Operação da prensa dobradeira servo-hidráulica: Guia do especialista
Como é que uma máquina consegue uma elevada precisão e eficiência na dobragem de metais? Descubra os segredos por detrás da prensa dobradeira servo-hidráulica. Este artigo investiga a mecânica complexa, os procedimentos de configuração e as directrizes operacionais desta máquina avançada, fornecendo conhecimentos essenciais para maximizar o desempenho e a segurança. Saiba como manter e solucionar problemas deste equipamento para garantir um funcionamento ótimo em várias aplicações industriais.
A prensa dobradeira electro-hidráulica de controlo numérico servo é conhecida pela sua elevada eficiência e precisão na dobragem de chapas metálicas.
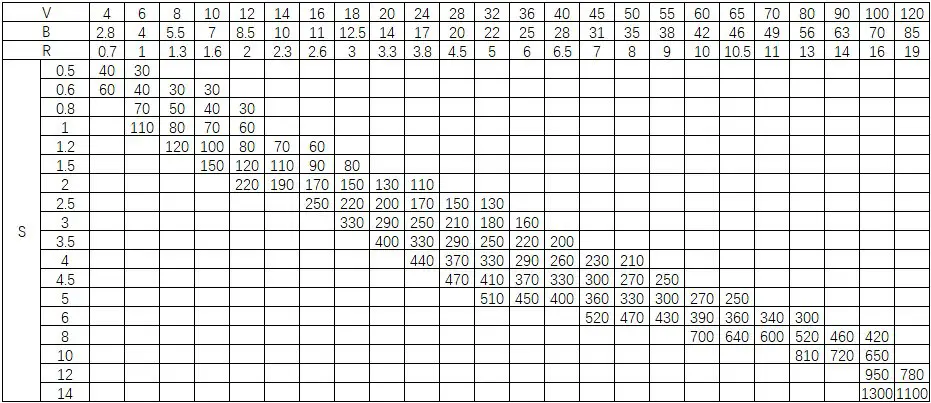
O tamanho da ranhura em V na matriz inferior deve ser ajustado de acordo com a espessura da folha. Normalmente, é superior a 8 vezes a espessura da folha.
Ao utilizar diferentes tipos de matrizes superiores e inferiores, é possível dobrar uma vasta gama de peças.
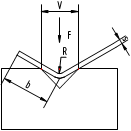
Para o desejado força de flexãoconsultar a tabela de dobragem de chapas metálicas no corpo da máquina de prensagem ou utilizar a fórmula de dobragem para a calcular.
Uma passagem do cursor resulta numa dobra da folha, e formas complexas pode ser obtida dobrando a peça de trabalho várias vezes.
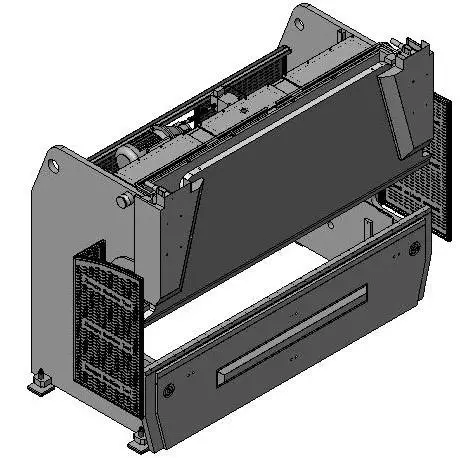
O Prensa hidráulica é construído com chapas de aço, proporcionando a resistência e a rigidez necessárias.
O seu acionamento hidráulico evita que a máquina sofra acidentes graves de sobrecarga, mesmo em caso de alteração da espessura da chapa ou de seleção incorrecta da matriz inferior.
Além disso, esta prensa dobradeira é conhecida pela sua estabilidade durante o funcionamento, facilidade de utilização e características de segurança fiáveis.
A ligação à matriz superior inclui um dispositivo de compensação, que compensa qualquer deflexão da mesa de trabalho e do cursor durante a quinagem, garantindo uma elevada precisão.
Está equipada com controlo hidráulico elétrico e cursos de deslizamento ajustáveis, o que a torna conveniente para fins de ensaio e ajuste.
Esta imprensa máquina de travão é avançado em termos de tecnologia e fiável em termos de desempenho, o que o torna uma ferramenta de modelação ideal.
É amplamente utilizado nas indústrias aeronáutica, automóvel, de construção naval e de maquinaria devido à sua elevada eficiência de produção.
Içamento e instalação
Içamento
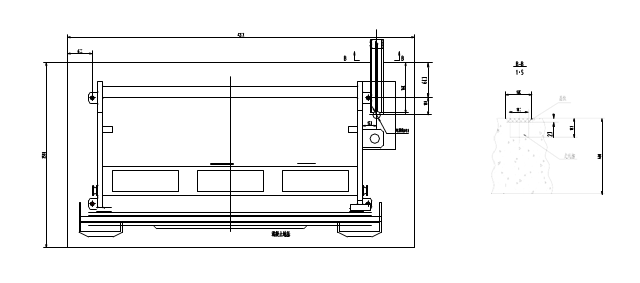
Devido ao seu elevado centro de gravidade, o travão de dobragem é pesado à frente e leve atrás. Por conseguinte, é necessário ter cuidado para garantir a estabilidade da máquina e evitar que tombe.
Para manter a coerência, as cordas de seda devem ser utilizadas com um ângulo de incidência estreito.
Fig.1
Fig.2
Limpar
Antes de executar o prensa hidráulica travão, é necessário eliminar o óleo de proteção contra a ferrugem dos seguintes elementos móveis.
-A superfície do pólo do pistão
-Superfície da calha de guia da rasterização deslizante
-A superfície da calha de guia, eixo, suporte do calibre de cozedura
-A superfície da calha de deslize
-A superfície da mesa de trabalho e do conjunto de moldes
Nota: É permitida a utilização de gasolina e óleo de carvão para a limpeza, sendo proibida a utilização de dissolventes para a lavagem.
Nivelamento
Nota: A máquina deve ser colocada numa superfície plana antes de efetuar ajustes de precisão. Certifique-se de que todas as partes da máquina, incluindo os componentes eléctricos, estão corretamente ligadas antes de prosseguir.
O processo é o seguinte:
Colocar o bloco deslizante no ponto morto superior.
Colocar um gradiente (precisão de ±0,05mm/m) em ambos os lados dos blocos deslizantes.
Ajustar o nível vertical.
Ajustar o nível horizontal colocando um graduador (precisão de ±0,05mm/m) no centro da mesa de trabalho.
E em todo este processo, o parafuso inferior deve estar bem ligado.
Nota: O nível deve ser verificado e ajustado novamente após 30-50 horas de utilização.
As ligações eléctricas
Depois de ligar o interrutor principal (fases de alimentação: R, S, T, PE), verificar a orientação da bomba hidráulica efectuando um breve teste de arranque. Se a orientação estiver incorrecta, desligar imediatamente a alimentação e mudar as duas linhas de fase (consultar a seta direcional da bomba hidráulica).
A entrada do cabo pode estar localizada na parte inferior da caixa eléctrica.
Nota:
(1) Certificar-se de que as tensões são coerentes.
(2) Recomenda-se que a ligação eléctrica da máquina seja efectuada por um eletricista qualificado ou por alguém que tenha conhecimento do manual.
Teoria de trabalho
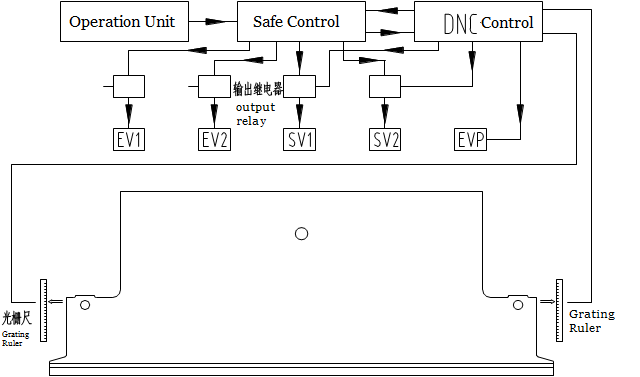
O electro-hidráulico Prensa Servo O travão integra tecnologia numérica, servo e sistemas hidráulicos. O movimento da válvula de controlo faz com que a travessa superior se desloque periodicamente para cima e para baixo, sendo a medição do movimento efectuada pelas réguas de ambos os lados da máquina.
O DNC controla a abertura e o fecho das duas válvulas nos cilindros de óleo esquerdo e direito. Se necessário, o servo pode redistribuir o fluxo no cilindro de óleo, fazendo com que a travessa superior se desloque verticalmente. A medição do movimento é determinada pela nova contagem de impulsos. (Figura 3)
Fig.3
O sinal do controlador DNC é transmitido à servo-válvula, que o converte num sinal de pressão hidráulica e controla o movimento da válvula. Cada cilindro do sistema hidráulico tem o seu próprio circuito de controlo independente, que inclui a servo-válvula e a válvula de enchimento.
Eixo do retardador
A definição de eixo
O DNC controla os seguintes eixos:
O cilindro de óleo esquerdo do bloco deslizante é o eixo Y1.
O cilindro de óleo direito do bloco deslizante é o eixo Y2.
Superfície da mesa de trabalho(e o ponto mais baixo do medidor traseiro)
A distância entre a superfície da mesa de trabalho e o ponto mais baixo do gabarito traseiro
Z1 à esquerda do gabarito traseiro
〔da esquerda para a direita〕
Esquerda do corpo da máquina
A distância entre o lado mais à esquerda do corpo da máquina e a extremidade esquerda do gabarito traseiro
Z2 à direita do gabarito traseiro
〔direita para a esquerda〕
Esquerda do corpo da máquina
A distância entre o lado mais à esquerda do corpo da máquina e a extremidade esquerda do gabarito traseiro
Nota:
(1) Seguir as instruções do manual DNC para programar os eixos.
(2) Os termos "esquerda" e "direita" na tabela referem-se à parte da frente da máquina quando esta está virada para si.
Aviso:
(1) O operador deve ter cuidado com a posição do medidor traseiro. Se este se deslocar para a área do molde, pode causar danos na máquina.
(2) A regulação manual do eixo Z só pode ser efectuada a partir da parte de trás da máquina.
(3) Ter cuidado ao ajustar o calibre traseiro para evitar bater na matriz inferior.
O gabarito traseiro é composto por uma viga que se estende de um lado ao outro da máquina, suportada por guias de linha reta e parafusos de avanço com rolamentos de esferas. As guias do gabarito traseiro estão localizadas em ambos os lados do corpo da máquina, deixando um amplo espaço para o movimento. O eixo X controla o movimento do gabarito traseiro através do controlo DNC, e é acionado por um servo motor.
Peças hidráulicas para prensas de travagem
Caixa de óleo de pressão hidráulica
O depósito de óleo de pressão hidráulica é soldado no interior do corpo da máquina. A admissão está localizada dentro do tanque, enquanto o motor, a bomba de óleo, a válvula de alta pressão, a válvula de controlo e o sistema eletrónico estão localizados no exterior. O núcleo de filtragem e o pedestal da válvula estão colocados na parte superior e o parafuso de descarga de óleo está localizado na parte inferior do tanque.
Motor elétrico
Motor trifásico de quatro níveis
Bomba de óleo
A bomba de engrenagens de alta pressão e o motor principal estão ligados por um eixo de acoplamento flexível.
O inalador
O nível de filtragem é de 10μm e a pressão máxima é de 400 bar. Se o filtro ficar obstruído ou se o óleo tiver de ser mudado, o filtro tem de ser substituído.
Servo-válvula sincronizada
A servo-válvula está montada na parte superior do cilindro de óleo. O seu fluxo é regulado pelo sistema de controlo numérico DNC e pelo servoamplificador, permitindo controlar a velocidade do bloco deslizante ao longo de todo o seu curso. A posição e o modo de controlo são os seguintes:
Movimento rápido
Velocidade de dobragem
Ponto morto inferior
Viagem de regresso
Ponto morto superior
Válvula de enchimento
A servo-válvula está localizada na parte superior do cilindro de óleo. Quando o cursor se move rapidamente, o óleo flui para o cilindro a partir da caixa de óleo através da válvula de enchimento. A válvula está fechada durante o processo de dobragem.
Válvula de pressão
A válvula de pressão está na servo-válvula, a contrapressão quando o retorno ajustável viaja.
Salvaguarda
A proteção contra o sobrecurso é controlada pelo DNC. No arranque, o DNC verifica o tempo e a pressão do percurso do óleo para detetar o sobrecurso, também conhecido como verificação da fuga de pressão do óleo.
Parâmetros do sistema NC
Nota:
Em primeiro lugar, antes de encomendar a máquina-ferramenta, todos os parâmetros devem ser estabelecidos pelo fabricante para garantir a segurança operacional.
Em segundo lugar, as alterações dos parâmetros da máquina-ferramenta só podem ser efectuadas com a autorização do fabricante.
Em terceiro lugar, se o segundo requisito não for cumprido e forem efectuadas alterações aos parâmetros da máquina-ferramenta, podem ocorrer acidentes com o equipamento.
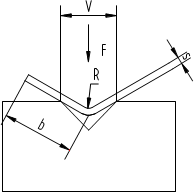
A seleção da matriz inferior (ver figura 4)
Fig. 4 O esboço do mapa do coto inferior
F: A força de flexão necessária (KN/m) por metro quando a resistência à tração do material é de 400 N/mm.
Se a resistência à tração do material for de 800N/mm, a força de flexão necessária (KN/m) por metro duplica. S: Espessura da placa (mm)
S: Espessura da placa (mm)
B: Largura mínima de curvatura (mm)
V: Largura da abertura inferior da matriz (mm) R: Meio diâmetro de flexão (mm)
V: largura da matriz inferior V, deve ser determinada de acordo com a espessura do material S e a fórmula geral é: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Só alterando a largura mínima de curvatura e ângulo de flexão a dimensão global do limite inferior do dado pode ser cientificamente determinada.
S
V
F
R
B
0.5
-
-
-
-
-
-
-
-
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
Durante o processo de quinagem, a força de quinagem concentra-se na superfície da mesa de trabalho e actua simultaneamente sobre a ferramenta. Por conseguinte, a carga que a ferramenta pode suportar não deve exceder a sua capacidade.
Por exemplo:
S=2mm F=150KN (15t/m)
F=150KN (15t/m)
B min=10mm R=2mm
R=2mm
Ao selecionar a matriz inferior, as opções são V12, V16 e V20. Ao escolher V16, é melhor ter em consideração a espessura da placa.
F=170KN (17t/m)
B min=9,5 mm
R=2,4mm
Em termos relativos, o raio não é muito significativo e quando a largura de curvatura (b) é superior ao raio de curvatura mínimo, podem ser processadas placas de diferentes espessuras com a mesma matriz inferior.
V16 S= 1,5mmm, 2mm, 2,5mm
Nota: Se se tratar de uma ferramenta de moldagem, a força de flexão deve ser duas ou três vezes superior.
A seleção da matriz superior deve também basear-se na força de flexão e a capacidade de carga não deve ser excedida. Para além disso, os clientes podem escolher ferramentas especiais, mas devem ter em conta a diferente capacidade de carga em comparação com as ferramentas padrão.
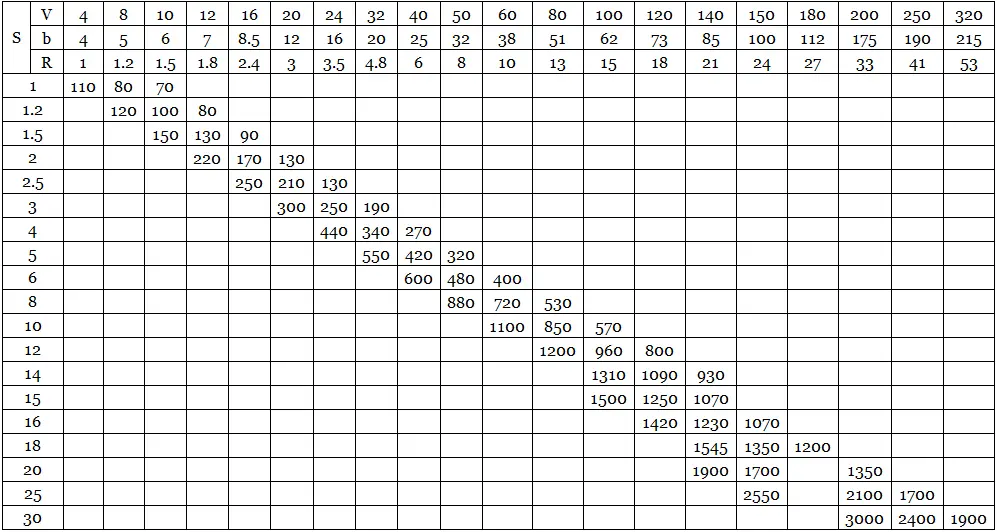
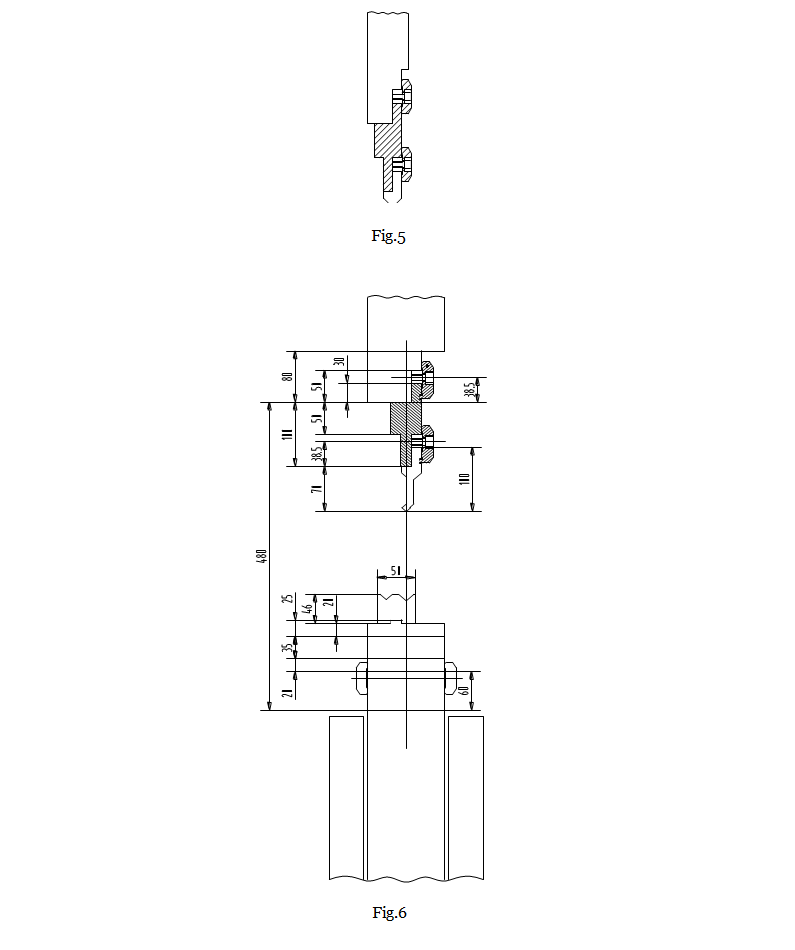
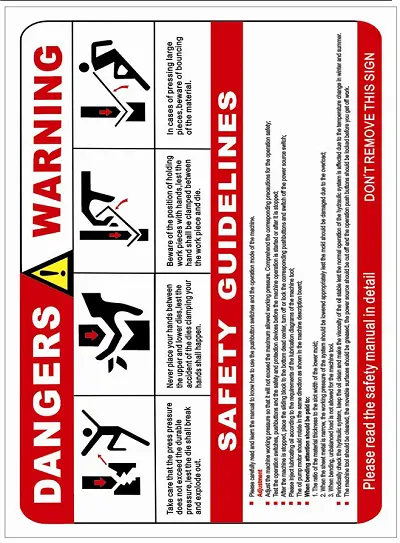
Nota: O operador deve respeitar os princípios de segurança nas zonas perigosas da máquina, como indicado nas Figuras 5 e 6.
A. É proibido passar através das ferramentas.
B. Para evitar acidentes, antes de instalar as matrizes superior e inferior, o botão de arranque deve ser colocado na segunda posição de controlo e o botão de condução NC deve ser colocado em "paragem do eixo".
Instalar a matriz inferior e ajustar o fixação parafusos.
Mover lentamente o bloco deslizante até que a distância entre ele e a matriz inferior seja aproximadamente a espessura da placa.
Fixar o molde superior e o pedestal do molde superior, e colocá-lo no bloco deslizante. Em seguida, apertar ligeiramente os parafusos de aperto ou fechar a parte de aperto.
Aplicar uma pequena quantidade de força para alinhar o molde. Os centros do molde superior e inferior devem estar numa linha reta. Depois de uma extremidade do molde estar completamente ligada, aperte a parte de fixação.
O material da chapa metálica
O quadro seguinte serve apenas de referência. Em caso de dúvidas, consultar o material de processamento.
Tipo
Resistência à tração Kg/mm2
Alumínio
Rigidez suave
10.5
Médio
13.3
Elevado
19.6
Latão
Suave
32.9
Mennir alta resistência resiste à corrosão o constantan
Médio
42
Elevado
59.5
Cobre
Enrolado
25.9
Alumínio cromado
Suave
24.5
Tratamento térmico
38.5
Ferro
Ferro forjado
35
Aço
0,25%c
46.9
0,5%c
66.5
0,75%c
80.5
1.0%c
91
1.2%c
105
1# Volume de aço
52.5
Aço inoxidável 18-8
66.5
Arranque
As falhas impossíveis e os métodos de resolução
Nota:
Antes de começar, certifique-se de que não causará nenhum dano.
A máquina-ferramenta deve estar em condições seguras e adequadas para funcionar, com todas as medidas de proteção e dispositivos de segurança em vigor.
Evitar qualquer operação perigosa e respeitar as precauções de segurança.
Se ocorrer uma avaria, pare imediatamente a máquina e resolva o problema.
A resolução da avaria deve ser efectuada sob a supervisão de um técnico ou especialista qualificado.
Inspecionar regularmente o exterior da máquina para detetar danos ou avarias e, se necessário, pará-la.
O operador deve ler atentamente o manual de instruções.
Resolução de problemas
Falha
Razões
O motor de prensagem não pode deslocar-se rapidamente
A calha de guia desloca a saliência, válvula de substituição EV1/2 danificada, válvula de controlo SV1/2 danificada
O motor da prensa não consegue produzir pressão
O interrutor EV1/2 não funcionou, a válvula de enchimento V5/6 abriu, o ajuste da pressão está danificado, a bomba está desgastada
O motor da prensa pára na posição de paragem durante 5-10 segundos e depois faz um movimento lento
Enchimento na válvula EV5/6 fechada, a posição do óleo é demasiado baixa no cilindro de óleo
Primeiro, a cabeça da prensa recua ligeiramente e depois começa a trabalhar lentamente
Válvula única V11/V12 aberta, os parâmetros de definição estão errados
Dobragem incorrecta
Falha na válvula de controlo, definição básica incorrecta, transdutor mal ajustado ou transdutor danificado.
A cabeça da prensa não consegue recuar, a cabeça da prensa recua lentamente
Válvula de controlo SV1/2 danificada, válvula de troca Ev1/2 não responde, válvula de enchimento encravada na posição de fecho, válvula única EV9/8 na posição de fecho, válvula de ajuste da pressão EVP danificada, definição incorrecta dos parâmetros, calha de guia deslocada, pressão do curso demasiado baixa.
A cabeça da prensa parou na posição alta, até 2-3mm recua, move-se lentamente para baixo e a velocidade não excede 2mm/min
V7/8 de via única aberta, substituir a fuga ou o tampão EV1/2
Nota: É necessário um indivíduo qualificado para resolver quaisquer potenciais falhas e cumprir os procedimentos de inspeção e manutenção. Durante o período de garantia, notificar o pessoal de manutenção. Se a falha se dever a uma operação incorrecta, o pessoal de manutenção não será responsabilizado.
A manutenção da máquina de prensagem a frio
Nota:
antes de a máquina trabalhar, é importante que as ferramentas correspondam ao programa de controlo
Parar a máquina depois de trabalhar
Dois modos de paragem:
Parado no centro do ponto morto inferior
-Deslocar o bloco deslizante para o centro do ponto morto inferior
-Fechar o interrutor principal do motor
-Colocar o interrutor de seleção da operação em "0"
-Colocar o interrutor principal na posição "0"
Utilizar duas madeiras da mesma altura para parar (Utilizar para o período de manutenção)
-Colocar as duas peças de madeira sobre a mesa de trabalho
-Girar o interrutor de chave "seleção de funcionamento" para "2" (para ajuste)
-Operar em modo "manual
Depois de a máquina ter parado, deslocar o bloco deslizante para baixo, manualmente, até que este ligue ligeiramente a madeira.
-Desligar o motor principal
-Mudar o interrutor de seleção da operação para "0"
-Colocar o interrutor principal na posição "0"
Utilizar o botão de paragem de emergência
Ao ativar este botão, todos os eixos param e a bomba desliga-se, mas o sistema de controlo permanece ativo. Para reiniciar a máquina:
-Soltar o botão de emergência
-Premir o botão verde "funcionamento do motor principal". Não é necessário reiniciar a máquina-ferramenta.
Rever o bloco deslizante
Em caso de paragem, se um lado do bloco deslizante estiver inclinado ou mais baixo do que a posição de nível, pode ser ajustado manualmente, mas a máquina deve ser desligada e reiniciada em condições normais.
Nota: Se o bloco deslizante não puder ser corrigido ou se a função de posicionamento falhar repetidamente, isso pode indicar uma falha no sistema de controlo ou no sistema hidráulico.
Pedido de manutenção
A pessoa responsável pela manutenção e pelo controlo deve ler atentamente o manual de instruções e ter uma vasta experiência.
Recomenda-se que o fabricante da máquina efectue um controlo.
O operador da máquina deve efetuar uma inspeção diária para detetar eventuais fugas ou peças soltas.
Se o utilizador não conseguir resolver uma avaria, deve notificar imediatamente o fabricante.
As instruções de manutenção das peças da máquina.
Lista de controlo semanal de manutenção:
Lubrificação de guias
Lubrificação do indicador traseiro
Inspeção do aperto da correia de transmissão
Verificação do alinhamento paralelo
Limpeza da placa de índice
Inspeção dos componentes de acionamento
Limpeza de bolores e avaliação de danos.
Instruções de manutenção do sistema hidráulico
Reabastecimento de óleo hidráulico:
Verificar diariamente o nível de óleo quando o bloco deslizante estiver no topo. Observar o indicador do nível de óleo e reabastecer se necessário.
Se o nível de óleo exceder 10% da capacidade do reservatório de óleo, deixar o óleo hidráulico circular numa direção durante um tempo calculado com base na capacidade do reservatório de óleo e na frequência da bomba hidráulica.
Quando o bloco deslizante estiver no ponto morto superior, adicionar óleo até ao meio do indicador do nível de óleo (visível a partir da parte de trás do depósito de óleo).
T = V /Q*5
T--Tempo de circulação (minuto)
V--Cubagem da caixa de óleo (litro)
Q-- A frequência de circulação da bomba de óleo
Filtro de alta potência
Calendário de substituição do núcleo do filtro:
Substitua o núcleo do filtro após 200 horas de funcionamento e, em seguida, de 6 em 6 meses ou após 1000 horas de funcionamento, ou quando a luz indicadora amarela "substituir filtro" se acender.
O filtro deve ter uma classificação de 10 microns. Depois de substituir o núcleo, deixar o óleo circular durante pelo menos uma hora, como descrito acima.
Nota: Se o indicador luminoso amarelo "substituir filtro" se acender, o núcleo deve ser substituído no prazo de 8 horas de funcionamento.
Medidor posterior
Se necessário, verificar semanalmente a posição zero de todos os eixos da máquina (sem localização do contra-ponto) ou receber uma compensação do DNC.
Controlo do funcionamento da máquina
Itens de inspeção regular:
Inspeção do sistema de medição da transportadora
Inspeção de componentes de ajuste da máquina
Ligação roscada e inspeção de carris
Inspeção da transferência do sinal do transdutor
Inspeção dos componentes de aperto do bloco deslizante
Inspeção dos componentes do acionamento do medidor de retorno
Inspeção dos componentes de aperto do calibre traseiro
Inspeção de ajuste do molde
Inspeção da espessura de diferentes placas de flexão.
Inspeção das válvulas de retenção
Calendário de inspeção das válvulas:
As válvulas V7, V8, V9 e V10 devem ser inspeccionadas de seis em seis meses, utilizando os seguintes procedimentos:
Deslocar o bloco deslizante para o ponto morto superior
Desligar os pinos de sentido único EV1 e EV2
Acionar dois interruptores de comando manual
A válvula de retenção deve impedir o fluxo de óleo do fundo do cilindro de óleo para o depósito de óleo através da servo-válvula (com o bloco deslizante no ponto morto superior)
Se o cursor se deslocar para baixo, contactar o fabricante para substituição da válvula.
Deslocar o bloco deslizante para o ponto morto superior
Desligar o interrutor
Acionar as válvulas de via única EV1 e EV2 através do pino na tampa da extremidade
O bloco deslizante deve mover-se a uma velocidade de aproximadamente 10 mm/s
Se o bloco deslizante se deslocar rapidamente para baixo, substituir a respectiva válvula
Nota: As válvulas de retenção acima mencionadas fazem parte do sistema de segurança. Não arranque a máquina-ferramenta antes de substituir as válvulas potencialmente danificadas.
Inspeção da válvula de ajuste da pressão:
O anel de vedação de segurança da válvula de regulação mecânica da pressão deve ser inspeccionado anualmente.
Nota: Se não for possível efetuar a regulação acima referida, quaisquer pedidos de indemnização por problemas de qualidade durante o período de garantia serão anulados.
Substituir o óleo
Calendário de substituição do óleo hidráulico:
Substituir o óleo hidráulico de três em três anos ou após 6000 horas de funcionamento.
Deslocar o bloco deslizante para o ponto morto superior e fixá-lo no lugar.
Ajustar o parafuso para drenar o óleo hidráulico.
Encher o óleo hidráulico novo até ao nível médio, com o bloco deslizante no ponto morto superior.
Antes de voltar a colocar a máquina em funcionamento, deixar circular o óleo hidráulico durante cerca de uma hora.
Após a circulação, inserir um núcleo de filtro de 10 microns.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Está a debater-se com curvas inconsistentes na sua prensa dobradeira CNC? Este artigo desmistifica os ajustes críticos necessários para uma sincronização e precisão perfeitas. Desde o ajuste fino do sistema servo electro-hidráulico até...
Já alguma vez se perguntou como é que uma prensa dobradeira molda o metal com tanta precisão? Este artigo revela as partes e funções fascinantes de uma prensa dobradeira, mostrando-lhe o seu papel essencial...
Já alguma vez se perguntou como é que uma folha de metal plana é transformada numa forma complexa? As prensas dobradeiras são os heróis desconhecidos do mundo da produção, dobrando e moldando o metal...
Já alguma vez se interrogou sobre o funcionamento do sistema hidráulico de uma quinadora? Neste artigo, vamos mergulhar profundamente nos meandros deste componente essencial. O nosso engenheiro mecânico especialista guiará...
Atenção a todos os mecânicos e entusiastas da engenharia! Alguma vez se interrogaram sobre os meandros da operação de uma máquina de prensagem a frio? Nesta publicação do blogue, vamos mergulhar no mundo...
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
A escolha da prensa dobradeira hidráulica correcta pode ser um desafio devido à variedade de opções disponíveis. Compreender as diferenças entre os modelos NC e CNC é crucial. Este guia explica as principais...
Imagine comprar uma prensa dobradeira e perceber que ela não atende às suas necessidades - um erro caro! Este guia explica os princípios críticos e os factores a considerar ao comprar uma prensa dobradeira. De...
Imagine uma máquina que molda o metal com precisão e eficiência, transformando folhas em bruto em componentes complexos. Este artigo explora a prensa dobradeira, uma ferramenta vital na metalurgia, e revela como...











{kind=link}
{kind=link}
{kind=link}