Comparação da eficiência do corte a laser: Ar vs Oxigénio vs Nitrogénio
Como é que diferentes gases podem afetar a eficiência do corte a laser? Este artigo explora o desempenho do ar, oxigénio e azoto como gases de corte, comparando os seus efeitos em vários metais. Irá descobrir qual o gás que oferece a melhor velocidade, qualidade e relação custo-eficácia para aplicações específicas. Ao compreender estas diferenças, pode otimizar o seu processo de corte a laser para melhorar os resultados de produção e reduzir os custos.
O ar, o "gás da vida" vital que respiramos diariamente, é composto por 78% de azoto, 21% de oxigénio, 0,94% de gases raros (como o hélio, o néon, o árgon, o crípton e o xénon), 0,03% de dióxido de carbono e 0,03% de outras substâncias (como o vapor de água e as impurezas).
Agora, vamos aprofundar as vantagens do corte a ar no processo de corte a laser.
Princípio do corte a ar
O princípio de corte do ar é, na verdade, semelhante ao do azoto. Utiliza energia laser para fundir o metal e alta pressão para soprar o material fundido. Durante o processo, algumas substâncias metálicas podem oxidar ou queimar, deixando óxidos metálicos na superfície de corte, como a alumina sólida cinzenta (Al2O3), óxido de ferro preto sólido e preto (Fe3O4), e óxido de cobre (CuO).
O ar, que está naturalmente presente na atmosfera, pode ser comprimido num tanque de armazenamento de ar, filtrado, arrefecido e seco para remover qualquer água e óleo, tornando-o utilizável para o corte. O teor de oxigénio do ar 21% pode compensar parcialmente a falta de oxigénio e azoto.
Em teoria, o ar pode cortar qualquer material metálico que possa ser fundido por energia laser.
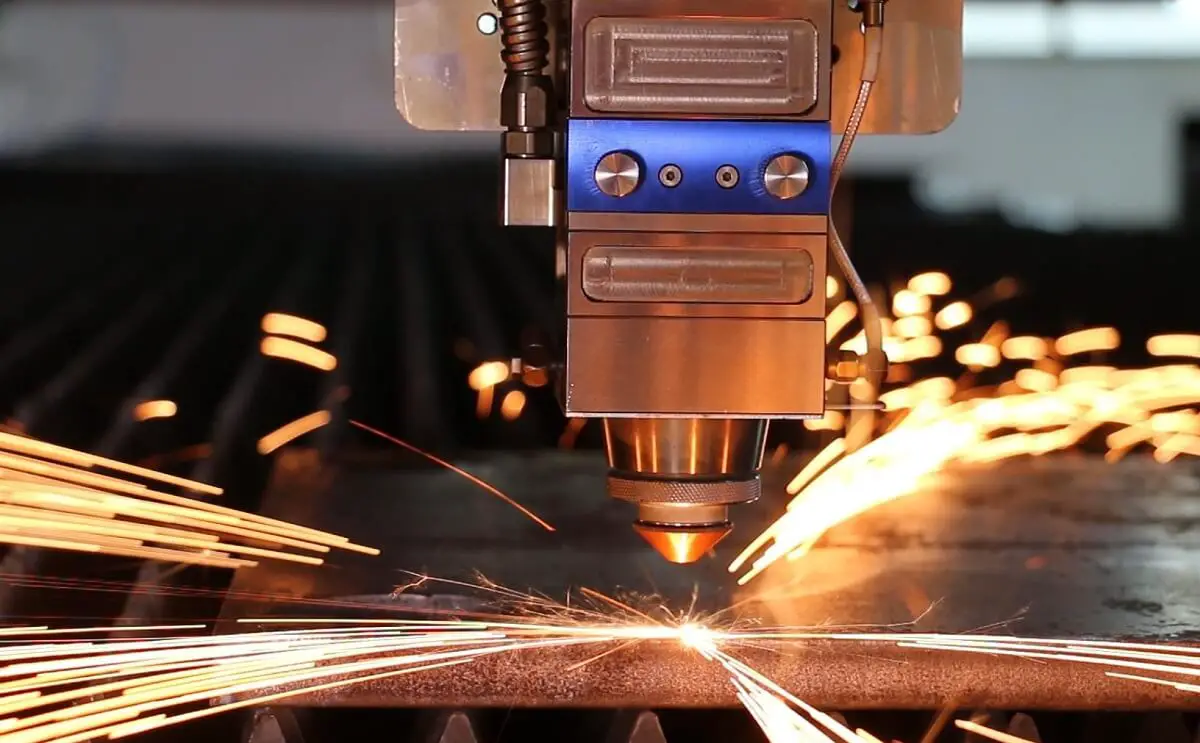
Avaliação do desempenho de corte em chapas de aço inoxidável, aço carbono e ligas de alumínio utilizando uma máquina de 6kW corte a laser máquina com ar e azoto/oxigénio como gases de corte.
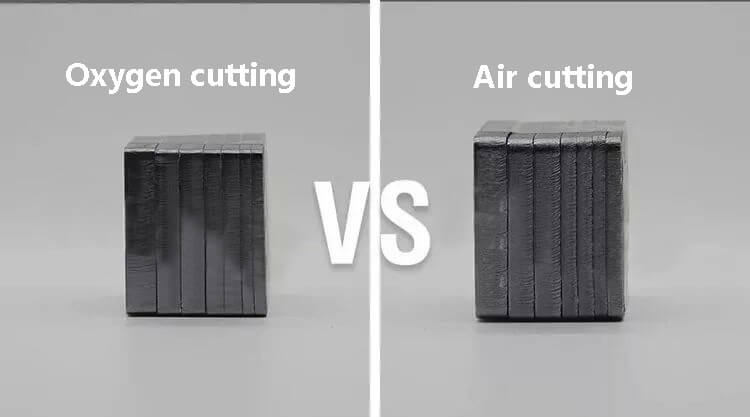
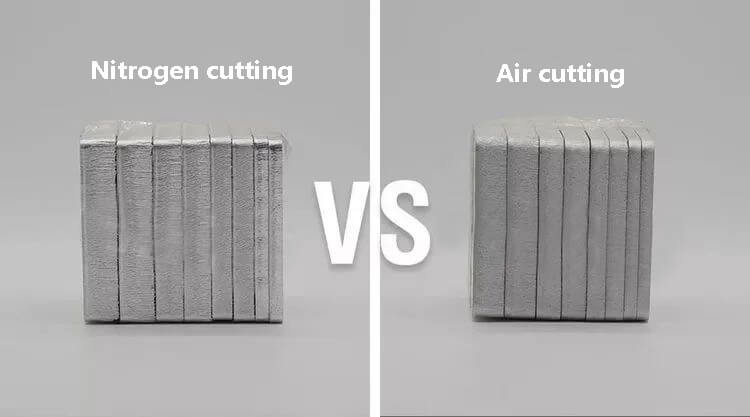
⊙ Comparação do efeito da secção de corte de azoto e ar
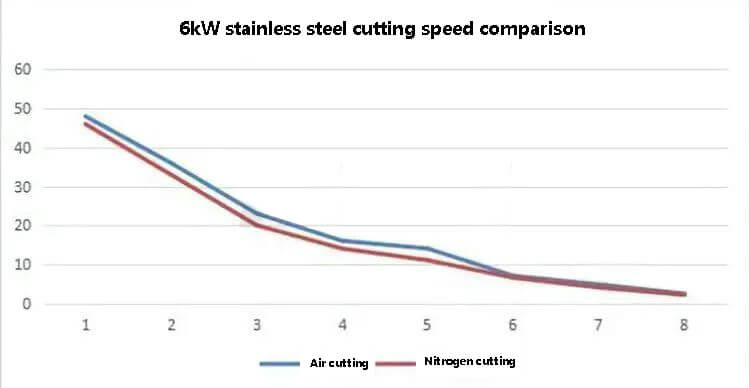
⊙ Comparação da velocidade de corte do azoto e do ar
Análise do efeito:
A figura acima apresenta os resultados do corte de aço inoxidável de 10 mm a 4 mm, por esta ordem.
Em comparação com o corte com azoto, a secção cortada com ar parece mais escura, mas não há escória presente. Após o polimento, a secção cortada também pode ter um aspeto mais brilhante.
Em termos de velocidade, o corte de aço inoxidável com ar é ligeiramente mais rápido do que com azoto, mas a diferença não é significativa.
Experiência 2: comparação do corte de aço-carbono com oxigénio e com ar
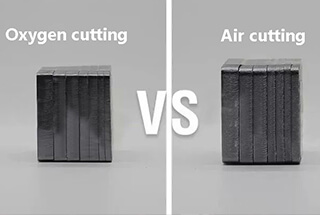
⊙ Comparação dos efeitos da secção de corte com oxigénio e ar
⊙ Comparação da velocidade de corte do ar e do oxigénio
Análise do efeito:
A figura acima mostra os resultados do corte de aço carbono de 10mm a 3mm, por esta ordem.
Em comparação com o corte com oxigénio, o aço-carbono de 8 mm tem resíduos de escória ligeiros e o aço-carbono de 10 mm tem resíduos de escória mais graves.
Por conseguinte, o corte a ar comprimido não é recomendado para cortar chapas de aço-carbono com espessura superior a 10 mm.
⊙ Comparação do efeito da secção de corte de azoto e ar
⊙ Comparação da velocidade de corte do azoto e do ar
Análise do efeito:
A figura acima apresenta os resultados do corte de 10mm a 3mm placas de alumínio, por esta ordem.
Em comparação com o corte por nitrogénio, o corte por ar resulta numa secção mais fina e em menos resíduos de escória.
Em termos de velocidade, o corte de placas de alumínio com ar é ligeiramente mais rápido do que com azoto, mas a diferença não é significativa.
Resumo
Foram realizadas experiências para comparar o desempenho e a eficiência do corte com ar e com azoto/oxigénio em placas de vários materiais e espessuras.
Com base numa avaliação abrangente, para requisitos relativamente flexíveis, o corte a ar é uma opção económica. A utilização do ar como gás auxiliar de corte também pode reduzir significativamente os custos de produção.
Mas há que ter em conta que:
Quando se utiliza ar comprimido para o corte, é crucial assegurar que o ar é tratado por um secador a frio para atingir um ponto de orvalho de pressão de 3-8°C e ser submetido a um desengorduramento em várias fases. O ar deve ter um teor de óleo líquido de 0,003 ppm e um teor de óleo vaporizado de 0,003 ppm, o que exige a utilização de um filtro especificamente concebido para remover o óleo gasoso.
A manutenção regular do compressor de ar, do secador a frio e do filtro é necessária para manter a secura do ar comprimido com baixo teor de óleo. Contaminantes como a água e o óleo no ar podem poluir rapidamente o gasoduto e causar nevoeiro na lente de proteção, afectando a qualidade do corte. Negligenciar a substituição atempada do espelho de proteção também pode provocar danos no grupo de espelhos interno, uma vez que o feixe de alta potência pode provocar o aumento da temperatura interna da cabeça de corte.
Para encontrar a solução de corte mais económica que melhor satisfaça as necessidades de corte actuais, a eficiência, o custo e o efeito do corte devem ser tidos em consideração no processo de produção, conduzindo a um resultado de produção de maior qualidade.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...