Defeitos comuns em peças dobradas: Causas e soluções
Porque é que as dobras de metal perfeitamente planeadas falham por vezes? Defeitos como fissuras, deformações e torções podem afetar as peças dobradas, comprometendo a sua qualidade e funcionalidade. Este artigo analisa as causas subjacentes a estes problemas, desde a tensão de tração a problemas de rigidez da matriz, e fornece soluções accionáveis para garantir que as suas peças dobradas cumprem os mais elevados padrões. Saiba como resolver e prevenir estes defeitos comuns, aumentando a fiabilidade e a precisão dos seus projectos de metalurgia.
1. Principais Causas e Manifestações de Defeitos em Componentes Dobrados
1. Fissuras de flexão
Estas formam-se frequentemente nos bordos exteriores da zona de deformação por flexão devido a tensões de tração. Para combater as fissuras de flexão, podem ser adoptadas as seguintes medidas
1) Aumentar o raio de curvatura relativo (1r/t), ou seja, utilizar um raio de curvatura maior durante o processo de conformação, adicionar procedimentos de remodelação e, finalmente, fazer com que o tamanho de r cumpra os requisitos de desenho.
2) Melhorar a qualidade da chapa metálica para reduzir a concentração de tensões causadas por rebarbas.
3) Minimizar os factores de resistência à deformação, tais como o desgaste do filete da ferramenta, folgas demasiado pequenas, lubrificação deficiente, discrepâncias graves de espessura e má qualidade da superfície da chapa.
4) Ter em atenção a direção de dobragem e a direção da fibra do material.
5) Aumentar os entalhes e os furos do processo. Se existirem cantos internos afiados no contorno da peça em bruto e tiverem de ser dobrados neste ponto, a concentração de tensão pode levar ao rasgamento. Por isso, é necessário adicionar entalhes ou orifícios de processamento no canto de transição, ou fazer com que a área de deformação por flexão fique longe do canto de transição.
2. Deformação por deformação
Esta situação é comum em grandes curvatura de placas e está associada ao retorno elástico. Se a secção transversal em largura for em forma de leque devido à deformação, a flexão de chapa larga difere porque a grande dimensão da largura aumenta a resistência à deformação.
Após a flexão, a secção transversal em termos de largura quase não se deforma, mas surge uma tensão adicional no material ao longo da direção da largura. Após a remoção da força de flexão, esta tensão adicional desaparece, causando a deformação na direção oposta da tensão adicional.
Assim, ocorre um empeno em toda a largura. Para eliminar o empeno, a linha da matriz do punção deve ser previamente transformada num arco. Isto irá gerar uma deformação na direção oposta à deformação durante a dobragem. Após o retorno elástico, o empeno é compensado e desaparece.
3. Deformação por torção
Trata-se da torção de um componente dobrado ao longo da direção da largura, de modo a que as projecções das duas extremidades não coincidam. A causa da torção deve-se ao facto de a força de corte não estar no mesmo plano, o que cria um binário que torce o componente dobrado. Outra causa de torção é a rigidez insuficiente da matriz.
Para evitar a deformação por torção, é necessário ajustar a força de corte para que fique no mesmo plano ou aumentar a rigidez da matriz.
4. Desvio
Refere-se a uma deslocação da peça em bruto durante a deformação por dobragem, fazendo com que a aresta dobrada se desvie da sua posição pré-determinada e resultando numa peça de trabalho sucateada. O desvio é um problema de qualidade comum nas operações de dobragem, perdendo apenas para dorso da mola. Ocorre frequentemente em peças de trabalho assimétricas.
Quando se dobram peças assimétricas, as áreas da peça em bruto em ambos os lados da linha de dobragem são desiguais, resultando em forças de fricção variáveis na folga da matriz e no filete. O lado com uma força de fricção menor entra primeiro na matriz, fazendo com que a peça de trabalho se desloque e as dimensões das duas arestas rectas não cumpram os requisitos de desenho.
Os métodos de prevenção do desvio incluem a definição de estratégias para o posicionamento da peça em branco e fixaçãoA utilização do posicionamento final do furo do processo com base no posicionamento inicial do contorno; o aumento da placa de pressão (haste); ou a utilização de uma haste de pressão com um entalhe para posicionamento e fixação. No caso de algumas peças dobradas assimétricas, estas podem ser transformadas em peças dobradas simétricas utilizando um único molde de dobragem para formar duas peças assimétricas, que são depois cortadas em duas peças dobradas após a formação.
2. Defeitos comuns em componentes dobrados e respectivas medidas de correção na produção
Na prática de produção, os componentes dobrados não cumprem frequentemente os requisitos do desenho do produto devido a defeitos. Os defeitos mais comuns no processamento de componentes dobrados e as respectivas medidas de correção são apresentados no Quadro 1.
Tabela 1: Defeitos comuns no processamento de componentes dobrados e respectivas medidas de correção.
Defeito
Esquema de defeitos
Causa da ocorrência
Medidas de correção
Abrasões superficiais
1) A folga entre o punção e a matriz é demasiado pequena.
2) O raio de filete na parte inferior do molde é demasiado pequeno.
3) As limalhas de ferro e outras partículas estão a aderir à superfície do componente dobrado.
2) Alargar ligeiramente o canto redondo da matriz côncava
3) Aplicar um valor de folga razoável e limpar cuidadosamente a superfície da peça dobrada
Fendas
1) O raio de curvatura (raio de punção r) é demasiado pequeno (inferior ao raio mínimo de curvatura lateral da chapa).
2) O lado da rebarba da chapa está situado no filete externo da dobra.
3) O material apresenta baixa plasticidade.
4) A camada de endurecimento por trabalho a frio é excessivamente espessa.
1) Aumentar adequadamente o raio de curvatura da matriz de punção, de modo a que seja superior ao raio de curvatura mínimo da chapa metálica.
2) Colocar o lado da chapa com rebarbas no canto interior da dobra.
3) Utilizar materiais que tenham sido submetidos a recozimento ou com boa plasticidade.
4) Ajustar de modo a que a linha de dobragem fique perpendicular ou num ângulo de 45 graus em relação à direção do grão da chapa metálica.
Deflexão
Induzida pelo ressalto, ou durante a flexão, é gerada uma tensão adicional ao longo da direção da largura. Esta tensão, no lado exterior da camada neutra, é de tração, enquanto no lado interior é de compressão.
Uma vez que o força de flexão é removida, a tensão adicional desaparece, causando deformação na direção oposta à tensão adicional, especificamente, encurtamento no lado exterior e alongamento no lado interior, resultando em deformação por flexão ao longo da largura.
Ao utilizar a dobragem correctiva e ao pré-formar a aresta da matriz numa curva, a deformação na direção oposta à da dobragem é induzida na peça durante a dobragem. Aquando do recuo, a deformação de torção é compensada e desaparece.
Base irregular
O matriz de dobragem falta de uma placa de retenção (almofada de pressão), ou força de retenção insuficiente, fazendo com que a chapa metálica não pressione firmemente contra a parte inferior do punção durante a dobragem, resultando em problemas de produção.
Implementar um molde de dobragem com uma placa de alimentação superior (ou de prensagem), ou aumentar adequadamente a força da placa de alimentação superior (ou de prensagem) no molde de dobragem. Isto assegura que é aplicada pressão suficiente à chapa metálica no início do processo de dobragem. processo de dobragemgarantindo um fundo plano na parte dobrada.
Distorção do furo
A distância entre a parede do furo e a aresta de dobragem é demasiado pequena (inferior à distância mínima entre a parede do furo e a aresta de dobragem), fazendo com que o furo se encontre na zona de deformação ou demasiado perto dela. Durante a flexão, o lado exterior da camada neutra é esticado e o lado interior é comprimido, alterando a forma do furo.
Assegurar que a distância entre o bordo do furo e o lado da dobragem é superior à distância mínima entre o bordo do furo e o lado da dobragem, ou processar o furo após a dobragem. Quando a funcionalidade da peça dobrada o permitir, pode também ser criado um orifício ou ranhura de processamento na área de dobragem para reduzir a tensão de deformação.
Durante a dobragem, ocorrem deformações plásticas e elásticas na peça metálica. Após a remoção da força de dobragem, a deformação elástica desaparece imediatamente, enquanto a deformação plástica permanece (conhecida como retorno elástico), resultando numa peça metálica processada com uma forma e tamanho inconsistentes com os do molde de dobragem.
1) O valor do ressalto, quer seja pré-calculado ou obtido experimentalmente, pode ser compensado ou deduzido na forma e tamanho correspondentes da parte de trabalho do molde. Este método permite que a dobra obtenha a forma e o tamanho exigidos pelo design do produto.
2) Em vez da flexão livre, é utilizada a flexão correctiva.
Linha de dobragem e bordo de dobragem não paralelos
Os componentes dobrados com arestas biseladas situadas na zona de deformação não podem atingir a forma e o ângulo desejados se a altura da aresta reta for inferior ao dobro da altura mínima da aresta reta de dobragem.
1) Quando a utilização do componente dobrado permite, a forma da peça deve ser alterada, aumentando a dimensão da aresta inclinada.
2) Se a funcionalidade do componente dobrado não o permitir, a inclinação deve ser processada após a dobragem.
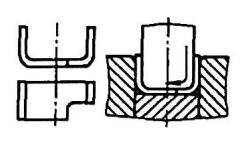
Peça em forma de U com furos laterais desiguais, curvatura por pressão
1) A imprecisão no posicionamento da chapa metálica durante a dobragem, ou o deslizamento durante o processo de dobragem, resulta no desalinhamento dos centros dos furos ao longo da direção da altura.
2) Devido ao efeito de ricochete, o ângulo de flexão de ambos os lados não é totalmente alcançado, causando o desalinhamento das linhas de centro dos furos.
1) Considerar a adição de orifícios de processo de posicionamento quando a funcionalidade da peça dobrada o permitir.
2) Aumentar o molde de dobragem com uma placa de pressão e um pino de posicionamento antiderrapante.
3) Compensar (ou deduzir) o valor do retorno elástico nas formas e tamanhos correspondentes das peças de trabalho do molde.
Saliência da extremidade
Este fenómeno é particularmente notório na flexão de placas espessas. Durante o processo de flexão, as fibras longitudinais no interior da camada neutra são comprimidas devido à tensão de compressão, e a direção da largura é esticada devido à tensão de tração. Isto resulta numa saliência nas extremidades na direção da largura da peça dobrada.
1) Posicionar o bordo de rebarba do material em folha no interior da dobra.
2) Pré-definir os entalhes do processo em ambas as extremidades da linha de dobragem da chapa e aplicar uma compensação negativa para o estiramento na direção da largura.
Desvio dimensional
A forma assimétrica do componente dobrado, juntamente com forças de fricção desiguais, resulta num desequilíbrio de tensão em ambos os lados da peça em bruto. Isto leva à formação de superfícies de deslizamento no blank durante a dobragem, causando discrepâncias nas dimensões.
1) Utilizar um molde de dobragem com uma placa de alimentação superior (ou alimentação por pressão) e incorporar pinos de posicionamento para um posicionamento preciso da placa.
2) Quando as condições o permitirem, utilizar a dobragem simétrica seguida de seccionamento da peça como passo final.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
A curvatura de tubos é essencial em muitas indústrias, mas os defeitos podem comprometer a segurança e a qualidade. Imagine descobrir formas de evitar estes problemas antes de eles começarem. Este guia mergulha em...
Já alguma vez se perguntou porque é que dobrar chapas de aço de alta resistência pode ser tão complicado? Este artigo explora os defeitos comuns encontrados durante o processo de dobragem livre de chapas de aço de alta resistência, tais como...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Como é que uma máquina de dobragem pode revolucionar o processamento de chapas metálicas? Este artigo explora três técnicas inovadoras para dobradoras de painéis de chapa metálica: achatamento, arredondamento e dobragem moldada. Ao compreender estes métodos, os leitores...
Já alguma vez se perguntou como é que uma prensa dobradeira molda o metal com tanta precisão? Este artigo revela as partes e funções fascinantes de uma prensa dobradeira, mostrando-lhe o seu papel essencial...
Já alguma vez pensou no que sustenta os candeeiros de rua que nos guiam até casa? Neste blogue, vamos explorar o fascinante mundo dos postes de iluminação, desde os seus materiais e...