Explicação do processo de deformação na dobragem de chapas metálicas
O que é que faz com que uma folha de metal plana se transforme em formas complexas com precisão e exatidão? A resposta está no intrincado processo de deformação da dobragem de chapas metálicas. Este artigo analisa a mecânica de como as chapas metálicas são dobradas em várias formas, como as formas em V e em U. Ao compreender as fases da dobragem - desde o elástico ao plástico puro - obterá informações sobre as forças em jogo e as características dos diferentes métodos de dobragem. Continue a ler para descobrir como estes processos garantem a criação de componentes metálicos precisos e fiáveis.
O processo de transformação de chapas metálicas ou de outros perfis em peças de chapa com ângulos, curvaturas e formas específicas através da dobragem é conhecido como dobragem de chapas metálicas (como a dobragem de chapas em peças em forma de V, em forma de U e em forma de S, etc.).
A operação de dobragem é um processo de deformação, amplamente utilizado na produção de estampagem. Existem muitos métodos e equipamentos gerais/especiais utilizados para a dobragem, incluindo a dobragem por pressão, a dobragem por rolo, a dobragem por tração, a dobragem por enrolamento e a perfilagem.
Embora o equipamento e as ferramentas utilizadas nos vários dobragem de chapa Os métodos de deformação diferem entre si, mas os seus processos de deformação, características e propriedades são essencialmente os mesmos, partilhando alguns pontos comuns.
O processo de utilização de moldes de dobragem numa máquina de prensagem para moldar folhas ou perfis é conhecido como dobragem por prensagem. A dobragem por prensagem é o método mais amplamente utilizado de chapa metálica dobragem de moldes, o principal objetivo deste artigo.
Breve visão geral do processo de deformação por dobragem da prensa de chapa metálica
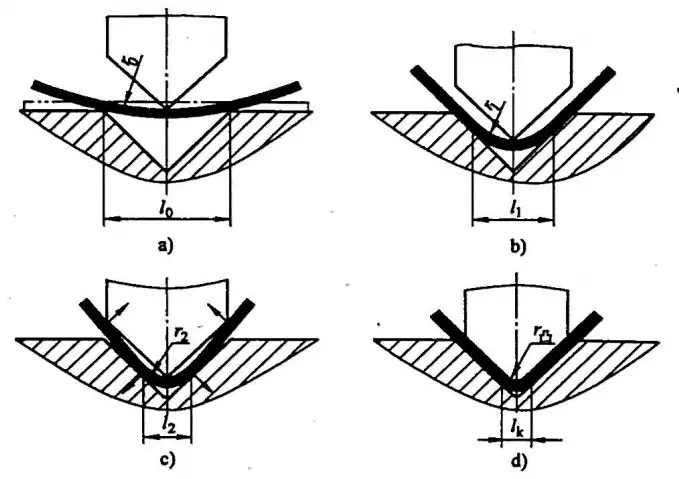
A Figura 2-1 ilustra o esquema do processo de deformação por flexão de correção da chapa no molde de flexão em forma de V.
Como mostra o diagrama do processo de dobragem por prensagem, a folha é dobrada livremente na fase inicial da dobragem (ver Figura 2-1a); à medida que a prensas de punção para baixo, o bordo reto da folha aperta gradualmente contra a superfície de trabalho da matriz em forma de V e o raio de curvatura r0 passa a ser r1 (ver Figura 2-1b);
À medida que o punção continua a descer, a área de dobragem da chapa diminui gradualmente até a chapa entrar em contacto com o punção em três pontos, altura em que o raio de dobragem muda de r1 para r2(ver Figura 2-1c); depois disso, a parte da borda direita da folha dobra-se na direção oposta à anterior e, quando o curso termina, o punção e a matriz corrigem a folha, fazendo com que os cantos arredondados e as bordas direitas da folha fiquem totalmente apertados contra o punção (ver Figura 2-1d), resultando na peça desejada.
A Figura 2-1 representa o esquema da correção da deformação por flexão em chapas metálicas dentro de um molde de flexão em forma de V.
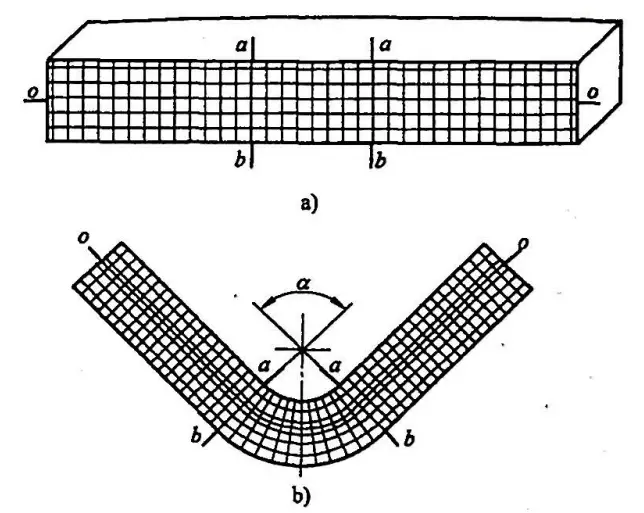
Como mostra a Figura 2-2, a grelha de deformação da vista lateral da chapa metálica antes e depois da dobragem é ilustrada. Observando a Figura 2-2, é evidente que, na parte plana da chapa metálica, a grelha mantém o seu estado de pré-dobragem, com alterações significativas apenas no intervalo do ponto central ângulo de flexão α.
Isto indica que a deformação por flexão ocorre principalmente na área do ângulo de flexão central α da peça. Antes da flexão, as fibras aa'=bb'. Após a flexão, as fibras longitudinais exteriores bb' são esticadas (bb>bb'), e as fibras longitudinais internas aa são comprimidas e encurtadas (aa'<aa').
A partir das superfícies interior e exterior até ao centro da peça, cada camada de fibras diminui gradualmente em extensão de encurtamento ou alongamento. Entre as duas zonas de deformação de encurtamento ou alongamento, deve existir uma camada de fibras que permaneça inalterada em comprimento, designada por camada neutra da peça.
Figura 2-2. Grelha de deformação da vista lateral da chapa metálica antes e depois da flexão
a) Grelha antes da dobragem
b) Deformação da grelha após flexão
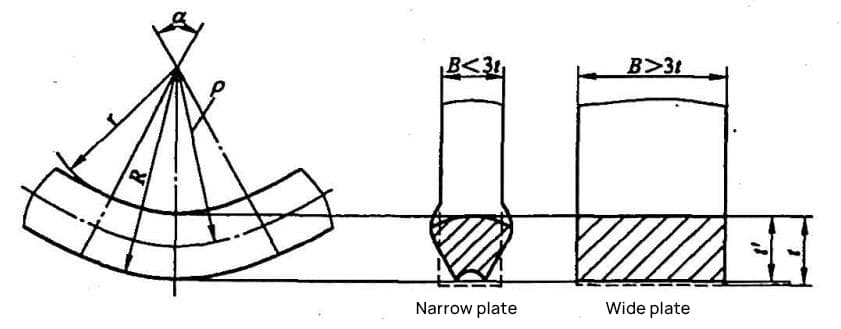
A Figura 2-3 ilustra a deformação da secção transversal na zona de flexão da chapa metálica. Como se pode ver nas Figuras 2-2 e 2-3, na zona de deformação por flexão, a chapa metálica torna-se mais fina, ou seja, a espessura 't' diminui para 't", sendo 't" igual a 'ηt' (η é o coeficiente de diluição).
Figura 2-3 Esquema de deformação transversal na zona de flexão da chapa metálica
A secção transversal da chapa metálica sofre uma distorção. A área dentro da camada neutra alarga-se transversalmente devido ao encurtamento das fibras longitudinais, enquanto a área fora da camada neutra se contrai transversalmente devido ao alongamento das fibras longitudinais.
Esta distorção da secção transversal da chapa metálica dobrada é mais proeminente quando se dobra uma chapa estreita (B3t), a secção transversal permanece essencialmente inalterada, ou seja, a largura da chapa metálica não se altera. Considera-se geralmente que o coeficiente de largura β=B'/B=1, em que B é a largura da chapa metálica e B' é a largura após a flexão. Para analisar melhor os fenómenos de flexão, o processo de deformação por flexão da chapa metálica é discutido em três fases.
1. Fase de flexão elástica
Quando a chapa metálica começa a dobrar, o raio de curvatura está no seu máximo. A tensão em todas as camadas de fibras ao longo da espessura da chapa não atingiu o limite de elasticidade e a distribuição de tensões é a seguinte Lei de Hooke linearmente. A chapa encontra-se num estado de deformação elástica, uma fase designada por fase de deformação elástica.
2. Fase de flexão elasto-plástica
À medida que a chapa metálica é dobrada, o raio de curvatura diminui gradualmente e as fibras de ambos os lados da chapa começam a ceder e a entrar na gama plástica. Neste ponto, formam-se duas regiões de deformação elástica e deformação plástica na direção da espessura da chapa. À medida que o grau de flexão aumenta, a região elástica central diminui gradualmente e as regiões plásticas de ambos os lados expandem-se gradualmente. Esta fase de flexão é designada por fase de deformação elasto-plástica.
3. Estágio de flexão de plástico puro
Se o grau de flexão da chapa continuar a aumentar, correspondendo a um raio de flexão muito pequeno, a região elástica perto da camada neutra reduz-se a uma extensão negligenciável. Pode assumir-se que toda a espessura da chapa se encontra dentro da gama plástica, razão pela qual se designa por fase de flexão plástica pura.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...