Já se perguntou como é que os lasers podem cortar metal como uma faca quente na manteiga? Este artigo mergulha no fascinante mundo do corte a laser, centrando-se no papel crucial da posição do foco. Descubra como o ajuste deste fator-chave pode mudar tudo, desde a precisão dos cortes até à qualidade do produto final. Prepare-se para aprender os segredos por detrás da obtenção de cortes sempre perfeitos!
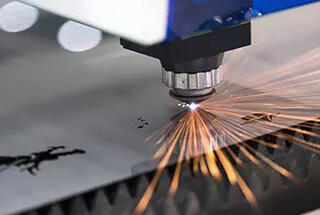
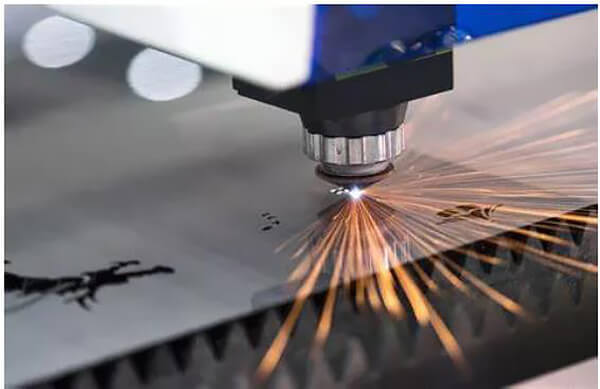
O corte a laser é uma aplicação crítica da tecnologia laser no fabrico de metais. Este processo utiliza um feixe de laser de alta potência, normalmente CO2 ou laser de fibra, focado através de uma lente de precisão na superfície do material. A energia intensa e concentrada aquece rapidamente o material até ao seu ponto de fusão ou vaporização, criando uma zona de corte localizada.
Simultaneamente, um fluxo coaxial de gás auxiliar de alta pressão (como nitrogénio, oxigénio ou ar comprimido, dependendo do material e do resultado desejado) é dirigido para a zona de corte. Este gás tem vários objectivos: expulsa o material fundido do corte, evita a oxidação em alguns casos e proporciona um arrefecimento adicional. A escolha do gás de assistência influencia significativamente a qualidade do corte, a velocidade e as características da aresta.
O processo de corte é conseguido através do movimento sincronizado do feixe de laser e da peça de trabalho em relação um ao outro, seguindo um caminho pré-determinado. Este movimento é normalmente controlado por sistemas CNC (Controlo Numérico Computadorizado), permitindo a criação de geometrias complexas e precisas com o mínimo de desperdício de material. As máquinas de corte a laser avançadas podem atingir tolerâncias tão apertadas como ±0,1 mm e velocidades de corte até 20 m/min para chapas finas, tornando esta tecnologia indispensável para aplicações de fabrico de alta precisão e de grande volume.
Principais factores que afectam o corte a laser
O corte a laser é um processo complexo que envolve o funcionamento sinérgico do mecanismo de movimento, do sistema de controlo, da fonte de laser e da cabeça de corte. A qualidade e a eficiência do processo de corte são influenciadas por vários parâmetros provenientes destes quatro componentes principais.
Os principais factores que afectam o desempenho do corte incluem:
Características do feixe:
Distribuição de energia (por exemplo, perfil gaussiano ou top-hat)
Comprimento de onda
Fator de qualidade do feixe (M²)
Parâmetros do laser:
Potência de saída
Duração e frequência do impulso (para lasers pulsados)
Estado de polarização
Ótica de focagem:
Distância focal
Diâmetro de focagem
Posição de focagem em relação à superfície da peça de trabalho
Dinâmica de corte:
Velocidade de corte
Tipo de gás de assistência, pressão e caudal
Conceção e diâmetro do bocal
Propriedades do material:
Condutividade térmica
Refletividade
Temperaturas de fusão e vaporização
Entre estes factores, a posição de focagem é particularmente crítica. O ajuste da posição de focagem altera tanto o diâmetro do feixe incidente na superfície da peça de trabalho como o ângulo de incidência do feixe dentro do corte. Estas alterações têm um impacto significativo na formação da fenda, na reflexão do feixe dentro do corte e, por fim, na largura da fenda.
A largura da fenda de corte é um parâmetro crucial que influencia numerosas métricas de qualidade de corte, incluindo:
Rugosidade da superfície da aresta de corte
Formação de escórias e aderência no fundo do corte
Largura da zona afetada pelo calor (HAZ)
Precisão dimensional e perpendicularidade do corte
Potencial para microfissuras ou outros defeitos
A otimização destes factores requer uma compreensão abrangente das suas interdependências e dos seus efeitos no material específico que está a ser processado. Os sistemas avançados de corte a laser utilizam frequentemente algoritmos de controlo adaptativos para ajustar dinamicamente estes parâmetros em tempo real, garantindo uma qualidade de corte consistente em diferentes espessuras e composições de material.
Qual é a posição de focagem?
A posição de focagem (Z) é um parâmetro crítico no corte a laser que define a distância entre o ponto focal do feixe de laser e a superfície superior do material que está a ser cortado. Este posicionamento influencia significativamente a eficiência, a qualidade e o desempenho geral do processo de corte.
Na terminologia de corte a laser:
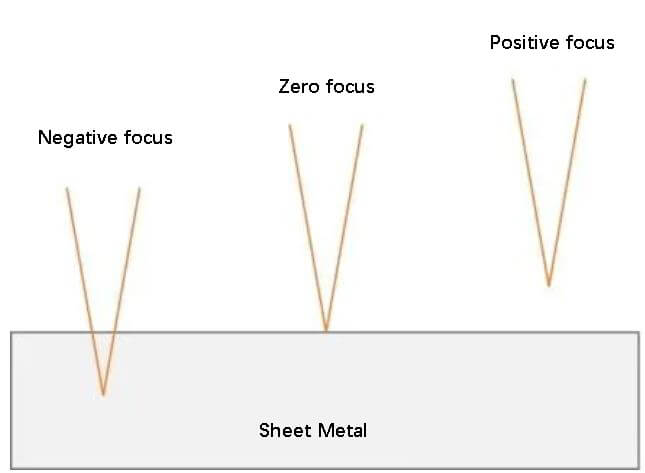
Foco zero: Quando o ponto focal se encontra exatamente na superfície do material.
Foco positivo: O ponto focal está posicionado acima da superfície do material.
Foco negativo: O ponto focal está localizado abaixo da superfície do material.
A posição de focagem ideal varia em função de factores como o tipo de material, a espessura, a velocidade de corte e a qualidade de corte pretendida. O ajuste correto da focagem é crucial para obter cortes limpos e precisos e maximizar a capacidade de corte do laser.
Apresenta-se de seguida um diagrama esquemático que ilustra estas posições de focagem:
Compreender e controlar a posição de focagem é essencial para otimizar as operações de corte a laser, uma vez que afecta diretamente a intensidade do feixe na zona de corte, a largura da fenda e a qualidade geral do corte.
Influência da posição de focagem
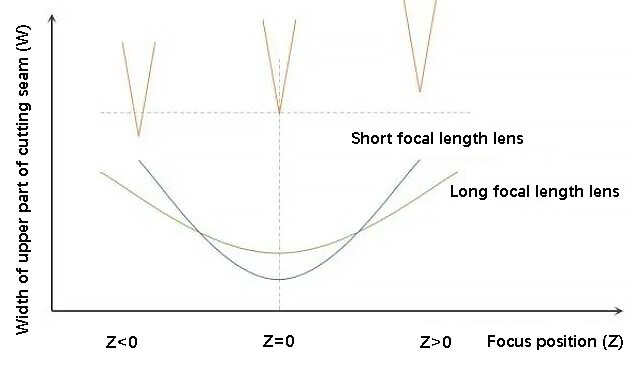
A figura seguinte mostra a relação de variação entre a posição do foco (Z) e a largura (W) da parte superior da costura de corte do material de processamento.
Quando o foco está na superfície da placa, a largura do corte é a mais estreita.
Quando a posição de focagem muda, quer seja positiva ou negativa desfocagemA largura do corte será maior.
O grau de alargamento da largura do corte varia consoante a distância focal da lente da cabeça de corte e a profundidade focal. Em geral, quanto mais curta for a distância focal e mais pequena for a profundidade focal, maior será a variação da largura do corte com a posição focal.
Antes de cortar qualquer material, é necessário ajustar a distância entre o foco e o material.
Normalmente, a escolha da posição de focagem varia consoante o tipo de material a cortar, pelo que é crucial seleccioná-la adequadamente.
Como escolher a posição de focagem adequada?
Corte de foco positivo
Quando o foco é posicionado acima do material de corte, o feixe de luz irá espalhar-se e difundir-se na costura de corte depois de atingir a superfície do material. Isto fará com que a parte inferior do corte seja maior do que a parte superior.
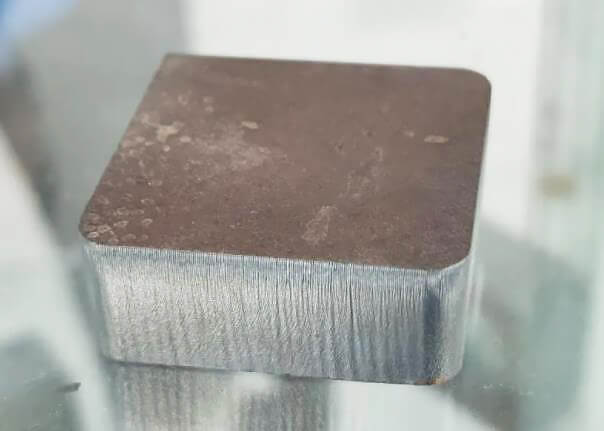
Este tipo de foco é adequado para o corte oxidativo, como o corte com oxigénio do aço carbono, uma vez que permite que o oxigénio chegue ao fundo da peça e participe numa reação de oxidação suficiente. Além disso, o corte maior na parte inferior também ajuda a remover a escória.
Para o corte a oxigénio do aço-carbono, uma maior desfocagem positiva dentro de um determinado intervalo resultará num maior tamanho do ponto na superfície do material, bem como numa superfície de corte mais brilhante e suave. No entanto, para além de um determinado intervalo, a energia da parte inferior pode não ser suficiente, o que pode resultar num corte impermeável ou em escórias penduradas no fundo.
Laser de 2KW - foco positivo corte de aço carbono de 15mm com oxigénio
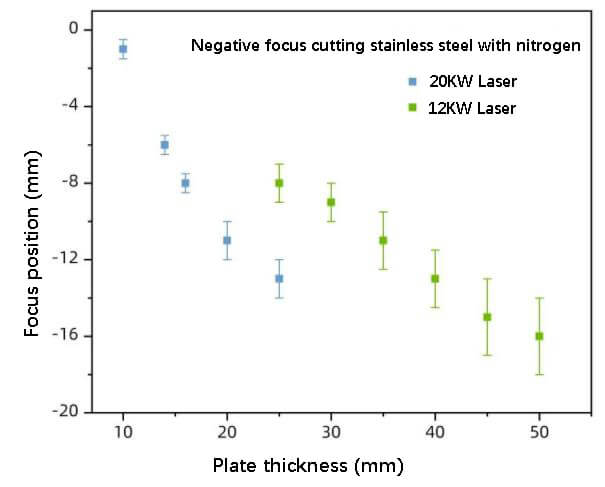
Corte de foco negativo
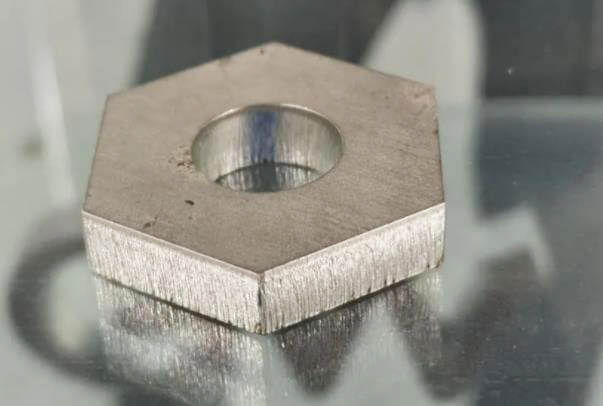
O corte com foco negativo envolve o posicionamento do foco no interior da placa, assegurando assim que a parte inferior do corte tenha densidade de energia suficiente.
O corte é mais largo na parte superior e mais estreito na parte inferior, com a parte superior a registar uma maior amplitude de corte, o que melhora a fluidez da fusão. No entanto, a parte inferior tem uma largura de corte mais pequena e requer um maior fluxo de ar.
A desfocagem negativa é normalmente utilizada quando corte com ar ou azoto.
Laser de 6kW - foco negativo corte de aço inoxidável de 10mm com nitrogénio
Corte de foco zero
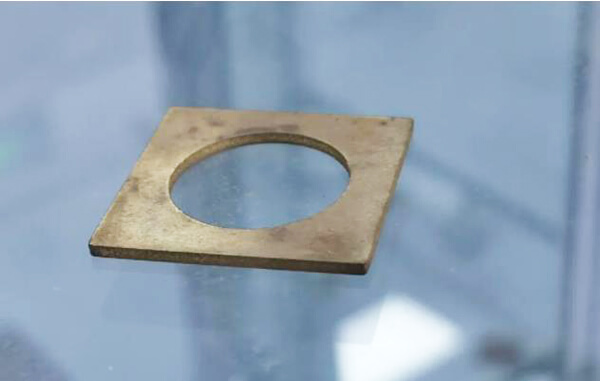
Durante o corte de foco zero, o menor tamanho de ponto pode ser obtido na superfície da placa. Isto resulta num intervalo de fusão relativamente estreito e num corte mais pequeno, tornando-o adequado para o corte de alta precisão de materiais finos.
Laser de 2KW - foco zero corte de latão de 1mm com nitrogénio
Características de corte e âmbito de aplicação de diferentes posições de focagem
Posição de focagem
Características de corte
Âmbito de aplicação
Foco positivo
A fenda na parte inferior da placa é maior do que a da parte superior, o que ajuda a parte inferior a participar na reação de oxidação total e na descarga de escórias.
Corte por oxigénio de aço-carbono
Foco negativo
O foco está no interior da placa, e a costura de corte da parte superior da placa é maior, o que garante que a parte inferior tem densidade de energia suficiente.
Corte com nitrogénio/ar de aço inoxidável, aço carbono, aço galvanizado, alumínio e cobre
Foco zero
A fenda é a mais estreita e a precisão de maquinagem é elevada
Corte de chapa/folha
Corte de precisão
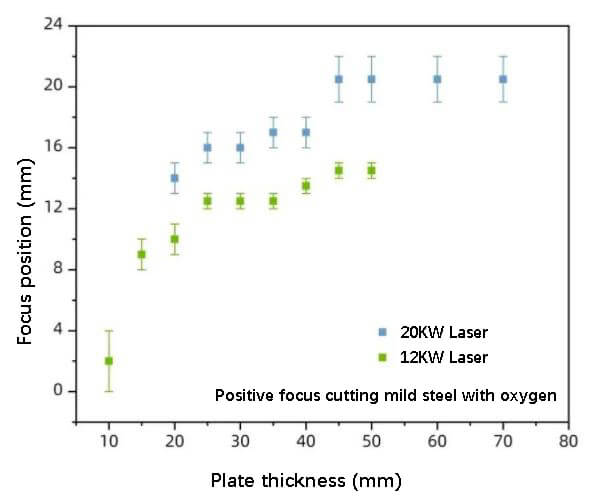
Nos últimos anos, a gama de potência dos lasers de fibra tem vindo a aumentar anualmente, e aplicações de corte a laser mudaram de quilowatts para 10.000 watts.
A nossa fábrica de lasers tem vindo a explorar continuamente a aplicação de lasers de alta potência e desenvolveu uma saída laser HBF (modo plano de alto brilho) única. Esta saída garante uma excelente qualidade de corte para chapas grossas, ao mesmo tempo que tem em conta a necessidade de um corte fino eficiente. corte de chapa.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
Está a decidir entre a perfuração por torre e o corte a laser para o seu próximo projeto? É fundamental compreender as suas vantagens e limitações únicas. Este artigo analisa as capacidades de ambas as técnicas,...
Já se interrogou porque é que as suas peças de metal cortadas a laser não são tão precisas como costumavam ser? Este artigo revela os segredos por detrás do corte a laser, explorando a forma como factores como a qualidade do feixe,...
No mundo em rápida evolução do corte de metais, trava-se uma batalha entre o laser e o plasma. À medida que a tecnologia avança, a paisagem muda, desafiando suposições de longa data. Junte-se a nós para explorar a...
Já se interrogou porque é que o metal cortado a laser tem, por vezes, arestas rugosas? Este artigo analisa as causas das rebarbas no corte a laser e oferece soluções práticas para obter cortes mais suaves e de alta qualidade. Aprender...
Imagine uma ferramenta que corta o metal com a precisão do bisturi de um cirurgião. A tecnologia de corte a laser promete exatamente isso, oferecendo cortes de alta qualidade, velocidade incrível e versatilidade numa gama...
Imagine cortar sem esforço chapas de metal grossas com a precisão de um bisturi. Esta publicação do blogue revela os elementos essenciais do corte a laser de chapas metálicas, um método revolucionário que combina...
Já alguma vez reparou nas frustrantes ondulações nas chapas de metal cortadas a laser? Estas imperfeições podem arruinar a precisão e aumentar os custos. Este artigo explora os factores críticos que conduzem às ondulações de corte...
Imagine aumentar a eficiência do seu corte a laser e, ao mesmo tempo, reduzir significativamente os custos - parece apelativo, certo? Este artigo explora o papel fundamental dos compressores de ar no corte a laser, revelando como aumentam a precisão e...