Com a melhoria contínua dos níveis salariais dos trabalhadores na indústria de estampagem, a redução dos custos de fabrico manual da estampagem tornou-se uma tarefa urgente para os fabricantes de hardware. O método mais comum para o conseguir é através da utilização de um molde contínuo.
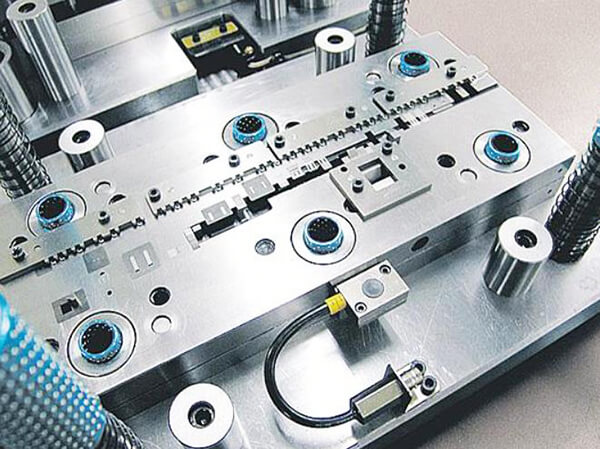
A tecnologia de matriz contínua é uma forma eficaz de estabelecer uma linha de produção de estampagem automática eficiente e de baixo custo. No entanto, a precisão e a complexidade dos componentes necessários para a matriz contínua colocam alguns desafios.
A conceção de um molde contínuo requer mais atenção aos pormenores do que os moldes de estampagem em geral, uma vez que a precisão é fundamental. Isto reflecte-se principalmente nos seguintes aspectos:
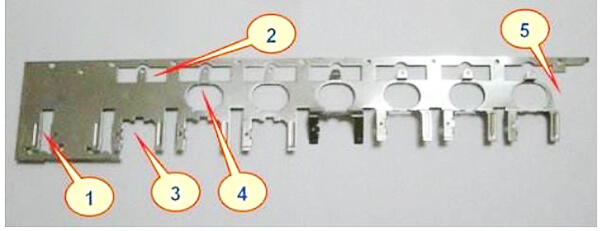
(1) Quando existem muitos orifícios de perfuração, o comprimento do punção pequeno não deve ser demasiado grande
As matrizes de estampagem com vários punções podem ser equipadas com punções de diferentes alturas para criar uma matriz escalonada, o que ajuda a distribuir a pressão de perfuração e a reduzir a carga sobre os punções.
No entanto, é importante notar que, ao utilizar punções escalonados, os punções mais pequenos devem ser mais curtos e os punções maiores mais compridos para garantir uma rigidez suficiente. A diferença entre os dois deve ser igual à altura (espessura da folha).
Quando se utiliza o molde escalonado, recomenda-se que se faça primeiro o furo maior e depois o furo mais pequeno. Isto ajuda a evitar que o material aperte o punção mais pequeno durante o punção maior e o faça partir devido a uma rigidez insuficiente.
(2) O cunho contínuo deve estar equipado com dispositivos de posicionamento em degrau, tais como material de retenção e bordo lateral, na medida do possível
Para garantir a distância consistente entre passos de uma matriz contínua ao estampar uma peça, é crucial um posicionamento exato da tira. Vários dispositivos de posicionamento comummente utilizados na matriz contínua incluem pinos de retenção fixos, pinos-guia, placas-guia, bordos laterais, etc.
Durante a estampagem, o posicionamento preliminar deve ser feito utilizando pinos de retenção fixos, enquanto os pinos-guia instalados na matriz devem ser utilizados para o posicionamento correto da tira durante o corte. Os bordos laterais, por outro lado, controlam a distância de alimentação do material da tira em cada etapa.
O comprimento do bordo lateral deve ser igual ao comprimento do degrau mais 0,05-0,5 mm, consoante a espessura do material.
(3) A cavilha-guia (agulha-guia) do molde contínuo não deve ser demasiado comprida
Um bom dispositivo de posicionamento é essencial para controlar a fase de alimentação num molde contínuo.
Os dispositivos de posicionamento habitualmente utilizados incluem pinos-guia, pinos de paragem inicial, bordos laterais, entre outros.
O pino-guia é um método de posicionamento de precisão amplamente utilizado em matrizes contínuas. Quando utilizado com um sensor de deteção de falhas de entrega, pode também emitir um alarme e desligar-se para proteger a matriz. Por conseguinte, é frequentemente utilizado em matrizes de estampagem contínua.
Nas matrizes de estampagem contínua de alta precisão, é frequentemente efectuada uma pré-perfuração, seguida da utilização do pino-guia para dirigir a bobina em cada passo. O diâmetro do pino-guia é normalmente de 1,2 a 6 mm.
É importante notar que o comprimento do pino guia não deve ser demasiado longo e o comprimento que entra no orifício guia não deve ser excessivo, uma vez que pode causar má alimentação da matriz, alimentação da correia e outros problemas.
Por conseguinte, o comprimento do corpo reto da cavilha-guia do sistema contínuo matriz de estampagem deve ser a espessura da cofragem fixa da cavilha-guia mais a espessura de um material.
(4) Na matriz contínua e noutras matrizes de estampagem automática, não é adequado utilizar uretano e borracha de éster de polihélio como elementos de decapagem
A matriz contínua é uma matriz de produção de alta eficiência com uma vida útil de 500.000 a 5 milhões de ciclos e uma velocidade de perfuração de mais de 40 vezes por minuto.
Ao utilizar elementos elásticos como o uretano ou o poliuretano para a descarga, existe o risco de a força de descarga ser insuficiente e de o desempenho não ser fiável devido à sua vida útil limitada.
Para garantir um funcionamento fiável e normal do molde contínuo e reduzir a manutenção, recomenda-se a utilização de uma mola com uma vida útil elevada como elemento de descarga.
(5) A forma complexa ou delgada na matriz de estampagem contínua não deve ser perfurada de uma só vez
Não é aconselhável puncionar uma forma complexa e esbelta de uma só vez utilizando um molde contínuo. Se possível, o processo deve ser dividido em várias etapas e perfurado por fases. Esta abordagem pode facilitar o processamento do furo da matriz, prolongar a sua vida útil, facilitar a reparação da matriz e melhorar a eficiência da produção.
(6) São reservados passos vazios no projeto para facilitar a depuração e a modificação do molde
Ao conceber peças de desenho contínuo ou produtos com um tamanho de formação instável, a conceção de uma estação vazia não pode ser ignorada.
Para isso tipo de matrizDurante a conceção do desenho do esquema, é frequente deixar uma ou duas estações vazias após o primeiro desenho e moldagem, proporcionando alguma flexibilidade para as alterações e ajustes necessários após o teste da matriz.
No caso de peças de bucins, é colocada uma estação vazia entre o primeiro desenho e o segundo desenho.
Além disso, se o orifício do punção ou da matriz estiver demasiado próximo, deve também ser reservado um espaço no esquema para proteger as estruturas como o punção, a inserção da matriz, a base da matriz pequena e carboneto cimentado inserir.
Uma estação vazia é reservada entre a etapa de moldagem e a última etapa de corte para facilitar a instalação da matriz e da placa de descarga e para melhorar a resistência da matriz.
(7) Conceção anti-salto de aparas
A matriz contínua é um processo de estampagem contínua de produtos, especialmente quando estão envolvidas várias operações de perfuração e corte.
Para evitar o esmagamento do produto e garantir a estabilidade da matriz, é normalmente necessária uma estrutura de resíduos anti-salto durante o processo de estampagem.
Principalmente a partir dos seguintes pontos:
- O punção tem uma forma especial, que pode aumentar a aderência dos resíduos ao gume da faca;
- Acrescentar um orifício para perfurar;
- O gume da faca deve ter a forma de um V ou de uma cauda de andorinha fixação;
- Distância razoável para reduzir os saltos;
- Dispositivo de aspiração de resíduos no molde.
(8) O suporte de modo contínuo não pode ser deformado
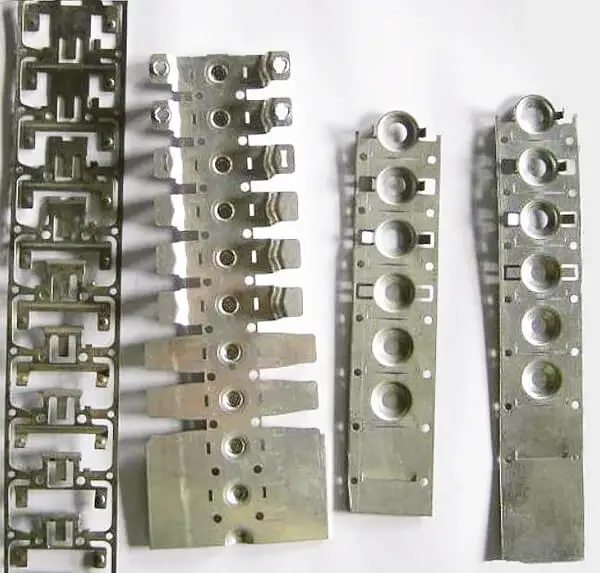
Num molde contínuo, as peças de trabalho de cada processo são transferidas utilizando materiais excedentes sobrepostos como transportadores.
Durante a última processo de branqueamentoAs peças de trabalho são geralmente separadas dos materiais da correia.
A sobreposição utilizada como suporte num molde contínuo é designada por suporte de módulos contínuos.
As formas comuns de suporte utilizadas em matrizes contínuas são o suporte de borda, o suporte intermédio, o suporte de dupla face, o suporte de face única e outros.
O suporte de material de borda é utilizado para perfurar um orifício de guia na borda do material residual da peça de trabalho, o que ajuda a localizar processos de conformação como a estampagem profunda e a dobragem.
Os transportadores têm as vantagens de uma conceção simples, fiabilidade e poupança de material, o que os torna amplamente utilizados.
O transportador central corta a maior parte dos materiais à volta da peça de trabalho ao longo da tira, deixando apenas uma pequena quantidade de material de ligação no meio da direção da largura da tira. No entanto, este transportador tem pouca rigidez e pouca estabilidade na estampagem contínua.
Um transportador de dupla face foi concebido para minimizar a quantidade de material deixado em ambos os lados da correia, mantendo a rigidez e evitando a deformação. Este tipo de transportador é normalmente utilizado para estampagem contínua de materiais finos e peças com grandes distâncias de alimentação.
Por outro lado, um suporte de um lado só deixa uma pequena quantidade de material num dos lados da peça de trabalho. No entanto, tem pouca rigidez e só é adequado para a estampagem contínua de peças de trabalho com material espesso e pequenas distâncias de avanço.
Uma vez que a matriz contínua exige uma elevada precisão de passo, é crucial assegurar que o suporte permanece rígido e sem deformações, a fim de manter a precisão dimensional e melhorar a estabilidade de trabalho. Por conseguinte, a conceção do suporte é um aspeto crítico do processo de conceção da matriz.
Para garantir que o suporte tem resistência e rigidez suficientes, a dimensão da volta é frequentemente aumentada de forma adequada. Nos casos em que um suporte de uma face não tenha resistência suficiente, podem ser concebidos suportes de duas faces ou intermédios.
Além disso, para evitar que a deformação da peça de trabalho afecte o suporte, é feito um entalhe de processo entre o suporte e a peça de trabalho para os separar.
(9) Desmontagem rápida e proteção das peças
Na conceção de um molde contínuo, é particularmente importante assegurar uma desmontagem rápida das peças e a utilização de peças normalizadas para evitar erros.
Para facilitar a rápida reparação do molde, o conjunto completo de moldes não é normalmente removido da máquina durante a manutenção contínua. Em vez disso, apenas os componentes e modelos que necessitam de reparação são removidos individualmente quando a máquina está parada. Por conseguinte, é crucial conceber uma estrutura de desmontagem rápida.
Durante a substituição de peças e gabaritos, é comum a instalação equivocada de peças ou o desalinhamento de gabaritos, o que pode danificar o molde. Assim, é fundamental atentar para a antiestupidez das peças e gabaritos para evitar tais erros.
Conclusão
O texto acima partilha alguma experiência pessoal com a conceção de moldes. Se está interessado em moldes de estampagem e enfrenta desafios no fabrico de ferragens, não hesite em deixar os seus comentários abaixo.