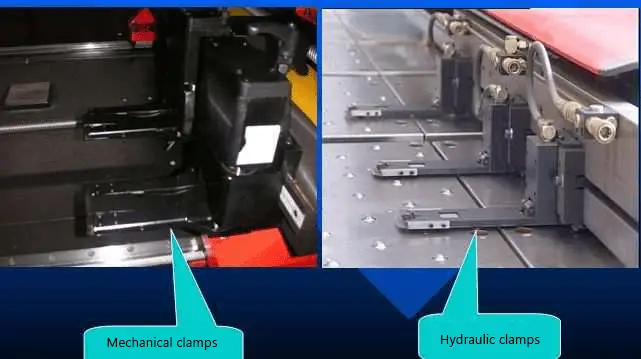
A peça de trabalho é posicionada no punção da torre CNC por meio das maxilas e dos pinos de localização na direção Y ou blocos de localização quadrados, que são colocados nas maxilas para determinar a posição na direção Y, e nos pinos de localização ou blocos de localização quadrados para determinar a posição na direção X.
Dados sobre os maxilares
As duas mandíbulas do punção de torre CNC podem ser ajustadas na direção X uma em relação à outra para acomodar diferentes tamanhos de placa, mas as duas mandíbulas não podem estar infinitamente próximas, existe uma distância mínima entre elas, ver figura abaixo. Se a peça de trabalho for mais pequena do que o mínimo, apenas pode ser considerada uma pega de mandíbula.
Tabela de valores para cada zona de perigo da pinça de faca e zona de interferência de moldagem
Quando as maxilas estão a segurar a peça em movimento, podem ser lavadas e danificadas, pelo que deve ser deixada uma distância segura entre a peça maquinada e a maxila.
Distância mínima do mordente na direção Y = raio da ferramenta superior + largura do mordente + zona de deformação
Tipo de faca
Diâmetro da matriz. mm
Diâmetro do punção. mm
A distância mínima do maxilar na direção Y mm
Tipo A
18
25.4
30
Tipo B
38
47.8
40
Tipo C
74
89
50
Tipo D
110
125.4
80
Tipo E
133
158
95
Nota:
1) A área de deformação do material é geralmente de 5 mm, o valor específico é determinado pela espessura do material e pela altura de formação, este valor é apenas para referência.
2) Retirar 10 mm da largura da mandíbula.
Zona de interferência do processamento da moldagem para cima = raio de moldagem para cima + zona de deformação
(Nota: Zona de deformação = raio ou largura do elemento de forma ascendente/2 + zona de deformação do material )
Tipo A
Tipo B
Tipo C
Tipo D
Tipo E
Área mínima de interferência de processamento
mm
12,7 + zona de deformação
24 + zona de deformação
35 + zona de deformação
55 + zona de deformação
67 + zona de deformação
Zona de interferência para moldagem descendente = raio da moldagem descendente + zona de deformação
(Nota: Zona de deformação = raio ou largura do elemento de contorno descendente/2 + zona de deformação do material )
Tipo A
Tipo B
Tipo C
Tipo D
Tipo E
Área mínima de interferência de processamento
mm
12,7 + zona de deformação
24 + zona de deformação
45 + zona de deformação
63 + zona de deformação
79 + zona de deformação
VIII. Estimativa do tempo de maquinagem para o punção de torre CNC
1. É altura de mudar a faca
Tempo de troca de ferramenta de aproximadamente 1,5 segundos para posições de ferramentas adjacentes.
Um intervalo de mudança de posição da ferramenta de aproximadamente 2,0 segundos.
Tempo de rotação de cerca de 2,5 segundos para a mudança de ferramenta.
Os tempos de mudança de faca acima referidos podem provavelmente ser todos uniformizados para 2,0 segundos.
Mesmo com uma peça de trabalho extremamente complexa com 30 facas, o tempo de troca não deve exceder 15 segundos.
2. Número de furos de perfuração
O número máximo de punções por segundo para uma faca de furo único é 8, com uma distância de furo de 4-5 mm, ou seja, 480 punções por minuto;
No entanto, de acordo com as condições da ferramenta e do equipamento, o número de punções por segundo é de 4, ou seja, 240 por minuto;
O número máximo de tempos de perfuração para facas de perfuração múltipla é de 2 por segundo, ou seja, 120 por minuto;
No entanto, dependendo do estado da ferramenta e do equipamento, a taxa de perfuração normal é de 60-70 por minuto;
3. Tempo de formação
O tempo de moldagem de uma faca de salada (incluindo pré-furos) é de cerca de 1,3 segundos;
O tempo de formação de um molde de letras é de cerca de 0,7 segundos;
O tempo de formação para um fardo normal é de cerca de 3 segundos; para um fardo mais alto é de cerca de 4 segundos;
Devido às condições especiais de moldagem, demora cerca de 5 segundos a concluir;
Bump aprox. 1 seg.
Perfurar durante cerca de 2 segundos.
Cerca de 2,5 segundos para a ponte intermédia.
Gravação em relevo cerca de 1 segundo.
Cortar a meio durante cerca de 2 segundos.
Formação especial em cerca de 1,5 segundos
Auto-roscante em cerca de 2 segundos.
O desvio é de cerca de 3 segundos.
Reforço durante cerca de 1 segundo.
IX. Métodos de tratamento comuns
A perfuração em torre CNC pode ser efectuada de várias formas, tais como perfuração de malhas, perfuração de segmentos, mordedura, corte de cantos, remoção automática de garras, etc.
Cada método de maquinagem tem uma instrução de programa NC específica.
A utilização das instruções correspondentes não só facilita os vários tipos de maquinação, como também torna menos propensos a erros.
Esta secção explica alguns destes métodos típicos de maquinagem NCT.
1) Porifício perfurado
Na prática, as TLC processam frequentemente um número alarmante de buracos de aquecimento.
A velocidade de processamento mais rápida é no modo G36 ao perfurar a malha.
Se mais de 25% da malha numa área unitária for perfurada, o material será deformado e o processo deve ser corretamente processado.
Normalmente, a NCT carimba primeiro toda a folha de material e, em seguida, calibra a peça de trabalho após a perfuração.
Se houver dimensões muito importantes que exijam exatidão, consideraremos o processamento secundário após o nivelamento.
Se o tamanho e a distância dos furos não forem os mesmos, negociaremos com o cliente, dentro da tolerância, para alterar o tamanho dos furos para o mesmo, de modo a podermos abrir a matriz para produção em massa (por exemplo, perfuração múltipla NCT).
2)Contínuo soco furo ( retangular )
No processamento de NCT, é comum fazer um grande furo retangular.
A perfuração destes furos pode ser feita num pequeno molde retangular com perfuração contínua.
3) Mordiscar
Na ausência de uma máquina de corte a laser, por vezes, um anel maior ou um círculo reto é maquinado por corte.
4) Guarnição
5)Transformação de buracos de salada
Devido à forma extrudida do orifício de salada, o material é deformado após a estampagem.
Gama de enchimento de orifícios para saladas
Tratamento com massa de enchimento na posição central a menos de 10 mm do bordo.
Se o bordo for superior a 15 mm, não é utilizado qualquer enchimento.
Se a distância do bordo for de 10-15 mm, o buraco da salada deve ser determinado de acordo com o estado real do buraco da salada para determinar se deve ou não ser reabastecido.
Se a distância entre dois orifícios para salada for superior a 5 mm, os dois orifícios para salada não se afectarão mutuamente e, se a distância for inferior a 5 mm, os orifícios para salada devem ser perfurados uma vez para reduzir a deformação.
Método de enchimento de buracos de salada
O objetivo é aumentar a velocidade de processamento e garantir a qualidade (reduzir o número de juntas).
Um único orifício de enchimento para salada com um diâmetro grande como base de ambos os lados do desvio de 5 mm, este é o lado comprido (assumindo que o comprimento é A), depois o outro lado para A/2+1 selecionar SQA+1 punção de faca quadrada.
Os dois ou mais orifícios de salada são preenchidos em conjunto com uma largura de 10 mm e um comprimento que depende da situação real.
Tamanho de seleção de pré-furo para furos de salada
Em geral, aplicam-se os seguintes princípios:
90°SaladaΦpre=Φformando furo inferior+0.2&0.3
100°SaladaPre=Φformando furo inferior+0,3&0,5
120°SaladaPre=Φformando o furo inferior+0,5&0,6
140°SaladaΦ pre=Φ formando furo +0,7&0,8
A profundidade de formação do furo de perfuração NCT não é geralmente superior a 85% (T<2,5mm).
6)Tratamento da linha de cravação
Profundidade de engaste NCT de 0,4T.
Quando se utiliza uma ferramenta de cravar 15*0,5, é necessário substituir menos de 20 mm do bordo.
Quando se utilizam ferramentas de cravar 15*0,2, a menos de 15 mm da extremidade deve ser substituída.
O método de enchimento é semelhante ao método de enchimento do buraco da salada.
A linha é premida com uma linha específica ou com toda a linha dobrada.
Se um lado do linha de dobragem é pressionado, o outro lado não é pressionado, é fácil de dobrar, o tamanho de um grande, um pequeno.
7) Dou seja, cortador
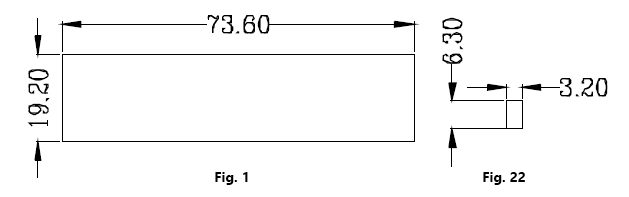
Inverter Dou seja Ctotal:
A Figura 1 mostra o tamanho do entalhe do cortador de molde invertido e a Figura 2 mostra o tamanho do molde de uma palavra.
Pode ver-se que a máquina de corte e vinco invertida pode conter até 3 filas e até 23 matrizes por fila.
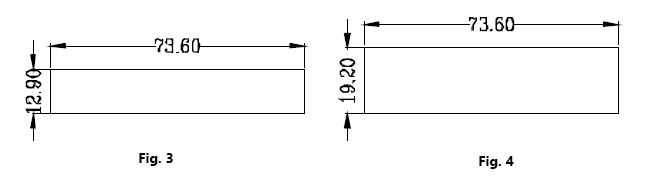
Cortador de molde frontal:
Existem dois tipos de entalhes para o cortador frontal, como se mostra na Figura 3 e na Figura 4.
A direção do comprimento é a mesma, mas a direção da largura é diferente da largura de uma matriz.
Por conseguinte, durante a operação, o tratamento correspondente pode ser efectuado de acordo com a situação real.
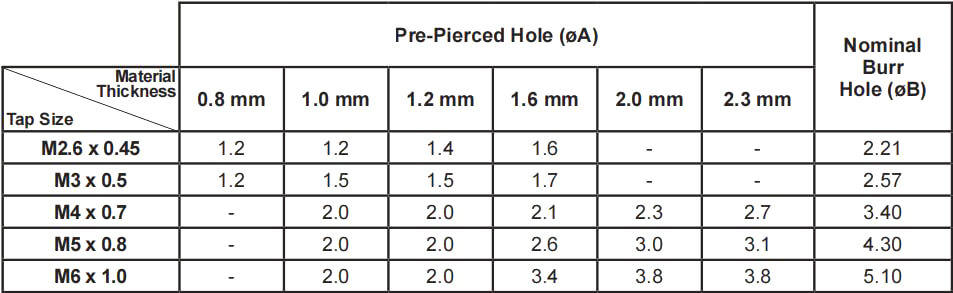
8) Perforar
São necessárias facas especializadas para perfuração buracos.
A abertura mais frequentemente utilizada é a abertura utilizada para a extração de botões M3 (abertura ID 2.60.
A distância mínima a partir do bordo da perfuração NCT é de 3T e a distância mínima entre duas perfurações é de 6T.
A distância mínima de segurança a partir do bordo de dobragem (interior) é de 3T + R; se for pequena, a linha deve ser pressionada. (T indica a espessura do material)
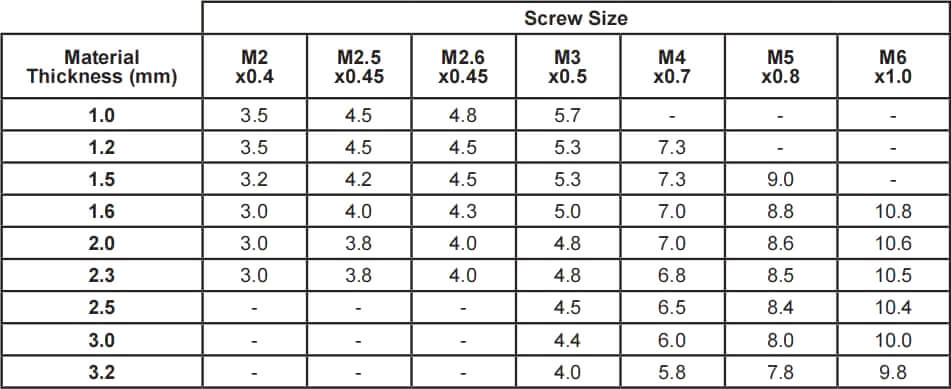
9) Tap o furo inferior
Uma vez que a rosca direta pode provocar a formação de rebarbas, pode ser feito um pequeno orifício de salada no lado oposto ao orifício de rosca para evitar este fenómeno.
O orifício da salada também pode ser utilizado como guia para a roscagem.
Os orifícios para salada têm geralmente 0,3 mm de profundidade e um ângulo de 90 graus.
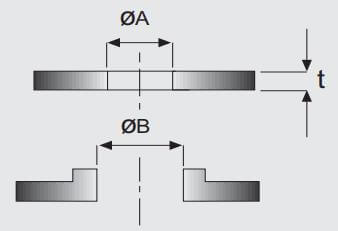
10)Desenhar ou perfurar convexo
Existem duas formas de a NCT processar o convexo.
Desenvolvimento de ferramenta de perfuração convexa
Com uma ferramenta normal, pode utilizar o comando M para desenhar ou perfurar um convexo, mas apenas na direção descendente. Como mostra a figura abaixo:
O molde superior da RO13 e o molde inferior da RO19 podem ser utilizados para perfurar os ressaltos. Do mesmo modo, é possível perfurar meias tesouras e ressaltos.
Dois pontos a ter em conta neste método: em primeiro lugar, é necessário dispor de uma matriz superior e de uma matriz inferior e, em segundo lugar, a profundidade de formação não deve exceder a espessura do material.
11) Enrolamento de contas
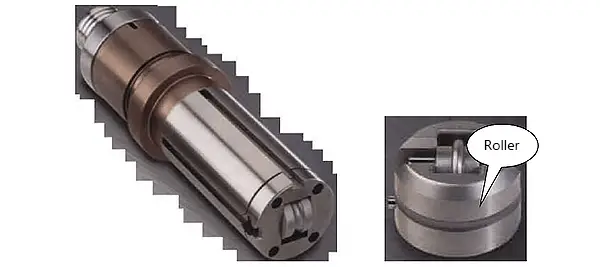
※Princípio de funcionamento de uma ferramenta de corte de rolos
Quando se utiliza uma ferramenta de corte de rolos WILSON para processar a peça de trabalho, como o reforço, essencialmente, as matrizes superior e inferior da ferramenta de corte de rolos são utilizadas para pressionar a peça de trabalho em conjunto e, em seguida, a pinça fixa a peça de trabalho de acordo com a forma do movimento do elemento de processamento, de modo a completar o processo de processamento desses elementos.
※ Estrutura da ferramenta de corte de rolos
A estrutura do coto inferior:
A matriz inferior do rolo ferramentas de corte consiste no assento da matriz inferior e no grupo de rodas de rolos (para as ferramentas de corte de rolos da matriz inferior do processamento de rolos também inclui a roda de controlo).
A roda de rolos inclui um rolamento, pode rodar livremente.
Agora, apenas para reforçar o cortador de rolos de nervuras como exemplo de introdução da matriz inferior do rolo da ferramenta de corte.
O assento da matriz desempenha o papel de suporte da roda de rolos.
Estrutura superior da matriz:
O cortador de rolos é composto por duas partes que incluem o assento da matriz e o grupo de rodas de rolos.
Agora, apenas para reforçar o cortador de rolos de tendões como um exemplo para introduzir a matriz superior da ferramenta de corte de rolos, como mostra a figura seguinte:
X. Processo de perfuração de torre CNC
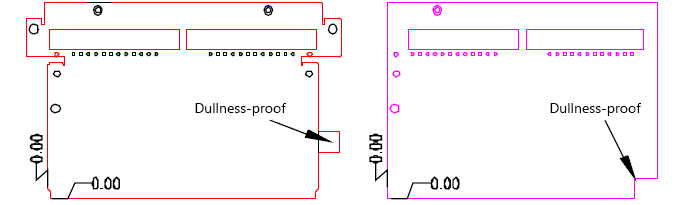
Dtratamento anti-envelhecimento
No caso de peças simétricas ou assimétricas difíceis de distinguir entre a esquerda e a direita, são necessárias medidas anti-estilhaçamento para evitar que a peça seja invertida durante a maquinação secundária no NCT.
São habitualmente utilizadas as seguintes categorias.
1)Superação através da utilização da indução fotoeléctrica instalada pela própria NCT.
2) Utilizar a forma de adicionar material:
Ou seja, no lado oposto de Y, de acordo com a situação real, adicionar um pequeno pedaço de material, o tamanho é ligeiramente mais pequeno do que o cortador utilizado para cortar este pedaço de material (geralmente SQ10-15), a sua posição é aproximadamente em frente do pino ou bloco de posicionamento, e depois cortar com uma faca quadrada.
Como mostra a imagem à esquerda abaixo:
Se, depois de a peça de trabalho ter sido descarregada do NCT, for necessário outro processamento secundário para produzir a forma, então pode ser utilizado um método de ângulo anti-retrocesso.
Como mostrado acima, à direita, o tamanho do canto lento é normalmente 10X10 para permitir uma única perfuração com o cortador quadrado SQ10.
Tratamento em que a distância entre o furo e o bordo é inferior à espessura do material
A perfuração de um orifício quadrado faz com que a aresta seja virada para cima, quanto maior for o orifício mais óbvia é a viragem da aresta, neste caso o corte secundário LASER é frequentemente considerado (o cliente também pode ser consultado sobre se esta distorção é aceitável).
Nota: A distância entre o furo, o furo e a extremidade do punção NCT não deve ser demasiado pequena, a sua tolerância é a seguinte:
Material
Fazer um furo redondo
Fazer um furo quadrado
Aço duro (H-Copper)
0.5t
0.4t
Aço macio, latão (S-Copper)
0.35t
0.3t
Alumínio (AL)
0.3t
0.28t
Tamanho mínimo de perfuração para a máquina de perfuração de torre CNC
Material
Fazer um furo redondo
Fazer um furo quadrado
Aço duro (H-Copper)
1.3T
1.0T
Aço macio, latão (S-Copper)
1.0T
0.7T
Alumínio (AL)
0.8T
0.6T
As aberturas superior e inferior da matriz de diferentes materiais por estampagem NCT:
Espessura(t)
Folgas superiores e inferiores da matriz de diferentes materiais
A partir da tabela acima, podemos ver que quanto mais espesso for o material, maior será o intervalo entre o molde superior e inferior utilizado.
O atual centro de amostras utilizado na abertura do molde, para além de um pequeno número de facas de corte, tem 0,3 mm, o resto tem basicamente 0,2 mm
Por conseguinte, se encontrar materiais com mais de 2,0 mm que necessitem de ser processados com NCT, deve considerar a possibilidade de retrabalhar o molde.
As propriedades do material que afectam o processamento de NCT são a plasticidade e a dureza do material.
Em geral, a dureza e a plasticidade moderadas são benéficas para o processo de perfuração.
Uma dureza demasiado elevada aumentará a força de perfuraçãoo que terá um efeito negativo na cabeça de perfuração e na precisão;
Uma dureza demasiado baixa pode causar deformações graves durante o puncionamento, o que limita a precisão.
O oposto da dureza é a plasticidade do material. Elevada dureza significa baixa plasticidade e baixa dureza significa elevada plasticidade.
A elevada plasticidade é boa para a formação, mas não é adequada para a invasão, perfuração contínua, perfuração e corte.
A baixa plasticidade melhora a precisão da maquinagem, mas a força de perfuração aumentará, mas desde que não seja demasiado baixa, o efeito não é demasiado grande.
A tenacidade desempenha um papel importante no ressalto durante o processamento.
A tenacidade adequada é benéfica para a perfuração, podendo inibir o grau de deformação durante a perfuração;
Demasiada dureza pode causar um ressalto grave após o soco, o que, por sua vez, afecta a precisão.
Limitações do tratamento das TNC
A estampagem NCT é o movimento da peça de trabalho para a frente e para trás na torre da ferramenta, pelo que, em geral, não pode haver saliências no verso da peça de trabalho, exceto pequenas saliências de tamanho insignificante e baixa altura.
No caso de saliências de semi-cisalhamento, as saliências são facilmente deformadas ou deslocadas quando o material é movido. Em alternativa, pode ser movido para a escova após um curso de formação descendente para permitir a realização de outros processos.
O NCT tem um passo de cerca de 1 mm quando perfura o reforço, pelo que a velocidade de perfuração do reforço é muito lenta e este método não é adequado para a produção em massa.
O processo NCT tem uma largura mínima de ranhura de 1,2 mm.
A ferramenta utilizada para a perfuração NCT deve ser mais espessa do que o material. Por exemplo, as ferramentas RO1.5 não podem perfurar material de 1,6 mm.
Os materiais com menos de 0,6 mm não são geralmente processados pela NCT.
Materiais em aço inoxidável não são geralmente processados por NCT. (É claro que o material de 0,6~1,5 mm pode ser processado por NCT, mas para um desgaste elevado da ferramenta, a probabilidade de sucata é muito maior do que noutros materiais GI).
Note-se que a máquina só tem três posições de ferramentas rotativas D.
Devido à suavidade do alumínio, se as folgas entre as matrizes superior e inferior forem ligeiramente grandes, é fácil produzir rebarbas, especialmente quando se perfuram os orifícios da malha, o que pode ser claramente visto. (Solução: reduzir o espaço entre a matriz superior e inferior).
Após os ensaios de campo, a altura do ressalto de meio cisalhamento do punção NCT não excede 0,6T, se for superior a 0,6T é muito fácil cair.
Quando a forma ou o furo do punção da ferramenta NCT requer arredondamento, o raio de canto da forma e do furo R≧0,5T.
Para o processamento de pequenas peças em grandes quantidades (até ao limite de processamento SQ80, RO113 para os trabalhadores pendulares E), considerar a descarga direta NCT, e fazer NCT matriz de corte.
Cortes LASER mais rápido em linha reta do que o NCT
O LASER pode cortar curvas irregulares
O LASER é mais lento do que a perfuração NCT, com as velocidades de corte de voo mais rápidas do LASER de cerca de 100 ppm em comparação com mais de 400 ppm para o NCT.
A superfície de corte do LASER é lisa e fina, o punção do NCT deixará um contacto (o passo da ferramenta sem contacto do NCT é mais pequeno, a ferramenta tipo D tem apenas 25 mm de comprimento).
A prensa NCT só precisa de converter a peça de trabalho para NCTCAM e introduzir o código de programa convertido na prensa NCT, que pode ser utilizada para perfurar e cortar com a matriz comum existente. Velocidade de corte rápida, elevada eficiência, adequada para produção em massa para cortar a forma regular do orifício interior na peça de trabalho e para processar outras superfícies de formação
O LASER é adequado para cortar formas, o NCT é adequado para perfurar, se não houver uma ferramenta NCT pronta a usar, então a ferramenta NCT é fabricada de acordo com a situação atual.
XI. Funcionamento seguro e precauções
Os perfuradores devem aprender, dominar a estrutura e o desempenho do equipamento, familiarizar-se com os procedimentos operacionais e obter uma licença de operação antes de poderem operar de forma independente.
As prensas CNC devem ser operadas e mantidas por uma pessoa dedicada.
O operador deve estar familiarizado com a construção e o desempenho da máquina.
O equipamento deve ser utilizado de acordo com o manual de instruções e os procedimentos de funcionamento, sendo estritamente proibida a utilização do equipamento para além das especificações.
Os não-operadores não devem pôr a máquina em funcionamento nem operá-la sem autorização.
Utilizar corretamente os dispositivos de proteção e controlo de segurança do equipamento, não devendo ser desmontados arbitrariamente.
Verifique se o acionamento, a ligação, a lubrificação e outras partes da máquina-ferramenta e os dispositivos de proteção e segurança estão normais, o parafuso do molde deve ser sólido e não se mover.
A máquina deve ser utilizada durante 2-3 minutos de rotação do ar antes do trabalho, verificar a flexibilidade dos dispositivos de controlo, como o travão de pé, confirmar o normal antes da utilização, não deve funcionar com problemas.
Antes de conduzir, preste atenção à lubrificação, retire todos os objectos flutuantes da cama.
Quando o punção é efectuado ou quando o punção está em funcionamento, o operador deve manter-se de pé, manter as mãos e a cabeça a uma certa distância do punção, prestar sempre atenção ao movimento da cabeça de punção e proibir estritamente a conversa fútil com outras pessoas.
Quando se procede à estampagem ou se trabalha com peças pequenas, devem ser utilizadas ferramentas especiais e não é permitida a alimentação manual direta ou a recolha.
A área em redor da máquina deve ser mantida limpa, as estradas devem estar desimpedidas e deve ser proibido o empilhamento de produtos e outros artigos em áreas perigosas.
A estampagem de sobrecarga é estritamente proibida, a máquina-ferramenta aprovou a espessura da placa de estampagem: material de ferro l.0mm-4.0mm inoxidável material de aço l.0mm-3.0mm, os operadores de processamento devem aplicar rigorosamente esta norma, proibir a sobreposição de perfuração e corte, para evitar sobrecarregar o trabalho da máquina-ferramenta.
Verifique o valor da pressão barométrica antes do trabalho e não conduza se o valor de pressão especificado (0,45-0,55 KP) não for atingido.
Abrir a válvula de descarga do separador de óleo e água antes de ligar a máquina para descarregar o óleo e a água acumulados, e substituir periodicamente o material do filtro do separador de óleo e água de acordo com as circunstâncias. Verificar a quantidade de óleo no atomizador de óleo e manter sempre um armazenamento adequado de óleo.
O molde deve estar apertado e firme, os moldes superior e inferior devem estar correctos, a posição deve estar correcta, a máquina deve ser movida à mão para perfuração de teste (carro vazio) para garantir que o molde está em boas condições de funcionamento.
A oficina tem uma pessoa dedicada para programar e verificar se cada botão do interrutor de controlo está na posição correcta antes de introduzir o programa.
Soco único, não é permitido colocar as mãos e os pés na mão, portão do pé, deve dar um soco uma vez para se mover (pedal) para evitar acidentes.
Quando as partes longas do corpo são perfuradas ou incorretamente fabricadas, devem ser previstos suportes de segurança ou outras medidas de segurança para impedir a escavação.
Não toque no teclado quando o computador da consola for iniciado, pois isso pode inutilizar o programa se houver perda de dados.
Quando mais de duas pessoas estiverem a trabalhar em conjunto, a pessoa responsável por carregar (pedalar) o portão deve prestar atenção ao movimento do alimentador e é estritamente proibido carregar (pedalar) o portão enquanto retira as peças.
Quando se trabalha com peças de grandes dimensões, as zonas perigosas situadas num raio de 2 metros do perímetro da máquina devem ser assinaladas e os não operadores devem ser proibidos de entrar nas zonas perigosas.
Não devem ser colocados quaisquer detritos na superfície de trabalho e todos os produtos de seda e arame devem ser proibidos de se aproximarem dos componentes de acionamento, tais como parafusos, carris, engrenagens, correntes, etc. O agregado não deve ter sujidade.
Após cada alteração de procedimento, o veículo deve ser conduzido em vazio e sem anomalias antes de ser autorizada uma punção completa.
Os operadores não devem abandonar a máquina nem efetuar qualquer outro trabalho enquanto o equipamento estiver em funcionamento.
O motor deve ser desligado aquando da substituição do molde.
A máquina é estritamente tripulada e não pode, de forma alguma, ser operada por pessoal não certificado. Além disso, foi criada uma equipa de manutenção dedicada para efetuar a manutenção programada.
Efetuar a lubrificação e a manutenção do equipamento em estrita conformidade com a parte de lubrificação de cada turno, e não pôr a máquina em funcionamento sem a manutenção diária.
Os componentes de acionamento, como as linhas aéreas, os tubos de óleo, os parafusos, as calhas e as engrenagens, são regularmente limpos e registados.
Os abrasivos sobresselentes devem estar bem arrumados e revestidos com óleo inibidor de ferrugem e protegida para evitar o impacto dos murros.
Parar a tempo no final do trabalho, cortar a energia, limpar a máquina e limpar o ambiente.
Desligar a corrente após o trabalho e colocar todo o equipamento no seu local de origem. Organizar os locais de trabalho e as peças de trabalho.
XII. Manutenção e reparação de prensas de revólver CNC
1. Problemas que devem ser observados na utilização do CNC prensa de punção de torre
A utilização do ambiente da máquina-ferramenta CNC para a prensa de torre CNC é melhor para colocá-la num ambiente de temperatura constante e longe da vibração de grandes equipamentos (como prensas gerais de grande tonelagem) e equipamentos de interferência electromagnética.
Requisitos de energia
A fonte de alimentação é colocada em posição, bem ligada à terra (três linhas de alimentação, uma linha de ligação à terra, diâmetro do fio∮10mm2 ou mais), a gama de tensão é necessária para 380+10%-5%, se a tensão for instável, adicionar uma fonte de alimentação reguladora; se houver proteção contra fugas, adicionar um transformador de isolamento, a potência total superior a 50KVA.
Requisitos da fonte de gás
Punção hidráulico de torre gás fonte:
Pressão de trabalho nominal da fonte de lavagem da torre mecânica superior a 0,7 Mpa, caudal de gás de armazenamento: mais de 0,3 m3/min. (A pressão deve ser regulável, ligada à máquina e, em zonas onde o ar é muito húmido, secar com dessecante de ar).
Torre mecânica soco fonte de gás:
Pressão de trabalho nominal de 0,55 MPa ou superior, caudal de armazenamento: 1.2m3/minuto ou mais, o tubo de gás ligado à máquina requer uma resistência à pressão de 10 kg ou mais, o diâmetro interior do tubo é de cerca de 25 mm de tubo à prova de explosão de alta pressão.
(A pressão deve ser regulável, ligada à máquina, com secagem ao ar em zonas com ar muito húmido)
Requisitos de fluido hidráulico (série hidráulica)
Tipo de fluido hidráulico recomendado: Fluido hidráulico anti-desgaste Mobil DTE-25VG46.
A quantidade de óleo utilizada foi:
Economia Harley (VT-300): 180 litros
Harley Premium (RT-300): 250 litros
Para evitar que o pó entre no dispositivo CNC, o pó flutuante e o pó metálico podem facilmente provocar a queda da resistência de isolamento entre os componentes, o que pode causar falhas ou mesmo danos nos componentes.
Limpeza temporizada do sistema de arrefecimento e sistema de ventilação do armário CNC
2. Especificação de funcionamento da máquina de perfuração de torre CNC
(1)Preparação para o arranque
Lubrificação.
O óleo lubrificante da estação de lubrificação centralizada é adicionado atempadamente, de acordo com o manípulo várias vezes por turno, a cada óleo de abastecimento do ponto de lubrificação.
Adicionar atempadamente lubrificante aos pulverizadores de óleo
A engrenagem da mesa giratória, o mecanismo de articulação do eixo C, a corrente de transmissão e outras peças móveis para fornecimento de óleo centralizado devem ser reabastecidos regularmente.
Ligar a máquina de ar para drenar a humidade das vias respiratórias.
Verificar o estado de funcionamento do molde, incluindo a boca do molde, a limpeza da manga guia do molde, o reabastecimento, a reposição livre do molde superior, encontrar anomalias e tratá-las a tempo.
Limpar os restos na bancada de trabalho entre as mesas giratórias superior e inferior.
Verificar se as maxilas são flexíveis, se oscilam para a esquerda e para a direita, se a placa da engrenagem inferior das maxilas se desgasta mais, apertar os parafusos de fixação da placa da engrenagem inferior.
Inspecionar as escovas e as esferas de aço quanto a desgaste e substituí-las, se necessário.
(2)Ppoder sobre
De acordo com os procedimentos operacionais, operar corretamente a máquina
Operação de processamento da máquina-ferramenta, a mão do operador não pode deixar o botão "manter", a ocorrência de condições anormais, para parar imediatamente para verificar
Quando a máquina-ferramenta está a funcionar, se o alarme ocorrer e a máquina parar, deve ser tratada de forma diferente, não deve funcionar às cegas, para não danificar a máquina
Os procedimentos recém-executados requerem um "bloqueio de carimbo" para serem executados. Verificar se o programa pode ser executado corretamente antes de carregar e carimbar. Verificar sempre a primeira peça em relação ao desenho para evitar erros de lote
Se as matrizes apresentarem anomalias durante o processo de estampagem, devem ser interrompidas e verificadas atempadamente.
Verificar frequentemente se a posição real das mandíbulas e o valor de deteção são consistentes; se existirem desvios, devem ser ajustados a tempo de evitar a perfuração das mandíbulas, molde
O alarme de erro de peça de trabalho de definição automática deve verificar se o programa tem proteção de pinça, se assim for, não iniciar a execução do programa
Limpar atempadamente os resíduos entre a bancada de trabalho e a mesa giratória, de modo a evitar problemas como o aprisionamento de material, a colisão de material
As máquinas-ferramentas em funcionamento, em situações que não sejam de emergência, não necessitam de premir o botão de "paragem de emergência", especialmente quando se utiliza a matriz rotativa
É proibido puxar a correia de distribuição da ferramenta rotativa à mão para evitar o desalinhamento do eixo C
(3)Desligar
Limpar os resíduos, deixar cair o material entre o prato giratório ascendente e descendente, a bancada de trabalho, a carroçaria
Limpar máquinas-ferramentas, manchas de óleo e torná-las limpas
Confirmar o eixo C da máquina-ferramenta na posição zero, os eixos X e Y voltam à posição de alimentação
Verificar o estado do molde, limpar, reparar e lubrificar atempadamente para garantir as melhores condições de funcionamento.
Verifique regularmente a tensão da corrente e da correia de distribuição e ajuste-a, se necessário.
Verificar regularmente a sincronização dos pratos giratórios superior e inferior e ajustar, se necessário
Limpar regularmente as partes móveis, tais como calhas, parafusos e outras partes móveis, e lubrificá-las bem.
Verificar regularmente o pó nos componentes do quadro elétrico, manter o quadro seco e sem pó
Limpar o pó da ventoinha do dissipador de calor e limpar regularmente o ecrã do filtro.
Verificar regularmente as condições de funcionamento da estação hidráulica, voltar a colocar o ponteiro da pressão do óleo na zona amarela para limpar, substituir o filtro de óleo, na zona vermelha para substituir o óleo hidráulico (máquina-ferramenta do tipo sistema hidráulico VT-300)
Limpar o local e manter o local de trabalho arrumado.
Desligar a bomba de óleo, desligar a alimentação principal da máquina
O cabo de comunicação deve ser ligado quando o computador da máquina-ferramenta falha na alimentação eléctrica
Baixar a proteção da máquina, fechar a mesa móvel, guardar as ferramentas
3. Resolução de problemas de punção de torre CNC
(1)Erro no tamanho do furo maquinado para a aresta de referência do posicionamento x e y
(1) O material em folha cortado deve ser qualificado na sua própria exatidão.
(2) Indicar o desgaste da superfície de posicionamento X ou Y através da correção dos parâmetros.
(3) Descobrir a razão pela qual a folha está fora dos mordentes e eliminá-la.
(4) Ajustar os mordentes de modo a que cada folga se situe entre 0,03-0,08 mm.
(2)Grande erro de precisão após o reposicionamento
Causas.
(1) Má verticalidade e retidão da própria folha.
(2) O parafuso do assento de suporte que corresponde ao cilindro de reposicionamento está solto e, quando o grampo é desapertado, ocorre a deslocação da placa.
(3) Os mordentes estão gastos e não estão paralelos à guia X.
(4) O espaço entre as maxilas é grande e a placa dentária das maxilas está solta.
Métodos de resolução de problemas:
(1) Para garantir a exatidão da folha processada.
(2) Apertar os parafusos do assento de apoio e do acoplamento da fuselagem para eliminar a deslocação do toldo após a libertação da braçadeira.
(3) Corrigir a boca dos mordentes de modo a que fiquem paralelos à calha X.
(4) Ajustar a folga em cada ponto de acoplamento das braçadeiras e apertar o parafuso de acoplamento na placa dentada.
(3)O pino de posicionamento rotativo não encaixa na manga do cone de posicionamento.
Causas.
(1) Os mostradores superior e inferior estão desalinhados.
(2) Baixa pressão do ar ou do óleo.
(3) Válvula solenoide danificada.
Solução.
(1) Reajustar os selectores superior e inferior para os sincronizar.
(2) Ajustar a pressão do ar ou do óleo para satisfazer os requisitos da máquina
(3) Substituir a válvula solenoide.
(4)Quando o pistão do cilindro de fixação é reposto, não cai no lugar
Causas.
(1) A máquina não foi utilizada durante muito tempo, existe ferrugem no cilindro.
(2) Fadiga da mola no cilindro de fixação.
(3) O conjunto do cilindro fica deformado se não se prestar atenção à desmontagem ou à montagem do cilindro.
Solução.
(1) Encher o cilindro com lubrificante e fazer funcionar a pinça algumas vezes.
(2) Aumentar a compressão da mola ou substituir a mola.
(3) Durante a desmontagem e a montagem, ter o cuidado de não deformar o cilindro batendo-lhe ou pressionando-o. Se se confirmar que está deformado, o cilindro deve ser substituído.
(5)Serrilhada nas arestas de corte
Causas.
(1) O rasgo de chaveta das posições superior e inferior da matriz não são paralelos à guia em Y.
(2) O espaço entre as maxilas é grande, o que resulta numa fraca precisão de maquinação e a aresta de corte é propensa à formação de serrilhas.
(3) A placa de dentes da mandíbula está solta.
Solução.
(1) Ajustar as posições superior e inferior do módulo de modo a que a ranhura da chaveta fique paralela à guia em Y.
(2) Ajustar os mordentes de modo a que a folga em cada encaixe seja de 0,03-0,05 mm.
(3) Apertar o parafuso de acoplamento na placa dentada dos mordentes.
(6)Prima o botão de início para continuar com a mudança de modo com proteção
Causas.
(1) A pressão do ar desceu até ao limiar do alarme, subitamente um componente pneumático com uma grande quantidade de gás causou o alarme intermitente.
(2) O interrutor de indução ou o suporte de indução, por vezes, detecta bem e, por vezes, não.
Métodos de resolução de problemas:
(1) Aumentar a pressão do ar de modo a que o limite inferior possa cumprir os requisitos de funcionamento da máquina.
(2) Assegurar que cada interrutor indutivo seja sensível e fiável.
(7)O lençol não está a sair
Causas.
(1) Alimentação insuficiente do molde.
(2) Baixa pressão do ar ou do óleo.
Métodos de resolução de problemas:
(1) Aumentar o volume de entrada do molde.
(2) Fazer com que a pressão do ar ou do óleo cumpra os requisitos da máquina-ferramenta.
(8)A proteção da pinça não funciona
Causas.
(1) Um interrutor do sensor de zona interdita está danificado.
(2) O suporte do interrutor de deteção está solto ou a distância de deteção está fora do alcance.
(3) O valor da zona interdita está definido incorretamente ou foi alterado pelo utilizador por engano.
Métodos de resolução de problemas:
(1) Substituir o interrutor de indução.
(2) Ajustar a distância de deteção apertando o suporte.
(3) Definir o valor correto da área restrita de acordo com os diferentes tipos de máquinas.
4. Punção de torre de acionamento principal mecânico (série mecânica)
Fenómeno de avaria: No processo de estampagem de placas, quando se estampam 5-7 orifícios, a máquina tem um alarme de ponto morto superior e deixa de funcionar.
Análise de falhas: Existem várias razões principais para a instabilidade do ponto morto superior.
(1) Para o comando elétrico
Falhas de controlo elétrico, principalmente a falha do optoacoplador que controla a válvula de punção.
Válvula solenoide de estampagem danificada; puxão do carretel, convulsão inflexível.
Um interrutor de proximidade do travão solto provoca uma alteração na distância de deteção.
(2) Transmissão mecânica
Falhas mecânicas:
Alterações da folga da embraiagem.
Bobina da válvula solenoide a puxar, inflexibilidade.
Pressão de ar instável.
Correias do motor soltas.
Há várias razões para isso, tais como pontos mortos instáveis em excêntricos soltos.
De acordo com as possíveis razões acima, verifica-se que esta falha é causada pelo afrouxamento da cavilha de ajuste do assento do motor, o que faz com que a correia suba e aperte o suficiente, e a energia é gradualmente reduzida durante a estampagem, o que eventualmente faz com que a velocidade do volante diminua e causa o alarme no ponto morto ao carimbar uma única vez.
Solução: Primeiro, ajuste a cavilha de ajuste do assento do motor, ajuste a correia para a posição correcta e, em seguida, reajuste os calços de came do travão de paragem total superior para que tanto o punção simples como o punção escalonado possam parar exatamente na posição de paragem total superior.
Método de ajuste da folha de cames:
Colocar a máquina em modo manual e premir primeiro o botão de regulação para ajustar o punção ao ponto morto superior.
Depois de um único punção, se a posição de paragem do punção ultrapassar o ponto morto superior, depois de se comprovar que o sinal de travagem foi emitido, o punção único trava as pastilhas de excêntricos e desloca o ângulo correspondente no sentido dos ponteiros do relógio.
Este ângulo pode ser ajustado de acordo com o ângulo que foi excedido durante a punção única anterior (se a marca anterior na face da cambota exceder o ponto morto superior em 10 graus, então os calços dos travões podem ser ajustados no sentido dos ponteiros do relógio em 10 graus durante uma punção única).
Em seguida, bloqueie as cavilhas e faça outra perfuração simples; se a perfuração parar exatamente no ponto morto superior, isso prova que a regulação está correcta.
Por outro lado, se a posição de paragem da cabeça de perfuração for inferior ao ponto morto após uma única estampagem, o que prova que o sinal de travagem é emitido demasiado cedo, o ângulo correspondente pode ser ajustado no sentido contrário ao dos ponteiros do relógio.
Após uma única regulação, efetuar uma regulação por etapas.
Editar um programa de punção escalonado, executar este programa em modo automático e, quando o programa estiver concluído, verificar se o punção pára no ponto morto superior.
Em caso de desvio, ajustar como acima indicado.
Após o ajuste ter sido feito, execute o procedimento de punção por etapas novamente até que o punção pare exatamente no ponto morto superior e o ajuste esteja completo.
As outras causas mencionadas acima, como a pressão de ar instável, podem ser tratadas caso a caso.
5. Manutenção e reparação de sistemas hidráulicos (série hidráulica)
1)Execução do processo de instalação
Proibir a utilização de força forte no sistema hidráulico para evitar sujeitar o sistema de tubagem e os componentes a força lateral ou tensão internae não se esqueça de proteger o sistema de tubagem.
É absolutamente proibida a utilização de cordel, fita adesiva de matérias-primas e adesivo como material de vedação, caso contrário, contaminará o sistema e poderá provocar a falha do sistema!!!
Para evitar fugas externas, aperte todos os encaixes e instale os tubos flexíveis corretamente para evitar arranhões, choques e torções dos tubos flexíveis.
Preparar o fluido hidráulico adequado. Recomenda-se que esta máquina utilize o fluido hidráulico anti-desgaste Mobil DTE2546#.
Adicionar óleo hidráulico com o filtro de óleo especial ao nível de óleo de 2/3 acima 4/5 abaixo
De um modo geral, os sistemas hidráulicos não necessitam de manutenção frequente.
A manutenção limita-se, em geral, à atenção à mudança do fluido hidráulico e dos filtros.
O período de tempo entre manutenções depende do ambiente em que é utilizado e da duração da sua utilização.
A experiência demonstrou que cerca de 80% das avarias nos sistemas hidráulicos podem ser atribuídas à seleção de óleos inadequados ou a uma manutenção inadequada do fluido hidráulico.
Por conseguinte, é especialmente importante reforçar a atenção à qualidade do fluido hidráulico, para o sistema hidráulico local, desde que seja suficiente a atenção para poder substituir o cartucho do filtro em tempo útil.
Nota: Ao efetuar a manutenção de um sistema hidráulico desmontado, certifique-se de que a fonte de alimentação está desligada e que a temperatura do óleo no sistema hidráulico não excede os 30°C!
Verificação do nível de óleo do depósito
Verificar o estado do nível de óleo do sistema hidráulico apenas observando o indicador de nível, e não abrindo o bujão ou a tampa de limpeza.
Verificar o nível todos os dias durante duas semanas após a conclusão da colocação em funcionamento.
Verificar a altura do nível semanalmente numa altura posterior.
Manutenção dos filtros de óleo
A filtragem fiável do óleo pode melhorar a vida útil do sistema hidráulico, a qualidade do nosso óleo deve ser controlada dentro da classe 6-8 da NAS1638, para além do intervalo acima indicado, recomenda-se a substituição do elemento filtrante ou a filtragem para substituir o óleo hidráulico.
Verificar periodicamente o estado de funcionamento da estação hidráulica, o ponteiro de pressão de retorno para a zona amarela para limpar, substituir o filtro de óleo, para a zona vermelha para substituir o óleo hidráulico.
O cartucho do filtro utilizado neste sistema hidráulico é um cartucho descartável, não pode ser limpo para melhorar a sua capacidade de retenção de sujidade, se o alarme do filtro, deve ser imediatamente e só pode ser resolvido através da substituição do cartucho, este ponto deve ser enfatizado.
O funcionamento geral do sistema durante 1000 horas ou o funcionamento intermitente durante meio ano requer a substituição do cartucho.
Manutenção dos permutadores de calor (ventiladores de arrefecimento)
Este sistema adopta o método de troca de ar/óleo, o lado de sucção do dispositivo de arrefecimento do ar deve ser limpo com frequência para que o ar possa circular suavemente e obter um efeito de arrefecimento normal.
A limpeza do lado do ar pode ser feita com ar comprimido ou água quente, tendo o cuidado de manter a direção do jato como habitualmente. O motor deve ser desligado e protegido eficazmente durante o processo de limpeza.
A eficiência de troca do permutador de calor pode ser reduzida quando a temperatura ambiente excede os 35 graus Celsius, pelo que se recomenda a utilização de medidas de arrefecimento forçado. O interrutor está definido para arrancar a 40°C.
Manutenção dos fluidos hidráulicos
A vida útil do óleo está relacionada com o seu próprio estado, a temperatura de funcionamento, a quantidade de óleo no depósito, o tempo de serviço, etc.
Nota: Óleo novo e óleo limpo são dois conceitos completamente diferentes e não devem ser confundidos.
Recomenda-se a utilização de um dispositivo de filtragem β10≥75 para reabastecer o sistema hidráulico.
O fluido hidráulico deve ser mudado por volta das 2500-3000 horas de trabalho, pelo menos uma vez por ano.
Sempre que o fluido hidráulico for substituído, o depósito deve ser limpo com querosene, com um pano que não largue pêlos ou com um toalhete de papel especial.
XIII. Gráfico relacionado para prensa de punção
1. Folga de matriz para aço macio, aço inoxidável, alumínio, cobre e latão
A tabela abaixo mostra as folgas recomendadas para uma gama de materiais e espessuras.
Espessura
Aço macio
Aço inoxidável
Alumínio
Cobre
Latão
0,8 mm
0,15-0,20mm
0,20-0,24 mm
0,15-0,16 mm
0,15-0,16 mm
0,15-0,16 mm
1,0 mm
0,20-0,25 mm
0,25-0,30mm
0,15-0,20mm
0,15-0,20mm
0,15-0,20mm
1,5 mm
0,30-0,38 mm
0,37-0,45 mm
0,22-0,30mm
0,22-0,30mm
0,22-0,30mm
2,0 mm
0,40-0,50mm
0,50-0,60mm
0,30-0,40mm
0,30-0,40mm
0,30-0,40mm
2,5 mm
0,50-0,63 mm
0,62-0,75mm
0,37-0,50mm
0,37-0,50mm
0,37-0,50mm
3,0 mm
0,60-0,75mm
0,75-0,90mm
0,45-0,60mm
0,45-0,60mm
0,45-0,60mm
3,2 mm
0,64-0,80mm
0,80-0,96mm
0,48-0,64mm
0,48-0,64mm
0,48-0,64mm
3,5 mm
0,70-0,88 mm
0,88-1,05mm
0,53-0,70mm
0,53-0,70mm
0,53-0,70mm
4,0 mm
0,80-1,00mm
1.00-1.20mm
0,60-0,80mm
0,60-0,80mm
0,60-0,80mm
4,5 mm
0,90-1,13mm
1,13-1,35 mm
0,68-0,90mm
0,68-0,90mm
0,68-0,90mm
5,0 mm
1.00-1.25mm
–
0,75-1,00mm
0,75-1,00mm
0,75-1,00mm
5,5 mm
1,10-1,38 mm
–
0,83-1,10mm
0,83-1,10mm
0,83-1,10mm
6,0 mm
1,20-1,50mm
–
0,90-1,20mm
0,90-1,20mm
0,90-1,20mm
Folga de matriz para aço macio, aço inoxidável, alumínio, cobre e latão
Notas: i) Os valores no gráfico acima são apresentados como um intervalo, por exemplo, 0,15 - 0,20 mm Para máquinas mecânicas, escolher a menor folga de matriz da gama Para máquinas hidráulicas, escolher a maior folga de matriz da gama ii) Para os materiais Galvatite e Zintec, utilizar o aço macio como guia iii) Os valores acima indicados constituem apenas uma orientação. Para mais pormenores, consulte o Manual de Instruções da sua máquina
2. Tabela de referência dos furos de rebentamento
A tabela abaixo mostra as dimensões do pré-furo (mm) e do furo com rebarba (mm) para o aço macio.
Tabela de referência para furos de rebarbação
3. Tabela de referência de furos escareados
A tabela abaixo mostra as dimensões nominais (mm) dos furos pré-furados necessários para uma operação de escareamento para aço macio.
Tabela de referência de furos escareados
4. Tabela de alturas de ferramentas correctas
A tabela abaixo mostra a altura correcta da ferramenta (mm) para as ferramentas de estilo NEX III, NEX e Original
Nota: i) A altura de ajuste do punção é a medida tomada a partir da parte superior da cabeça do conjunto de punção até à aresta de corte inferior do corpo do punção, e não a parte inferior da guia ou da placa de remoção
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...