Soldadura de barramentos de cobre: Técnicas e melhores práticas
O que torna a soldadura de barramentos de cobre tão crucial e ao mesmo tempo desafiante? Este artigo analisa a elevada condutividade, as propriedades térmicas e as técnicas de soldadura específicas necessárias para os barramentos de cobre na construção de energia. Desde a compreensão da fissuração térmica até ao domínio dos métodos de soldadura TIG, este artigo oferece um guia completo para obter resultados de soldadura óptimos. Conheça os meandros dos materiais de soldadura, as preparações pré-soldadura e os principais parâmetros do processo que garantem soldaduras de alta qualidade, estabelecendo um novo padrão na tecnologia de soldadura.
A soldadura de barramentos de cobre não é comum na construção de energia da nossa empresa devido aos seus elevados requisitos e dificuldade. No entanto, os barramentos de cobre, com a sua condutividade superior, foram escolhidos para os barramentos eléctricos na central eléctrica a carvão.
Após a realização de experiências de soldadura e aplicações de soldadura de produtos, a subsidiária de soldadura dominou essencialmente a tecnologia de soldadura de barramentos de cobre, estabelecendo uma base para a futura soldadura de barramentos de cobre na nossa empresa e avançando a nossa tecnologia de soldadura para um novo nível.
1. Caraterísticas e processo de soldadura de barramentos de cobre
A ligação de barramentos de cobre em centrais eléctricas envolve principalmente dois métodos: fixação por parafusos e soldadura. O cobre tem excelente condutividade eléctrica, condutividade térmica, resistência ao calor e formabilidade. O cobre puro industrial não é inferior a 99,5% ωcu.
2. Caraterísticas da soldadura de cobre
2.1 Elevada condutividade térmica
A condutividade térmica do cobre puro à temperatura ambiente é 8 vezes superior à do aço-carbono. Para aquecer uma peça de cobre puro até à sua temperatura de fusão, é necessária uma grande quantidade de calor.
Por conseguinte, é necessária uma fonte de calor concentrada durante a soldadura; caso contrário, o calor dissipar-se-á rapidamente. O pré-aquecimento deve ser efectuado na peça de trabalho ao soldar cobre puro.
2.2 Elevada sensibilidade à fissuração térmica
Vários materiais de base de cobre contêm sempre uma certa quantidade de impurezas que formam um eutéctico de baixo ponto de fusão. A presença de uma película eutéctica de baixo ponto de fusão na peça de trabalho solidificada ou na zona afetada pelo calor pode causar fissuras sob tensão de soldadura.
2.3 Tendência de poros elevados
Os poros no metal de solda de cobre são causados principalmente pelo hidrogénio. Quando o cobre puro contém uma certa quantidade de oxigénio ou quando o gás CO é dissolvido no cobre puro, os poros também podem ser causados pelo vapor de água e pela reação do CO com o O para gerar gás CO2.
Geralmente, os poros estão distribuídos no centro da soldadura e perto da linha de fusão.
2.4 Tendência de deterioração do desempenho conjunto
Durante a soldadura, o cobre sofre inevitavelmente oxidação e queima até certo ponto, resultando em vários defeitos de soldadura. Isto pode potencialmente levar a uma diminuição da força, plasticidade, resistência à corrosão e condutividade eléctrica do junta soldada.
Na fusão de cobre processo de soldaduraO tamanho do grão na soldadura e na zona afetada pelo calor aumenta significativamente, afectando as propriedades mecânicas da junta até um certo grau.
Para melhorar o desempenho da junta, é crucial não só minimizar os efeitos térmicos, mas também controlar o teor de impurezas da solda e modificar o metal de solda através de ligas.
3. Processo de soldadura de barramentos de cobre
3.1 Seleção do método de soldadura
Embora a soldadura a gás e a soldadura manual com gás inerte de tungsténio (TIG) sejam normalmente utilizadas para o cobre, as práticas de fabrico avançadas dão prioridade à soldadura TIG para uma qualidade e precisão superiores no fabrico de cobre.
A soldadura TIG manual, também conhecida como soldadura por arco de tungsténio gasoso (GTAW), oferece vantagens distintas para a união de cobre:
Entrada de calor concentrada: O arco altamente concentrado permite um controlo preciso da zona afetada pelo calor (HAZ), crucial para manter as propriedades térmicas e eléctricas do cobre.
Controlo do banho de solda: O operador pode manipular o banho de soldadura com grande precisão, essencial para conseguir uma penetração consistente e um perfil de cordão no cobre, que tem uma elevada condutividade térmica.
Gama de espessuras: Particularmente eficaz para materiais com espessura (δ) ≤ 12mm, a soldadura TIG destaca-se em aplicações de cobre de calibre fino a médio, comuns nas indústrias eléctrica e de AVAC.
Estabilidade do arco: O elétrodo de tungsténio não consumível proporciona um arco estável, essencial para manter uma entrada de calor consistente e evitar defeitos no cobre altamente sensível ao calor.
Proteção com gás inerte: O gás de proteção de árgon ou hélio evita a oxidação, crucial para preservar a resistência à corrosão e a condutividade eléctrica do cobre.
Flexibilidade operacional: A soldadura TIG permite várias configurações de juntas e posições de soldadura, acomodando conjuntos complexos de cobre.
Soldaduras limpas: O processo produz o mínimo de salpicos e escórias, reduzindo a limpeza pós-soldadura e mantendo o aspeto estético dos componentes de cobre.
Para cobre de espessura média (tipicamente 3-12mm), a soldadura TIG é particularmente vantajosa devido ao seu equilíbrio entre o controlo da entrada de calor e a capacidade de penetração. Em aplicações especializadas ou para secções mais espessas, a soldadura TIG pulsada ou processos automatizados podem ser considerados para otimizar ainda mais a qualidade e a produtividade da soldadura.
3.2 Seleção de materiais de soldadura
Os materiais de soldadura para o cobre referem-se a fios e fluxos de soldadura. Fio de soldadura de enchimento: Ao realizar a soldadura TIG manual, é necessário adicionar manualmente o fio de soldadura de enchimento. A marca, a composição do fio de soldadura e a processabilidade da soldadura, as propriedades mecânicas da junta e a resistência à corrosão estão intimamente relacionadas.
Ao escolher o fio de soldadura de enchimento, as primeiras considerações devem ser a marca do metal de base, a espessura da chapa, estrutura do produtoe condições de construção.
Por conseguinte, quando soldadura de cobre barramentos, é selecionado um fio de soldadura de enchimento com uma composição semelhante à do metal de base. Os parâmetros técnicos do soldadura de cobre são apresentados no Quadro 1.
Quadro 1: Parâmetros técnicos do fio de soldadura de cobre
Soldadura: Durante soldadura por arco de árgonA superfície do metal de piscina fundido tende a oxidar-se, formando óxido cuproso (Cu2O). A sua presença conduz frequentemente a defeitos como porosidade da soldadurafissuras e inclusões de escória. Os parâmetros técnicos da solda são apresentados no quadro 2.
4. Preparação da pré-soldadura
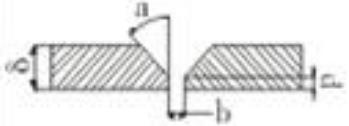
A preparação de pré-soldadura refere-se principalmente à limpeza da peça de trabalho e dos materiais de soldadura, e à conceção e processamento da ranhura antes da soldadura.
É crucial limpar a superfície do fio de soldadura e ambos os lados da ranhura da placa de cobre num raio de 30 mm para remover gordura, humidade, óxidos e outras impurezas. O processamento da ranhura é efectuado com um cinzel de ar ou uma máquina de biselar.
O cobre ranhura de soldadura Os tipos de processamento são apresentados no Quadro 3.
5. Pontos-chave para a soldadura de barramentos de cobre
5.1 O ambiente de soldadura dos barramentos de cobre deve manter uma temperatura ambiente superior a 5°C para garantir uma qualidade de soldadura óptima e evitar problemas relacionados com a humidade;
5.2 O árgon de alta pureza (99,99% ou superior) é utilizado como gás de proteção para proteger a poça de fusão da contaminação atmosférica;
5.3 O fio de cobre puro HS201 é o material de enchimento de soldadura recomendado para barramentos de cobre. O fluxo CJ301 deve ser bem misturado com etanol anidro para obter uma consistência pastosa. Esta mistura de fluxo é então aplicada nas superfícies biseladas da soldadura antes da soldadura para melhorar a humidade e reduzir a oxidação;
5.4 O pré-aquecimento do fio de soldadura e o seu revestimento com fluxo CJ301 aumentam a desoxidação e melhoram a qualidade da soldadura;
5.5 A soldadura manual por arco de tungsténio (GTAW) utilizando elétrodo de corrente contínua positiva (DCEP) é o processo de soldadura preferido. Consultar a Tabela 4 para parâmetros de soldadura específicos optimizados para cobre puro;
5.6 A máquina de soldar deve ser bem mantida, com um controlo preciso da corrente e uma operação fácil de utilizar para garantir uma qualidade de soldadura consistente;
5.7 O pré-aquecimento dos barramentos de cobre pode ser efectuado através de aquecimento por resistência eléctrica ou por chama controlada, dependendo a escolha da disponibilidade do equipamento e da geometria da peça;
5.8 Para um pré-aquecimento ótimo: - Espessura δ < 4mm: Um pré-aquecimento moderado é suficiente - Espessura δ ≥ 4mm: Pré-aquecer a 600-650°C para melhorar a soldabilidade e reduzir os gradientes térmicos
5.9 Minimizar a soldadura em condições de restrição para evitar a distorção e a fissuração. Controlar rigorosamente a temperatura de interpasse, utilizando técnicas de pequenas oscilações e baixa entrada de calor para gerir as tensões térmicas;
5.10 Executar soldaduras de aderência com um comprimento mínimo de 10 mm. Distribuir pelo menos três pontos de soldadura uniformemente ao longo da junta para manter o alinhamento correto;
5.11 Para peças de trabalho com espessura δ > 4 mm, utilizar uma técnica de soldadura de várias camadas e vários passes para garantir uma fusão adequada e minimizar a distorção;
5.12 Remover imediatamente qualquer oxidação a alta temperatura (pontos negros) da zona de soldadura. Efetuar uma limpeza completa entre passes utilizando uma escova de arame de aço inoxidável específica para manter a pureza da soldadura;
5.13 Efetuar um controlo de qualidade exaustivo das soldaduras por pontos antes de proceder à soldadura completa. Assegurar a ausência de defeitos, tais como fissuras, falta de fusão ou porosidade;
5.14 Implementar um controlo de qualidade rigoroso durante o processo: - Após a soldadura por pontos - Entre camadas de soldadura - Após a conclusão da soldadura Cumprir rigorosamente os requisitos das especificações do procedimento de soldadura (WPS) para garantir uma qualidade de soldadura consistente e a integridade estrutural.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se perguntou como é que os arranha-céus se mantêm altos ou como é que os carros se mantêm soldados? Este blogue revela a magia por detrás das máquinas de soldar eléctricas. Saiba mais sobre os principais fabricantes, como a Lincoln Electric e a Miller Welds,...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para calcular o consumo de...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...