Formação da soldadura: Impacto da direção e do ângulo
Como é que a direção e o ângulo de soldadura afectam a formação da soldadura? Compreender estes factores é crucial para obter uma qualidade de soldadura óptima. Este artigo explora os conceitos básicos de direção e ângulo de soldadura, os seus efeitos na formação da soldadura e aplicações práticas para diferentes técnicas de soldadura. No final, compreenderá como a variação destes parâmetros pode influenciar a profundidade, a largura e a qualidade geral das suas soldaduras, garantindo um melhor controlo e precisão nos seus projectos de soldadura.
1.Características da direção e do ângulo de soldadura
1.1 Conceitos básicos
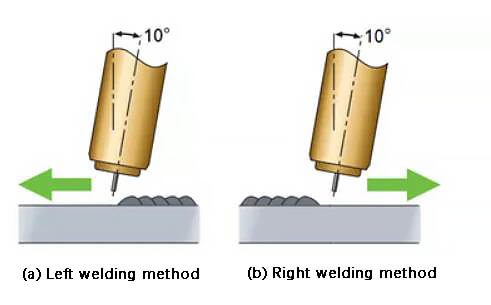
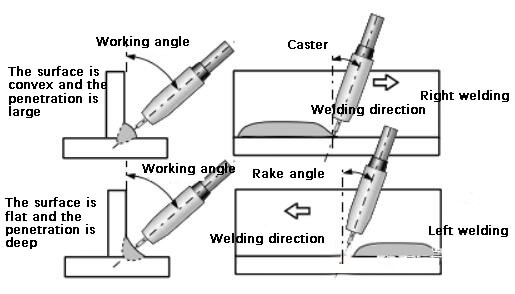
Para gás metálico soldadura por arcoQuando o operador segura a pistola de soldadura com a mão direita, a soldadura é normalmente efectuada da direita para a esquerda. Isto é referido como o "método de soldadura à esquerda", uma vez que o bocal da pistola de soldadura está num ângulo obtuso (>90°) com a direção de soldadura.
Pelo contrário, quando a soldadura é feita da esquerda para a direita com um ângulo agudo (<90°) entre o bocal da pistola de soldadura e a direção de soldadura, é referido como o "método de soldadura à direita".
Se o operador segurar a pistola de soldadura com a mão esquerda, a direção de soldadura é invertida.
A Figura 1 apresenta uma representação visual dos métodos de soldadura à esquerda e à direita.
Fig. 1 Diagrama esquemático do método de soldadura à esquerda e do método de soldadura à direita
O ângulo entre o eixo da pistola de soldadura e a superfície da soldadura é referido como o "ângulo de trabalho". No plano onde se encontram o eixo da pistola de soldadura e a direção de soldadura, o ângulo entre o eixo da pistola de soldadura e uma linha reta perpendicular à direção de soldadura é chamado "ângulo de marcha".
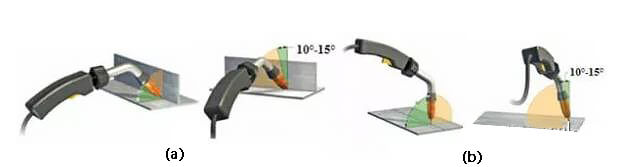
A figura 2 (a) mostra o ângulo de trabalho e o ângulo de marcha para um soldadura em ânguloenquanto a Figura 2 (b) ilustra o ângulo de trabalho e o ângulo de marcha para uma soldadura de topo.
(a) Ângulo de trabalho e ângulo de deslocação da soldadura em ângulo (junta em T)
(b) Ângulo de trabalho e ângulo de deslocação da soldadura topo a topo (junta topo a topo)
Fig. 2 Diagrama esquemático do ângulo de trabalho e do ângulo de marcha
Normalmente, o ângulo de trabalho de uma soldadura de filete é de 45°, enquanto o de uma soldadura de topo é de 90°.
O ângulo de marcha pode ainda ser classificado em "ângulo de inclinação" e "ângulo de rodízio" com base na direção da soldadura. Quando a soldadura é efectuada na direção da direita, é designada por "ângulo de rodízio" e quando a soldadura é efectuada na direção da esquerda, é conhecida por "ângulo de inclinação".
1.2 Efeito na formação da soldadura
Quando a direção e o ângulo de soldadura variam, o comportamento do arco e da soldadura também muda.
Durante a soldadura à direita, a maior parte do arco actua diretamente sobre a soldadura, enquanto que durante a soldadura à esquerda, a maior parte do arco afecta a poça de fusão líquida. Como resultado, sob corrente de soldadura semelhante, tensão do arco e velocidade de soldaduraA largura e a profundidade da soldadura podem ser diferentes.
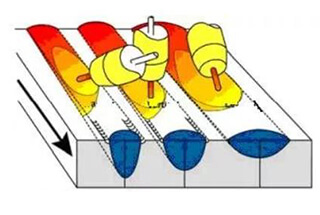
A Figura 3 fornece uma representação visual de como a direção e o ângulo de soldadura afectam a formação da soldadura.
(a) Diagrama esquemático da influência da direção da soldadura topo a topo e do ângulo de deslocação na formação da soldadura
(b) Diagrama esquemático da influência da direção da soldadura em ângulo e do ângulo de deslocação na formação da soldadura
Fig. 3 Diagrama esquemático da direção e ângulo de soldadura e sua influência na formação da soldadura
Para além de afetar a formação da soldadura, a direção de soldadura e o ângulo de marcha também têm um impacto na visão que o soldador tem da poça de fusão, no tamanho dos salpicos e na eficácia da proteção gasosa.
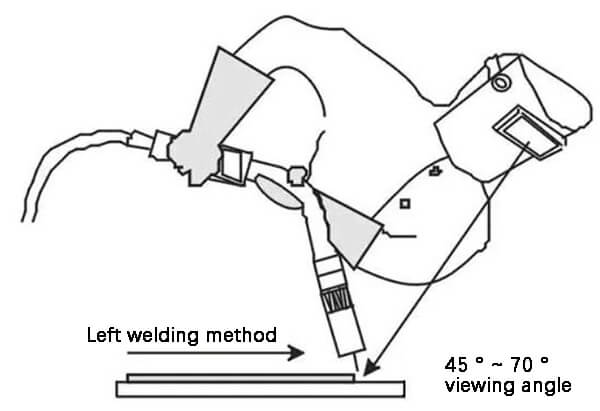
Ao soldar com a mão esquerda, o soldador deve observar o arco de soldadura e o banho de soldadura de um lado do arco de soldadura num ângulo de 45° a 70°, o que facilita o controlo da fusão da extremidade do fio de soldadura e das alterações no banho de soldadura.
No entanto, ao soldar na direção certa, a presença da pistola de soldadura obstrui a linha de visão do soldador, tornando mais difícil a execução da soldadura.
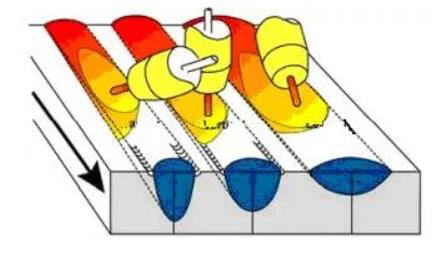
A figura 4 apresenta um diagrama esquemático do ângulo de visão ótimo para o soldador durante a soldadura à esquerda (para um soldadura plana posição).
Fig. 4 Perspetiva do operador de soldadura à esquerda (posição de soldadura plana)
Quando o ângulo de deslocação é grande, torna-se mais fácil a entrada de ar na soldadura, resultando na formação de poros. Para evitar esta situação, o ângulo de deslocação para baixo é normalmente fixado em 10° a 15°.
Além disso, a direção da soldadura também afecta o tamanho dos salpicos produzidos durante o processo. A soldadura à esquerda resulta normalmente em salpicos maiores, enquanto a soldadura à direita produz salpicos mais pequenos.
2. Aplicação da direção e do ângulo de soldadura
Dado o impacto significativo da direção e do ângulo de soldadura em factores como a formação da soldadura, o tamanho dos salpicos e a proteção do gás, são utilizadas diferentes direcções de soldadura na produção real de soldadura com base em requisitos técnicos e factores situacionais.
Para referência, é fornecida uma tabela que descreve as aplicações práticas típicas de várias direcções de soldadura.
Tabela - Aplicação prática da direção de soldadura
Aplicação
Método de soldadura correto
Método de soldadura à esquerda
Soldadura plana
folha
Não é adequado, porque uma grande penetração é fácil de queimar
Adequado, porque a profundidade de cozedura é pouco profunda e a soldadura é plana.
placa
Adequado, porque pode garantir uma boa fusão
Não adequado, devido à penetração pouco profunda, a penetração não pode ser garantida.
Soldadura transversal
Soldadura de passe único
Não é adequado porque as soldaduras estreitas e profundas tendem a formar soldaduras convexas
Adequado, porque é fácil obter soldaduras largas e planas.
Soldadura de múltiplos passes
Adequado para soldadura de suporte e soldadura de enchimento
Adequado para soldadura de cobertura
Soldadura vertical ascendente
arbitrariamente
inadequado
apto
Soldadura vertical descendente
arbitrariamente
apto
inadequado
3. Conclusão
3.1 O método de soldadura à esquerda é caracterizado por uma penetração pouco profunda e uma ampla cordão de soldaduraO método de soldadura de precisão é o mais adequado para a soldadura de chapas finas. Por outro lado, o método de soldadura correto é conhecido pela sua penetração profunda e estreita cordão de soldaduratornando-o ideal para a soldadura de chapas médias e pesadas.
3.2 Um pequeno ângulo de marcha resulta numa profundidade de fusão profunda e numa proteção eficaz do banho de fusão. Pelo contrário, um grande ângulo de deslocação conduz a uma penetração superficial e a uma fraca proteção do banho de fusão. Para obter resultados óptimos, recomenda-se um ângulo de deslocação de 10° a 15° para garantir uma boa proteção do banho de fusão.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...
A soldadura do cobre e das suas ligas é um desafio único devido à sua elevada condutividade térmica e tendência para fissurar. Este artigo aborda várias técnicas de soldadura, materiais e métodos de preparação essenciais...
Porque é que algumas soldaduras são bem sucedidas e outras falham? O segredo está na compreensão do processo térmico de soldadura. Este artigo analisa os aspectos críticos da forma como o calor afecta o metal durante...
E se pudesse soldar metais sem qualquer calor, apenas aplicando pressão? A soldadura por pressão a frio faz exatamente isso, conseguindo uma ligação sólida ao pressionar metais juntos à...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Alguma vez se interrogou sobre como soldar dois dos metais mais difíceis, o cobre e o aço inoxidável, em conjunto? Este artigo analisa as complexidades da soldadura destes metais dissimilares, abrangendo...
I. Corrente de soldadura 1. Corrente de soldadura A seleção da corrente de soldadura adequada é crítica na soldadura com CO2 e é determinada por vários parâmetros de soldadura, incluindo a espessura da chapa, a posição de soldadura, a...
Alguma vez se perguntou como é que chapas finas de metal são unidas sem falhas em máquinas complexas? Este artigo explora o fascinante mundo das técnicas de soldadura, desde a soldadura manual por arco até à soldadura MIG e...
Imagine que está numa oficina, rodeado pelo chiar e pela faísca dos maçaricos de soldadura. Já alguma vez se perguntou o que torna um método de soldadura diferente de outro? Este artigo leva-o...