Explorar o impacto da desfocagem na soldadura a laser
Já alguma vez se perguntou como é que a pequena mudança do ponto focal de um laser pode transformar uma soldadura? Na soldadura a laser, a desfocagem - a distância entre a peça de trabalho e o ponto focal do laser - desempenha um papel crucial na determinação da qualidade da soldadura. Este artigo analisa a forma como a desfocagem positiva e negativa afecta a penetração, a forma e a eficácia geral da soldadura. Ao compreender estes impactos, ficará a saber como otimizar as definições de soldadura para diferentes materiais e obter resultados precisos.
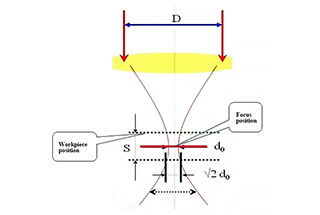
Defocus é o termo utilizado para descrever a distância entre a superfície de uma peça de trabalho e o ponto focal.
Quando o ponto focal se encontra acima da peça de trabalho, é designado por desfocagem positiva. Por outro lado, quando o ponto focal está localizado abaixo da peça de trabalho, é designado por desfocagem negativa.
2. Seleção da quantidade de desfocagem
A densidade de potência no centro do foco do laser é demasiado elevada, tornando-o suscetível de se evaporar em orifícios. A distribuição da densidade de potência é relativamente uniforme em cada plano afastado do foco do laser.
Em teoria, quando a distância entre os planos de desfocagem positivo e negativo e o plano de soldadura é igual, a densidade de potência no plano correspondente deve ser aproximadamente a mesma.
Contudo, na prática, isto resulta em diferentes penetrações e formas de soldadura. Durante a desfocagem negativa, a densidade de energia interna do material é mais elevada do que a da superfície, o que leva a uma fusão e vaporização mais fortes. Isto permite que a energia da luz penetre mais profundamente no material, resultando numa maior penetração.
3. Influência da desfocagem na soldadura
A quantidade de desfocagem deve ser de 1-2 mm negativos.
Efeito da desfocagem na forma da soldadura
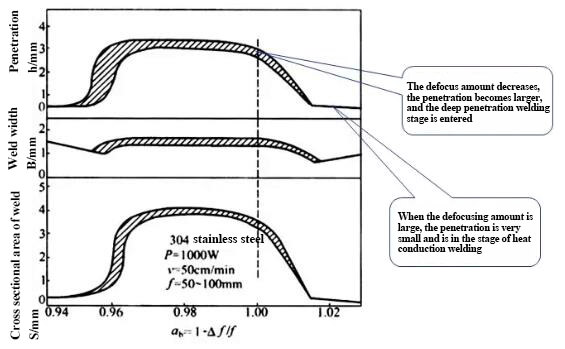
O material a soldar é de aço inoxidável com 6 mm de espessura, com uma potência de 5 kW e uma velocidade de soldadura de 96 cm/min. À medida que a quantidade de desfocagem diminui, a penetração aumenta e entra na zona de profundidade soldadura por penetração palco.
Por outro lado, quando a quantidade de desfocagem é grande, a penetração é mínima e a soldadura está na fase de condução de calor.
Efeito da desfocagem na penetração da soldadura, na largura da soldadura e na secção transversal
4. Resumo
A quantidade de desfocagem refere-se à distância entre o foco e a superfície da peça de trabalho. Se o foco estiver posicionado acima da peça de trabalho, é considerado um desfocagem positiva. Se o foco estiver posicionado abaixo da peça de trabalho, é considerado um desfoque negativo. A desfocagem negativa é vantajosa para aumentar a penetração da soldadura.
Soldadura a laser normalmente requer uma quantidade específica de desfocagem, uma vez que a densidade de potência no centro do foco do laser é demasiado elevada, tornando-a suscetível de se evaporar em orifícios. A distribuição da densidade de potência é mais uniforme em cada plano afastado do foco do laser.
De acordo com a teoria da ótica geométrica, quando a distância entre os planos de desfocagem positivo e negativo e o plano de soldadura é igual, a densidade de potência no plano correspondente deve ser aproximadamente a mesma.
No entanto, na realidade, a forma da poça de fusão é diferente. Quando se utiliza uma desfocagem negativa, é possível obter uma penetração mais profunda devido ao processo de formação da poça de fusão. Experimentalmente, o defocus negativo é utilizado quando se pretende uma profundidade de penetração profunda, enquanto o defocus positivo é utilizado na soldadura de materiais finos.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...