Ferramentas de perfuração de furos profundos: Tipos e aplicações
Como é que os fabricantes podem enfrentar os desafios da perfuração de furos profundos com precisão e eficiência? Este artigo mergulha no mundo das ferramentas de perfuração de furos profundos, explorando vários tipos e as suas aplicações específicas. Ficará a conhecer os últimos avanços na tecnologia de brocas, as suas características e como ultrapassar os obstáculos comuns na maquinagem de furos profundos. Prepare-se para melhorar os seus conhecimentos e impulsionar os seus processos de fabrico com estas informações cruciais.
A maquinação de furos profundos é um aspeto desafiante da engenharia mecânica e um tema atual de grande interesse no processamento. À medida que a procura de maquinação complexa de furos profundos aumenta, exigindo elevada precisão e eficiência, torna-se crucial dominar o desempenho e a gama de aplicações de várias brocas de furos profundos.
Este artigo apresenta principalmente as características, a gama de aplicações e as considerações de várias brocas para furos profundos.
O que é um buraco profundo?
No fabrico mecânico, um furo cilíndrico com uma profundidade superior a dez vezes o seu diâmetro é geralmente designado por furo profundo.
Os furos profundos são classificados com base na relação entre a profundidade do furo (L) e o diâmetro (D), normalmente divididos em furos profundos gerais, furos profundos médios e furos profundos especiais. (Nota: Quanto maior for a relação L/D, mais difícil será o processo de maquinagem).
Classificação de furos profundos por rácio L/D
L/D = 10-20, classificados como furos profundos gerais. Tipicamente maquinados com brocas de torção longa em perfuração ou máquinas de tornear.
L/D = 20-30, considerados furos de profundidade média. Geralmente maquinados em máquinas de tornear.
L/D = 30-100, classificados como furos profundos especiais. Requerem brocas de furo profundo em máquinas de furo profundo dedicadas ou equipamento especial.
Características da maquinagem de furos profundos:
A rigidez e a resistência da barra de ferramentas são limitadas pelo diâmetro do furo, o que resulta numa fraca rigidez e resistência. Isto pode levar a vibrações, ondulações e afunilamento durante o corte, afectando a retidão e a rugosidade da superfície do buraco profundo.
Durante a perfuração e o alargamento, é difícil fornecer líquido de refrigeração e lubrificante à área de corte sem dispositivos especiais, reduzindo a vida útil da ferramenta e complicando a remoção de aparas.
Na maquinagem de furos profundos, não é possível a observação direta do processo de corte. Os operadores têm de confiar na experiência, ouvir os sons de corte, observar as limalhas, sentir as vibrações, monitorizar a temperatura da peça e observar os instrumentos (pressão do óleo e amperímetros) para garantir um corte normal.
A remoção de aparas é um desafio e requer métodos fiáveis para quebrar e controlar o comprimento e a forma das aparas para uma ejeção suave e para evitar bloqueios.
Para garantir uma maquinação suave e atingir a qualidade exigida, é importante adicionar dispositivos internos (ou externos) de remoção de aparas, guias e suportes de ferramentas e sistemas de refrigeração e lubrificação de alta pressão.
A fraca dissipação de calor nas ferramentas leva a um aumento das temperaturas de corte, reduzindo a vida útil da ferramenta.
Tipos e estruturas de brocas para furos profundos
As brocas de furo profundo são categorizadas em tipos de remoção de aparas externas e internas. A remoção externa de aparas inclui brocas de pistola e brocas de perfuração profunda de metal duro integral (que podem ser com ou sem orifícios de arrefecimento); a remoção interna de aparas inclui brocas de perfuração profunda BTA, brocas ejectoras e brocas de perfuração profunda do sistema DF. Os tipos e as gamas de aplicação das brocas de perfuração profunda são os seguintes.
tipo
Âmbito de utilização
Broca de perfuração profunda para remoção de aparas externas (broca de pistola)
Usado para processar Φ 2- Φ Furos profundos com uma relação comprimento / diâmetro de 20 mm, L / D> 100, precisão de H8-H10 e valor de rugosidade da superfície de Ra = 12,5-3,2um têm menor eficiência de produção do que brocas de furo profundo de remoção de cavacos internos
Broca de perfuração profunda para remoção de aparas internas BTA
Usado para processar Φ 6- Φ Um furo profundo com uma relação comprimento / diâmetro de 60 mm, L / D> 100, precisão de H7-H9 e valor de rugosidade superficial de Ra = 3,2um, com uma eficiência de produção mais de três vezes maior do que a remoção externa de cavacos
Perfurador de aspiração de pulverização
Usado para processar Φ 16- Φ No caso de 60mm e baixa pressão do fluido de corte, outro desempenho é o mesmo que o da perfuração de furos profundos de remoção de cavacos internos
Sistema DF de perfuração profunda
Um tubo de perfuração é suportado por fluido de corte, reduzindo a vibração, proporcionando um maior espaço de remoção de aparas, elevada eficiência de maquinação e boa precisão. Pode ser utilizado para maquinagem de furos profundos de alta precisão; a eficiência de produção é 3-6 vezes superior à das brocas de pistola e 3 vezes superior à das brocas de aparas internas BTA
Características e gama de aplicações de várias brocas para furos profundos
1. Exercícios com armas
Com o nome da sua utilização inicial na indústria militar para maquinar canos de armas e canhões, as brocas de canhão são eficazes para uma vasta gama de maquinação de furos profundos, desde aço para moldes, fibra de vidro, Teflon e outros plásticos até ligas de alta resistência (como P20 e ligas de ferro cromo-níquel). Na maquinagem de furos profundos com requisitos rigorosos de tolerância e rugosidade da superfície, as brocas canhão asseguram a precisão dimensional, a precisão posicional e retidão.
Princípio de funcionamento do sistema de perfuração com pistola: O fluido de corte entra na haste de perfuração através da entrada de óleo no cabeçote móvel, arrefece e lubrifica a cabeça de perfuração e ejecta as aparas através da ranhura externa em forma de V. Este sistema é utilizado principalmente para furos profundos de pequeno diâmetro (menos de 20 mm).
Aplicações de perfuração com pistola: As brocas de pistola (brocas de furo profundo para remoção de aparas externas) são utilizadas principalmente para maquinar furos com diâmetros de φ2-20mm, rácios de aspeto L/D >100, precisão IT8-IT10 e valores de rugosidade de superfície Ra=12,5-3,2μm. São menos eficientes do que as brocas de furos profundos com remoção interna de aparas.
2. Broca de furo profundo para remoção de aparas internas BTA
Para acomodar requisitos mais complexos de maquinagem de furos profundos de grande diâmetro, foi desenvolvida a tecnologia de perfuração de furos profundos com remoção interna de aparas BTA. Como as aparas são ejectadas internamente, evitando o contacto com a superfície maquinada, a BTA oferece uma qualidade de superfície superior e uma gama mais ampla de diâmetros de furo em comparação com a perfuração com pistola.
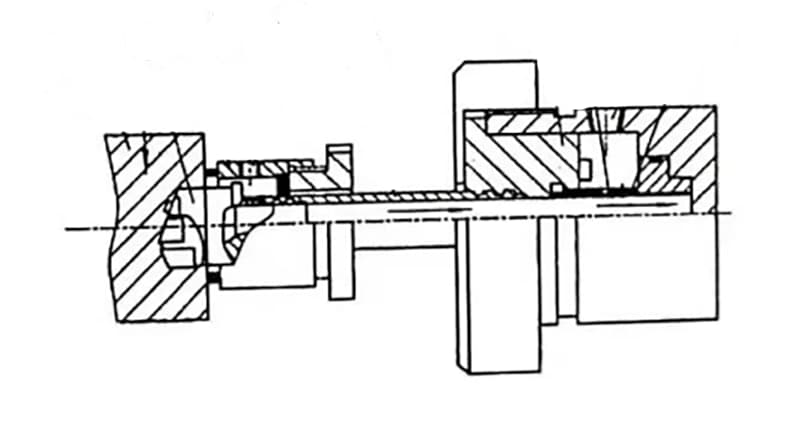
No sistema BTA, tanto a cabeça de perfuração como a haste são cilindros ocos. O princípio de funcionamento é ilustrado abaixo: O fluido de corte pressurizado entra no lubrificador, flui através do espaço anular formado entre a haste de perfuração e a parede do furo para a área de corte para arrefecimento e lubrificação, e empurra as aparas para a saída de aparas na cabeça de perfuração, que são depois ejectadas através da cavidade interior da haste.
As brocas de furo profundo de remoção de aparas internas são adequadas para diâmetros de maquinagem superiores a 20 mm, rácios de aspeto até 100, precisão IT7-IT10 e rugosidade de superfície Ra3.2-1.6μm. A sua eficiência de produção é mais de três vezes superior à da remoção externa de aparas.
Principais inconvenientes das brocas de furo profundo com remoção interna de aparas BTA: São necessárias máquinas-ferramentas especiais, bem como um dispositivo de separação de aparas do fluido de corte que utilize a sedimentação por gravidade ou a separação electromagnética para reciclar o fluido de corte. Além disso, forma-se uma zona de alta pressão entre a peça de trabalho e o lubrificador durante o corte, necessitando de uma vedação fiável antes da perfuração.
3. Broca de ejeção
O sistema de perfuração de furos profundos com remoção interna de aparas sofre de uma perda significativa no canal de fluido anular, exigindo maior pressão e taxas de fluxo durante a maquinação. Para resolver este problema, o mercado desenvolveu uma tecnologia de perfuração mais eficiente e de maior qualidade - a broca ejectora.
A broca ejectora emprega o princípio do efeito ejetor da dinâmica dos fluidos, utilizando um método de remoção interna de aparas de tubo duplo inventado com hastes de perfuração concêntricas. A ferramenta é ligada à máquina através de um conetor, e o sistema de perfuração ejectora utiliza uma haste de perfuração tubular de camada dupla. 2/3 do fluido de corte pressurizado entra no espaço anular entre as hastes de perfuração interior e exterior, fluindo em direção à área de corte para arrefecimento e lubrificação, e empurrando as aparas para a cavidade interior da haste de perfuração.
O restante 1/3 do fluido de corte é injetado a alta velocidade a partir de bicos em forma de meia-lua na haste de perfuração interior, criando uma área de baixa pressão dentro da cavidade interior, que aspira o fluido de corte que transporta as limalhas. Sob a dupla ação de injeção e sucção, as limalhas são rapidamente ejectadas da saída.
A alimentação de óleo na perfuração ejectora é feita através de um conetor rotativo, e o assento guia serve principalmente como suporte, permitindo que seja destacado da peça de trabalho. Isto é altamente vantajoso para a maquinação de cinco eixos, muitas vezes envolvendo superfícies não planas onde o assento da guia não pode estar em contacto direto com a peça de trabalho. Além disso, o efeito de vácuo criado durante a perfuração com ejetor facilita a remoção de aparas, oferecendo uma maior flexibilidade na utilização.
As brocas ejectoras são principalmente adequadas para maquinar furos com relações de aspeto não superiores a 100 e diâmetros entre 18 e 65 mm, com níveis de precisão entre IT9 e IT11.
4. DF System Perfurador de furo profundo
A broca de furo profundo do sistema DF, também conhecida como broca ejectora de tubo único, é a abreviatura de "Double Feeder". Esta ferramenta, desenvolvida em meados da década de 1970 pela Nippon Metal Company Ltd., Japão, evoluiu a partir da broca ejectora standard. Combina o método de ejeção de aparas da broca de furo profundo para remoção interna de aparas BTA standard com o método de sucção de aparas da broca ejectora.
A sua haste de perfuração única é suportada pelo fluido de corte, reduzindo a vibração e permitindo um maior espaço de remoção de aparas, resultando numa maior eficiência e precisão. É adequada para maquinagem de furos profundos de alta precisão; a sua eficiência de produção é 3 a 6 vezes superior à das brocas de pistola e três vezes superior à das brocas de remoção de aparas internas BTA, mas a um custo mais elevado.
As configurações da cabeça de perfuração acima indicadas indicam que, independentemente do método de remoção de aparas, o sistema inclui a peça de trabalho, as ferramentas, os acessórios especiais, as máquinas-ferramentas e os sistemas de controlo.
Os acessórios especiais dependem do método de fornecimento de fluido de corte, do método de remoção de aparas e do movimento relativo entre a peça de trabalho e a ferramenta. Assim, a maquinação de furos profundos requer equipamento e acessórios especializados, tornando a estrutura do equipamento complexa e dispendiosa.
Precauções para a maquinagem de furos profundos
Pontos-chave operacionais para a maquinagem de furos profundos
Assegurar a concentricidade do fuso e do casquilho de guia da ferramenta, do casquilho de suporte da barra de ferramentas e do casquilho de suporte da peça de trabalho; manter um sistema de fluido de corte claro e normal; evitar furos centrais na face da extremidade maquinada e perfurações em superfícies inclinadas; manter as formas normais das aparas, evitando aparas rectas em forma de banda; utilizar velocidades mais elevadas para a maquinagem de furos passantes, reduzindo a velocidade ou parando a máquina quando a broca está prestes a romper para evitar danos na broca.
Considerações sobre o fluido de corte na maquinagem de furos profundos
A maquinagem de furos profundos gera um calor de corte significativo, que é difícil de dissipar, exigindo um fluido de corte suficiente para a lubrificação e arrefecimento da ferramenta.
Normalmente, é utilizada uma emulsão 1:100 ou uma emulsão de extrema pressão; para requisitos de maior precisão e qualidade da superfície ou quando se maquinam materiais resistentes, escolher uma emulsão de extrema pressão ou uma emulsão de extrema pressão de alta concentração. A viscosidade cinemática do óleo de corte é normalmente escolhida a (40°C) 10-20cm²/s, com uma taxa de fluxo de fluido de 15-18m/s; utilizar óleos de corte de viscosidade inferior para diâmetros mais pequenos; para maquinagem de furos profundos de alta precisão, pode ser utilizada uma mistura de óleo de corte de óleo sulfurizado de extrema pressão 40% + querosene 40% + parafina clorada 20%.
A pressão e o caudal do fluido de corte estão intimamente relacionados com o diâmetro do furo e com o método de maquinagem, conforme detalhado na tabela de referência.
Broca de perfuração profunda de remoção de aparas externa
Broca de perfuração profunda para remoção de aparas internas
Abertura /mm
Pressão /MPa
Caudal /(L/min)
Abertura /mm
Pressão /MPa
Caudal /(L/min)
4-10
2.5-6
8-20
8-15
5-6.5
20-50
10-15
2-5
20-30
15-25
4-5.5
50-70
15-20
1.5~4.5
30-40
25-35
3-4. 5
70-100
20-25
1.5-4
40-50
35-45
2.5-3.5
100-125
25-30
1.5-3
50-60
45-80
2-3
125-200
Precauções na utilização de brocas para furos profundos
Assegurar que a face final da peça de trabalho é perpendicular ao eixo para garantir uma vedação fiável.
Faça um furo raso na posição do furo da peça de trabalho antes da maquinação oficial para guiar e centrar a broca.
Utilize o avanço automático para garantir a vida útil da ferramenta.
Substitua quaisquer componentes desgastados no injetor de fluido e no suporte central móvel para evitar afetar a precisão da perfuração.
Conclusão
A maquinagem de furos profundos ocupa uma posição vital no domínio da maquinagem mecânica, representando cerca de 40% da maquinagem de furos. O surgimento contínuo de novas peças de furo profundo de alta dureza e alto valor, difíceis de maquinar
exige maiores profundidades de processamento, precisão e eficiência. Como processo chave e aspeto desafiante, só compreendendo o conceito de furos profundos, as características e desafios da maquinação de furos profundos, e conhecendo de forma abrangente os tipos, estruturas e gamas de aplicação de várias brocas de furos profundos, é que a eficiência da maquinação de furos profundos pode ser melhorada.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou porque é que a maquinação de furos é mais difícil do que a modelação de superfícies externas? Este artigo revela as complexidades da perfuração, alargamento, mandrilagem e trepanação. Saiba como as diferentes ferramentas e...
Já alguma vez se perguntou como é que se fazem pequenos furos com tanta precisão no metal? Este artigo explora o fascinante mundo da perfuração, revelando os segredos por detrás de várias brocas e...
Já se interrogou sobre quais as empresas que lideram a indústria de máquinas de forjar na China? Este artigo apresenta os 10 principais fabricantes, destacando a sua história, avanços tecnológicos e influência no mercado. Desde a Shenyang Machine Tool...
Já alguma vez se perguntou como é que podemos cortar com precisão materiais duros como o vidro e a cerâmica? Neste artigo, exploramos a maquinação por ultra-sons, uma tecnologia fascinante que utiliza vibrações de alta frequência...
Já alguma vez se interrogou sobre a forma como as máquinas-ferramentas CNC são escolhidas para um desempenho ótimo? Na maquinagem CNC, a seleção de ferramentas de corte é crucial para a eficiência e precisão. Este artigo mergulha...
Imagine um mundo onde a precisão se encontra com a arte, onde o metal se dobra à vontade de mentes visionárias. No domínio das máquinas-ferramentas, a China emergiu como uma potência, forjando um...
Alguma vez se interrogou sobre quais as empresas que lideram a indústria de máquinas de moagem na China? Este artigo revela os 10 principais fabricantes, desde a Shenyang Machine Tool até à Wuhan Heavy Duty Machine...
Já se interrogou sobre quem são os principais intervenientes na indústria de máquinas de perfuração da China? Este artigo apresenta os principais fabricantes que dominam o mercado, destacando as suas inovações, extensas gamas de produtos e...
Descubra a linguagem secreta que dá vida às máquinas! Nesta cativante publicação no blogue, vamos mergulhar no fascinante mundo do código G e do código M, os comandos de programação essenciais que...