Tomando como exemplo um laser de alta potência, são estudados os parâmetros relacionados com o gás de sopro lateral.
Por exemplo, a relação entre a posição, o ângulo, a composição e o fluxo do gás de sopro lateral e do plasma revela a lei de influência do gás de sopro lateral na estabilidade e na penetração do processo de soldadura.
Em comparação com a soldadura por fusão tradicional, a soldadura a laser tem as vantagens de uma grande penetração de soldadura, velocidade de soldadura rápida e pequena deformação da peça de trabalho.
No entanto, no processo de soldadura, a fonte de calor do laser com elevada densidade de potência produzirá uma nuvem de plasma na superfície da peça maquinada, que absorverá e refractará o laser, de modo que a energia de soldadura é muito reduzida durante soldadura de penetração profunda da peça de trabalho.
Por conseguinte, para reduzir a perda de energia, em aplicações industriais, a purga de gás auxiliar de sopro lateral é normalmente utilizada para suprimir o plasma.
No processo de soldadura a laser, o plasma é geralmente distribuído na superfície da peça de trabalho e no interior do pequeno orifício, e a sua forma e tamanho mudam periodicamente em todo o processo de soldadura.
No método de utilização de gás de sopro lateral para inibir a formação de plasma, o hélio é o gás mais comummente utilizado.
Em comparação com outros gases normalmente utilizados, o hélio tem a energia de ionização mais elevada, o que significa que pode absorver mais energia antes da decomposição ou ionização.
No entanto, uma vez que o hélio é escasso e dispendioso, os peritos relevantes estudaram e seleccionaram um novo gás de sopro lateral ou um gás misto para substituir o hélio em muitos aspectos.
Atualmente, os investigadores estrangeiros recomendam a mistura de he: ar = 3:1 com base na estabilidade e na economia de gás da processo de soldadura por laser.
Além disso, a fim de otimizar a configuração de sopro lateral e suprimir eficazmente o plasma no processo de soldadura a laser, os investigadores nacionais e estrangeiros também têm feito muita investigação.
Até à data, embora parte do trabalho se tenha centrado no modo de introdução do sopro lateral, na forma, dimensão e posição do bocal de sopro lateral, alguns peritos estudaram também a influência do ângulo de sopro lateral na penetração.
No entanto, devido à diferença de potência do laser e as condições reais de soldadura, os resultados da investigação correspondente não são universais.
Além disso, a procura de mais produção e aplicação também exige que este trabalho de investigação possa revelar a lei essencial do sopro lateral no processo de soldadura a laser a partir do mecanismo de investigação, de modo a orientar eficazmente a produção e a aplicação reais;
Por outro lado, o híbrido laser processo de soldadura tem atraído cada vez mais a atenção dos investigadores e da produção prática.
No processo de produção de CO2 soldadura híbrida a laser, os gases envolvidos incluem o gás de sopro lateral necessário para a soldadura a laser e gás de proteção necessário para a soldadura tradicional.
Uma vez que existem muitos parâmetros no processo de soldadura composta, os utilizadores precisam de ter uma compreensão clara do mecanismo de ação do gás utilizado.
Por conseguinte, a experiência e os conhecimentos obtidos com a investigação do gás de sopro lateral na soldadura a laser também são úteis para a investigação da soldadura híbrida a laser.
Condição experimental
15kw fluxo axial rápido de CO2 foi utilizado na experiência.
O distância focal do laser era de 357 mm.
A placa de teste de soldadura era de 20 mm de espessura de aço marítimo de alta resistência ah32.
O revestimento a laser foi utilizado na placa de teste de soldadura sem fio de enchimento.
O antiferrugem A tinta na superfície da placa de ensaio deve ser removida por esmerilagem mecânica antes da soldadura e a mancha de óleo deve ser removida com acetona antes da soldadura.
Salvo indicação em contrário, o gás de sopro lateral é hélio puro.
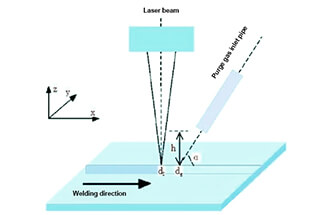
O dispositivo experimental específico é apresentado na Figura 1.
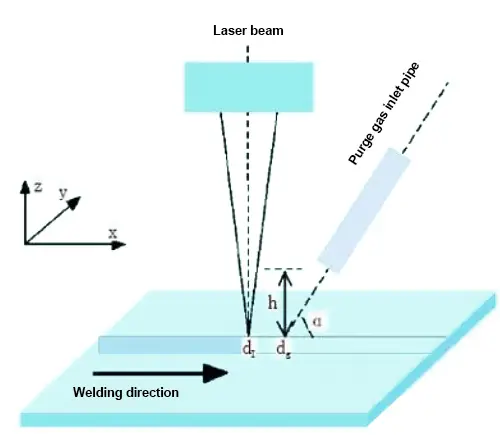
Fig. 1 Diagrama esquemático do dispositivo experimental
No processo de soldadura a laser, o plasma é registado de forma síncrona por um sistema de fotografia macro de alta velocidade, e o tamanho e a área do plasma na direção bidimensional são calculados após a soldadura.
Processo experimental e resultados
1. Influência da potência laser no plasma
A formação de plasma aumenta com o aumento da potência do laser.
Como pode ser visto na Figura 2, sob a condição de que o gás de sopro lateral também é hélio e a velocidade de soldadura é de 2m / min, a morfologia e o tamanho do plasma são muito diferentes sob diferentes potências de laser.
A nuvem de plasma gerada pela soldadura a laser de alta potência é mais evidente.
Por conseguinte, a supressão do plasma pelo gás de sopro lateral é particularmente importante nesta altura.
Potência laser: 7K

Potência laser: 15K
Fig. 2 Efeito da alteração da potência do laser no plasma durante a soldadura a laser
2. Influência da posição do tubo de sopro lateral no plasma
A posição do tubo de sopro lateral determina o ponto de ação entre o fluxo de gás de sopro lateral e o plasma.
A observação mostra que o efeito de supressão do plasma é diferente da posição de introdução do gás de sopro lateral.
A Fig. 3 mostra a tendência de mudança da área de plasma quando o intervalo entre o ponto de introdução do gás de sopro lateral (DG) e o ponto de entrada do laser (D1) muda na direção X.
Verifica-se que o plasma é sensível à posição de introdução do gás de sopro lateral.

Posição do gás de sopro lateral na direção do eixo X
Fig. 3 Efeito de diferentes pontos de entrada de gás de sopro lateral na área de plasma
3. Influência do ângulo do tubo de sopro lateral no plasma
Quando se utiliza o sopro lateral, a seleção do ângulo de introdução do gás de sopro lateral também afectará o efeito de supressão do plasma.
A Fig. 4 mostra a alteração da altura do plasma correspondente quando o ângulo do tubo de sopro lateral muda.

Ângulo do maçarico lateral
Fig. 4 Efeito de diferentes ângulos de sopro lateral na altura do plasma
4. Influência do caudal de sopro lateral no plasma
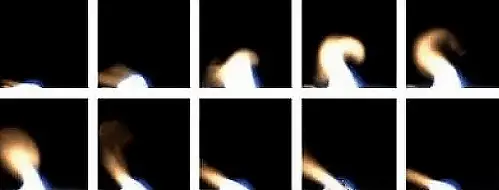
Quando são utilizados diferentes caudais de gás, a morfologia do plasma é muito diferente.
Sob as mesmas condições experimentais (isto é, o gás de sopro lateral é hélio, a velocidade de soldadura é de 2m/min e a potência do laser é de 12KW), quando o hélio de sopro lateral de alto fluxo é utilizado, o tamanho bidimensional do plasma é significativamente reduzido, e a sua altura e largura são controladas dentro de uma gama muito pequena (como se mostra na Fig. 5).
Consequentemente, a penetração da soldadura e a largura da soldadura também se alteram em conformidade.
Com o aumento do fluxo de gás de sopro lateral, a penetração da soldadura aumentará gradualmente (como mostra a Fig. 6).
Quando o caudal de gás atinge 60L / min, a penetração é significativamente melhorada.
Por conseguinte, na aplicação prática, a influência do plasma pode ser eficazmente suprimida ajustando e controlando o fluxo de gás de sopro lateral, de modo a melhorar eficazmente a penetração.
Por outro lado, considerando o preço do hélio de sopro lateral, quanto maior for o caudal de gás de sopro lateral, melhor. Em vez disso, o fluxo de gás ideal deve ser selecionado avaliando o desempenho em termos de custos.
Além disso, os resultados da investigação mostram que a direção do gás de sopro lateral também tem um impacto direto na estabilidade do processo de soldadura, na formação da superfície da soldadura e na sua dimensão global.
Por conseguinte, a direção de sopro lateral adequada deve ser selecionada de acordo com as necessidades reais.

a) Caudal de gás: 20L / AIN

b) Caudal de gás: 70L / AIN
Fig. 5 Efeito de diferentes caudais de sopro lateral no plasma durante a soldadura a laser
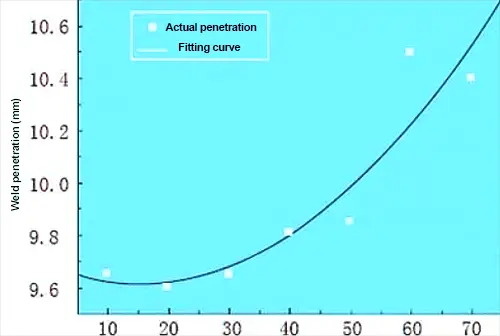
Caudal de gás (L / min)
5. Influência da composição do gás no plasma
A Fig. 7 mostra as alterações no plasma com diferentes componentes de gás.
A Fig. 7a mostra a morfologia parcial do plasma quando o gás de sopro lateral é o hélio, enquanto a Fig. 7b mostra a morfologia parcial do plasma quando o gás misto é utilizado como gás de sopro lateral.
Pode verificar-se na Fig. 7 que, embora o sopro lateral utilizado nas Fig. 7a e 7b seja diferente, o tamanho e a forma do plasma são semelhantes. Na Fig. 7C, o plasma apresenta formas diferentes e o tamanho e a forma são alterados.
Quando a composição da mistura muda ainda mais, como mostra a Fig. 7d, o plasma aumenta significativamente e estende-se acima e à volta da peça de trabalho.
Quando a energia dos electrões livres no vapor metálico que constitui o plasma aumenta, os gases circundantes sofrem uma ionização por avalanche.
Neste momento, o plasma expande-se rapidamente e chega a dividir-se em dois, o que destrói a estabilidade do processo de soldadura.
As diferentes formas plasmáticas apresentadas nas figuras 7b, 7C e 7d mostram que é necessário utilizar a mistura adequada para garantir a sua inibição efectiva do plasma.
Note-se que a composição do gás de sopro lateral só pode ser optimizada quando outros parâmetros da composição do gás, como a posição do tubo de sopro lateral, são optimizados.

(A: hélio; B, C e D: mistura de hélio e árgon)
Fig. 7 Variação do plasma sob diferentes composições de gás de sopro lateral
Análise experimental e discussão
1. Efeito dos parâmetros do sistema de gás de sopro lateral no plasma
Quando o gás de sopro lateral é selecionado para suprimir o plasma no processo de soldadura por laserOs parâmetros envolvidos no sistema de introdução do gás de sopro lateral, tais como a posição do tubo de sopro lateral numa direção tridimensional, os parâmetros envolvidos no sistema de introdução do gás de sopro lateral, tais como a posição do tubo de sopro lateral, o ângulo de introdução do gás de sopro lateral, o tamanho geométrico e a forma do tubo de sopro lateral, todos têm um impacto na formação do plasma.
Assim, tem um impacto no processo e nos resultados da soldadura a laser.
Tomando as figuras 3 e 4 como exemplos, a posição e o ângulo do tubo de sopro lateral têm um impacto na área e na altura do plasma.
Os peritos relevantes salientaram que a altura e a área do plasma reflectem a absorção e a refração do plasma em relação ao laser que entra.
Quando a posição de introdução do gás de sopro lateral muda, a alteração da altura e da área do plasma pode refletir o grau em que os parâmetros do gás de sopro lateral afectam a absorção ou a dispersão do laser.
Assim, ao observar o comportamento do plasma em tempo real, podemos estudar e otimizar os parâmetros do sistema de introdução de gás de sopro lateral, suprimir eficazmente o plasma e melhorar a energia do laser para soldadura.
- Efeito da composição e do caudal do gás de sopro lateral no plasma
Com base na otimização do sistema de introdução do gás de sopro lateral, a composição e o fluxo do gás de sopro lateral também podem ser optimizados para a tarefa de soldadura real.
Desta forma, não só se consegue um processo de soldadura estável, como também se garante a economia.
Como mostra a Fig. 7, a seleção de uma mistura adequada também pode desempenhar um papel equivalente ao do hélio puro, e a economia de gás negativo é muito melhorada.
No entanto, diferentes composições de gás de sopro lateral (como mostrado na Fig. 7D) podem levar a um forte comportamento de explosão de plasma, pelo que é impossível garantir um processo de soldadura estável.
Trabalhos laboratoriais recentes mostraram que, com base na otimização do sistema de gás de sopro lateral, a gama de seleção da composição do gás de sopro lateral pode ser alargada.
A seleção da mistura de gases adequada pode melhorar significativamente a economia com base na garantia dos requisitos e da qualidade da soldadura.
Epílogo
No processo de produção de CO2 Na soldadura a laser, o gás de sopro lateral é amplamente utilizado para suprimir o plasma no processo de soldadura.
A seleção correcta dos parâmetros relevantes do gás de sopro lateral pode fazer com que a energia laser recebida seja utilizada de forma mais eficaz no processo de soldadura por penetração profunda.
Em primeiro lugar, a posição e o ângulo do tubo de sopro lateral são dois parâmetros importantes, que têm um impacto direto no tamanho e na forma do plasma.
Por conseguinte, o tubo de sopro lateral deve ser corretamente posicionado antes da soldadura.
Em segundo lugar, deve considerar-se a seleção da composição e do fluxo adequados do gás de sopro lateral.
Quando o fluxo de gás de sopro lateral aumenta, o seu efeito de inibição no plasma aumenta em conformidade.
O caudal de gás adequado deve ser determinado de acordo com os requisitos reais de soldadura.
Além disso, considerando muitos factores como a estabilidade do processo e o preço, a mistura também pode ser utilizada como sopro lateral.
Neste momento, devido à alteração das propriedades físicas do gás, a interação entre o gás e a poça de fusão deve ser considerada com base na inibição do plasma, e o fluxo de gás adequado deve ser selecionado em conformidade.