Técnicas de revestimento de fio duplo: Um mergulho profundo no fabrico aditivo
O processo de soldadura por sobreposição tem alta eficiência e baixo custo de equipamento, e é amplamente utilizado no fabrico e reparação de peças, na modificação de superfícies de materiais e na produção flexível de pequenos e médios lotes de componentes metálicos. Na utilização efectiva de equipamento de engenharia subterrânea, o equipamento está sujeito a forças complexas e [...]
O processo de soldadura por sobreposição tem uma elevada eficiência e um baixo custo de equipamento, sendo amplamente utilizado no fabrico e reparação de peças, na modificação de superfícies de materiais e na produção flexível de pequenos e médios lotes de componentes metálicos.
Na utilização efectiva do equipamento de engenharia subterrânea, o equipamento está sujeito a forças complexas e a condições de trabalho difíceis.
Por exemplo, a máquina de perfuração de túneis é uma máquina de perfuração de túneis que utiliza o método de blindagem. Durante a utilização da máquina de perfuração de túneis no subsolo, a cabeça de corte e os componentes relacionados, tais como os blocos de proteção da cabeça de corte, o assento de corte e o assento do raspador de arestas, sofrem inevitavelmente desgaste.
A sobreposição processo de soldadura não se aplica apenas ao refabrico e reparação de componentes desgastados da cabeça de corte, mas também à preparação aditiva de camadas resistentes ao desgaste e redes resistentes ao desgaste de peças, a fim de aumentar a resistência ao desgaste das peças. Na produção atual, a fim de melhorar a eficiência da produção, é frequentemente utilizada uma corrente de soldadura maior.
No entanto, devido às limitações da sobreposição qualidade da soldaduraQuando a corrente é demasiado grande, a taxa de diluição aumenta, o que pode causar defeitos como a segregação da composição da liga e a perda de metal líquido durante o processo de soldadura por sobreposição.
Pelo contrário, quando a corrente de soldadura no revestimento aplicação de soldadura for relativamente pequeno, conduzirá a uma menor eficiência da produção.
A soldadura com fio duplo, como um método de soldadura eficiente, tem sido cada vez mais alvo de preocupação por parte das pessoas. A soldadura com fio duplo pode atingir uma elevada taxa de deposição de solda, e também melhorar a composição e cristalização do cordão de soldadura utilizando o campo de temperatura e o ciclo térmico da soldadura de fio duplo, melhorando assim a microestrutura e o desempenho da camada de soldadura de sobreposição.
Por conseguinte, a exploração da aplicação da soldadura de fio duplo na soldadura por sobreposição, o equilíbrio da forma e da qualidade da soldadura por sobreposição e a melhoria da eficiência real da produção são de grande importância para a aplicação técnica prática da soldadura por sobreposição.
Sistema de fabrico aditivo por soldadura por sobreposição
O fonte de energia de soldadura utilizada na experiência é a QINEO PULSE 600 da CLOOS. Quando se utiliza a máquina de soldar QINEO para efetuar soldaduras de pequena corrente soldadura por impulsosA formação é muito bonita e os salpicos são pequenos.
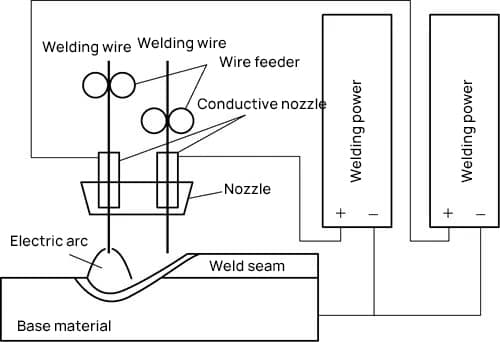
Com base nisto, é desenvolvido um processo de soldadura de fio duplo que não só considera a qualidade da costura de solda, mas também melhora muito a eficiência da deposição de solda. O equipamento de soldadura de fio duplo adopta uma estrutura de pistola de fio duplo, na qual os dois fios são constantemente fundidos na mesma piscina.
O fio frontal fornece pré-aquecimento para o fio traseiro, e o fio traseiro reaquece o fio frontal, o que melhora a microestrutura e o desempenho da camada de soldadura sobreposta.
Uma vez que os dois fios estão isolados um do outro, é possível utilizar uma variedade de combinações flexíveis e diversificadas.
Isto não só permite o ajuste independente dos parâmetros dos dois fios, mas também permite a seleção de dois diâmetros diferentes e materiais diferentes de fios de acordo com requisitos de aplicação específicos, cobrindo assim uma vasta gama de aplicações.
O princípio de funcionamento da soldadura de duplo fio com poça de fusão partilhada é apresentado na Figura 1.
Figura 1: Princípio de funcionamento da soldadura de duplo fio com poço de fusão partilhado.
Em comparação com a soldadura de fio simples na experiência, os fios simples e duplos são livremente trocados através do sistema de soldadura de fio duplo, enquanto outros métodos de soldadura e condições de gás de proteção permanecem inalterados.
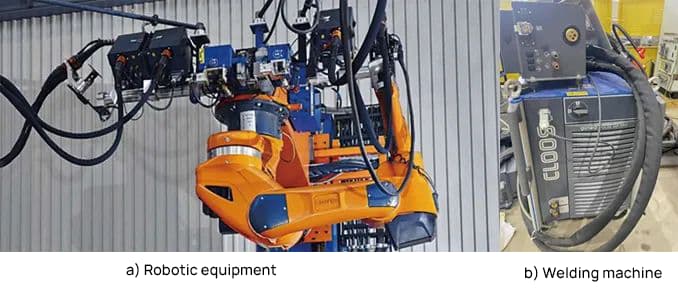
Na experiência, a máquina de soldar QINEO PULSE 600 da CLOOS é utilizada como potência de soldadura para fundir o fio de soldadura de sobreposição, e o robô CLOOS está equipado com uma pistola de soldadura de fio duplo para garantir a precisão do movimento da pistola de soldadura durante a soldadura e para controlar a velocidade de soldadura. Algumas partes do sistema de soldadura por sobreposição e do hardware são mostradas na Figura 2.
Figura 2: Sistema de soldadura por sobreposição e hardware.
Métodos e processos experimentais
O material de base utilizado na experiência é Q235 com uma espessura de 12 mm, e a sua composição química principal é apresentada na Tabela 1. O fio de soldadura resistente ao desgaste UTP AF ROBOTIC 600 é utilizado na experiência, com um modelo de DIN 8555: MSG 6-GF-60-GP, e a sua composição química principal é apresentada na Tabela 2. O diâmetro do fio de soldadura é de 1,2 mm. O gás de proteção utilizado é 80% Ar + 20% CO2.
Quadro 1: Composição química do material de base (fração mássica) (%)
C
Si
Mn
S
P
0.22
0.35
0.14
0.045
0.045
Tabela 2: Composição química do fio de soldadura (fração mássica) (%)
C
Si
Mn
Cr
Mo
0.57
2.56
0.54
8.96
0.01
Os parâmetros de soldadura tradicionais para a soldadura de fio único são apresentados na Tabela 3.
O efeito da soldadura é mostrado na Figura 3, com uma largura de soldadura de 10,64 mm, altura de soldadura de 3,43 mm e profundidade de fusão de 1,13 mm.
Figura 3: Efeito da soldadura por sobreposição de fio único
Para o ensaio de soldadura por sobreposição de fio duplo, o método de soldadura e gás de proteção As condições foram consistentes com as da soldadura por sobreposição de fio único. O alongamento seco na experiência foi de 20mm. Utilizando o método experimental ortogonal, a corrente do fio frontal, a corrente do fio traseiro e a velocidade de soldadura foram ajustadas para realizar uma experiência ortogonal de três factores e quatro níveis. Os dados relativos à largura e altura da soldadura foram obtidos através da observação e medição da formação da soldadura. Alguns parâmetros de soldadura e o tamanho da soldadura são apresentados na Tabela 4.
Tabela 4: Parâmetros de soldadura para soldadura de duplo fio
Analisando os dados da corrente de soldadura, da largura e da altura da soldadura da soldadura de fio duplo, pode ver-se que quando a corrente e a velocidade de soldadura mudam, considerando a flutuação da largura e da altura da soldadura causada por variações na formação da soldadura e erros de medição, a mudança na altura da soldadura não é significativa, enquanto a mudança na largura da soldadura é mais proeminente.
Quando a velocidade de soldadura é mantida constante a 35cm/min, 40cm/min e 45cm/min, respetivamente, a relação entre a largura da soldadura e a corrente do fio frontal/traseiro é ajustada com uma equação de superfície.
A função do modelo de equação de superfície estabelecida é:
Na fórmula:
y - largura da soldadura (mm); x1 - corrente do fio frontal (A); x2 - corrente do fio traseiro (A); a0, a1, a2, a3, a4, e a5 - coeficientes.
Quando as velocidades de soldadura são de 35cm/min, 40cm/min e 45cm/min, os coeficientes a3, a4 e a5 na equação são aproximadamente 0. Quando a velocidade é de 35cm/min, a equação de ajuste da superfície é:
Assim, pode inferir-se que os termos x1x2, x12 e x22 na equação de ajuste têm um impacto relativamente pequeno no valor de y.
Utilizando a fórmula de ajuste para testar os dados experimentais às velocidades de 40cm/min e 45cm/min, e introduzindo os valores de corrente dos fios da frente e de trás para obter o valor de y, os valores calculados de y e a largura real da soldadura apresentam um erro bastante uniforme.
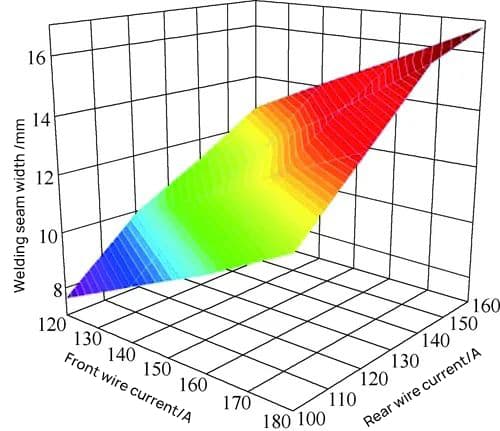
A relação entre a largura da soldadura e a corrente da soldadura de duplo fio pode ser obtida a partir da fórmula (2), como mostra a figura 4.
Figura 4: Relação entre a largura da soldadura e a corrente da soldadura com duplo fio.
De acordo com a fórmula (2), a largura da soldadura está positivamente correlacionada com a corrente dos fios da frente e de trás, e aproxima-se de uma relação linear, com o efeito da corrente do fio de trás a ser maior. No processo de soldadura real, o fio da frente tem um efeito de pré-aquecimento no fio de trás, enquanto o fio de trás tem um efeito significativo na poça de fusão.
A poça de fusão é influenciada pela força do arco do fio de retorno e pelo calor contínuo, o que aumenta a tendência do fluxo de metal líquido na poça de fusão e, em última análise, leva a um aumento da largura da soldadura.
Quando as correntes de soldadura da surfaçagem de fio duplo são 140A e 120A, e a velocidade de soldadura é de 30cm/min, a largura da soldadura é de 10,73mm, a altura é de 3,23mm e a profundidade de penetração é de 0,82mm. O efeito de revestimento é bom, como mostra a figura 5.
Nesta altura, a dimensão do revestimento de duplo fio é semelhante à do revestimento de fio simples e a profundidade de penetração do revestimento de duplo fio é menor. A zona afetada pelo calor é reduzido, o grau de reação com o metal de base é reduzido e a taxa de diluição é diminuída, o que é benéfico para melhorar a qualidade do revestimento.
A velocidade de soldadura é aumentada em mais de 50% em comparação com a surfaçagem tradicional de fio único, melhorando consideravelmente a eficiência da produção.
Figura 5: Efeito da superfície de soldadura de fio duplo.
Ensaios e análises de microestruturas:
Para as amostras de surfaçagem de fio duplo e de fio simples, foi obtido um espécime de surfaçagem de 20mm×10mm×10mm por corte, e o seu desempenho foi testado e analisado. Os parâmetros de soldadura são apresentados na Tabela 5.
Tabela 5 Principais parâmetros de soldadura dos espécimes
Projeto
Corrente de soldadura IA
Tensão do arco IV
Velocidade de soldadura (cm/min)
Ensaio de soldadura com fio duplo 1
120 (frente) 100 (traseira)
20.4 (frente) 20,9 (traseira)
30
Ensaio de soldadura com fio duplo 2
120 (frente) 120 (traseira)
20.4 (frente) 21,2 (traseira)
30
Ensaio de soldadura com fio duplo 3
140 (frente) 120 (traseira)
21,3 (frente) 21,2 (traseira)
30
Amostra de soldadura de fio único
164
19.8
18
Ensaio de microdureza
Foi utilizado um aparelho de ensaio de microdureza por imagem do tipo 600HVS-1000AVT da China para efetuar os ensaios de microdureza nas amostras. O indentador Vickers tinha a forma de uma pirâmide de quatro lados. A carga foi de 300g (2,94N) e 100g (98N), e o tempo de espera foi de 15s.
As amostras de soldadura de fio duplo e de fio simples foram medidas ao longo da linha de fusão, começando pela superfície da soldadura como ponto de medição inicial, com um intervalo de 1 mm para a medição do ponto.
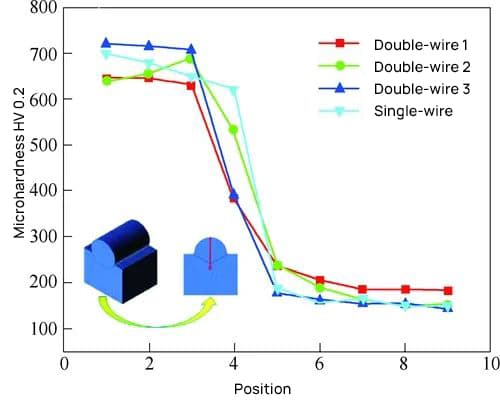
Foram efectuadas várias medições em cada ponto de medição e o valor médio foi obtido, resultando numa curva de distribuição da microdureza média transversal (ver Figura 6).
A partir da Figura 6, pode ver-se que na posição da superfície de soldadura, os valores de dureza das amostras de soldadura com fio duplo e de soldadura com fio simples são semelhantes.
Desde a superfície do cordão de soldadura até uma distância de 3 mm da superfície do cordão de soldadura, o valor de dureza da amostra de soldadura de fio duplo permanece basicamente inalterado, com o valor de dureza da amostra de soldadura de fio duplo 2 a aumentar ligeiramente, enquanto o valor de dureza da amostra de soldadura de fio simples diminui gradualmente.
A uma distância de 3-5mm da superfície do cordão de soldadura, os valores de dureza das amostras de soldadura de fio duplo e de fio simples diminuem rapidamente até se aproximarem da dureza da matriz (140HV0.2).
Figura 6: Distribuição da microdureza ao longo da secção longitudinal da amostra.
A partir do ensaio de microdureza, pode verificar-se que a dureza da superfície da camada de revestimento da amostra de soldadura de fio duplo é superior a 700HV0.2, satisfazendo os requisitos de dureza das aplicações reais de revestimento.
Durante a surfaçagem de um fio e a surfaçagem de dois fios, o elementos de liga da camada de revestimento difundem-se em direção ao metal de base, e quanto mais próxima a camada de revestimento estiver do metal de base, mais óbvia é a diminuição da dureza.
A partir da curva de distribuição da dureza, pode inferir-se que, durante a surfaçagem de um fio, o processo de difusão é relativamente estável e o valor da dureza é significativamente afetado pela distância.
À medida que a camada de revestimento se aproxima do metal de base, o valor da dureza diminui gradualmente.
Na superfície de duplo fio, a utilização de campos de temperatura e de ciclos térmicos na soldadura de duplo fio melhora o processo de difusão dos elementos, optimiza a estrutura e as propriedades da camada de superfície e, dentro de um determinado intervalo de distância da superfície da camada de superfície, o valor da dureza permanece basicamente inalterado.
Ensaios de desempenho de fricção e desgaste
A amostra de revestimento com fio duplo e a amostra de revestimento com fio simples foram submetidas a ensaios de desgaste por deslizamento a seco nas mesmas condições ambientais (temperatura: 28-30°C, humidade: 60%) na máquina HT 1000 ball-on-disc.
Foi selecionada uma esfera de Si3N4 com um diâmetro de 4 mm para o teste, a carga foi fixada em 10 N, a velocidade de deslizamento foi fixada em 59 mm/s e o tempo de desgaste foi de 30 minutos. A quantidade de desgaste foi medida utilizando uma balança de precisão FA2104.
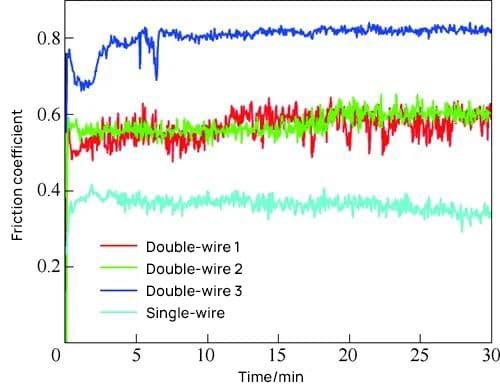
Observando o processo de ensaio, verificou-se que, sob cargas mais pequenas e velocidades mais baixas, a amostra de soldadura de fio duplo 2 sofreu um curto período de desgaste ligeiro, combinando desgaste abrasivo e deformação plástica, mas estabilizou após cerca de 1 minuto.
A tendência da curva do coeficiente de atrito mudou de forma semelhante à da amostra de soldadura de fio simples. O coeficiente de atrito da amostra de soldadura de fio duplo 1 flutuou muito, e a amostra de soldadura de fio duplo 3 entrou na fase de estado estacionário de atrito após um período de tempo mais longo.
O coeficiente de atrito da amostra de soldadura de fio simples foi o mais pequeno, oscilando em torno de 0,4, e o coeficiente de atrito da soldadura de fio duplo foi de 0,6-0,8.
Devido à baixa temperatura da amostra, não foi observado desgaste por fusão em nenhuma das amostras. Os resultados dos testes de desempenho de fricção e desgaste são apresentados na Figura 7.
A partir da Figura 7b, pode ver-se que a amostra de soldadura de fio duplo tem uma perda por fricção extremamente pequena, enquanto a perda por fricção da amostra de soldadura de fio simples é de aproximadamente 1,5 g.
Os resultados dos ensaios de desempenho em termos de atrito e desgaste indicam que, em comparação com o revestimento de um fio, o revestimento de dois fios resulta num aumento do coeficiente de atrito e numa diminuição da quantidade de desgaste.
a) Coeficiente de atrito instantâneo
b) Perda de massa durante o processo de fricção
Figura 7: Resultados dos ensaios de desempenho de fricção e desgaste das amostras.
Teste de desempenho estrutural da superfície de desgaste
O desgaste do material é um processo complexo. Para confirmar a razão da perda de quantidade de desgaste, a morfologia e a análise dos componentes da superfície desgastada da amostra de soldadura depositada com fio duplo e da amostra de soldadura depositada com fio simples após o ensaio de fricção foram realizadas utilizando o microscópio eletrónico de varrimento ZeissSigma (SEM) e a espetroscopia de dispersão de energia Smartedx (EDS).
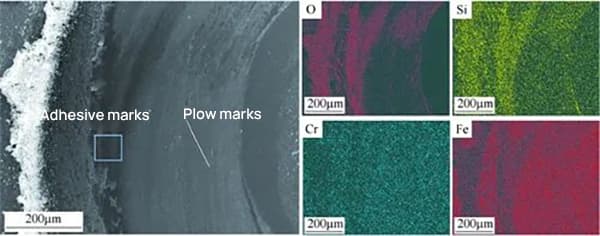
As imagens SEM e EDS da superfície desgastada da amostra de soldadura depositada com fio duplo e da amostra de soldadura depositada com fio simples após o ensaio de fricção são mostradas na Figura 8.
Pode ver-se na Figura 8 que a superfície da amostra de soldadura de fio duplo 1 é composta principalmente por marcas de arado rasas e finas com uma pequena quantidade de marcas de aderência.
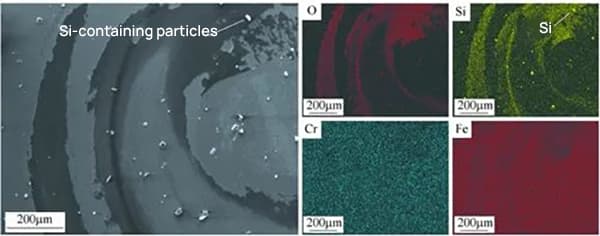
Neste momento, o desgaste é principalmente desgaste abrasivo. A área adesiva da superfície da amostra de soldadura de fio único aumenta, e existem muitas partículas brancas.
Através da comparação e análise EDS, determina-se que as partículas brancas são principalmente compostos que contêm elementos Si. O composto de silício deve-se principalmente à elevada dureza do par de contra-fricção no processo de desgaste por fricção a seco.
As partículas de desgaste fixadas à superfície da amostra, neste momento, o desgaste é principalmente desgaste abrasivo e desgaste adesivo.
Deduz-se que os cristais metálicos que formam os compostos de silício durante a deposição de um único fio têm fracas propriedades anti-adesivas, o que aumenta o desgaste adesivo durante a fricção e aumenta o desgaste.
Durante a deposição de fio duplo, a composição e a cristalização dos compostos de silício são melhoradas, o que reduz o desgaste.
a) Amostra 1 de soldadura com fio duplo
b) Amostra de soldadura de fio único
Conclusão
Na operação de soldadura, é adotado o método de soldadura por depósito de duplo fio. Ajustando os parâmetros de soldadura e controlando o tamanho de formação da camada de depósito, e utilizando o campo de temperatura e as características do ciclo térmico da soldadura de duplo fio, a composição e a cristalização da soldadura são melhoradas e a taxa de diluição é reduzida.
Isto melhora o desempenho organizacional e a resistência ao desgaste da camada de depósito até certo ponto, e a eficiência da soldadura por depósito é muito melhorada.
Os resultados deste estudo têm valor de referência para a aplicação da soldadura por depósito em equipamento de engenharia subterrânea, bem como para a aplicação da soldadura de duplo fio no domínio da soldadura por depósito e do fabrico aditivo por arco.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...