9 factores-chave que afectam a qualidade do corte a laser
Já se interrogou sobre a forma como se obtém a precisão no corte a laser? Este artigo explora os factores cruciais que influenciam a qualidade do corte a laser, tais como o estado do bocal, a posição do foco e a pressão do gás auxiliar. Ao compreender estes elementos, obterá informações sobre como otimizar os seus processos de corte a laser para obter resultados superiores. Mergulhe para descobrir os segredos por detrás de cortes perfeitos!
A eficiência e a qualidade do corte a laser são influenciadas por vários factores críticos:
① Caraterísticas do bocal
Diâmetro e estado (integridade/dano)
Precisão de altura e de alinhamento
Instalação e fixação corretas
② Integridade do anel de cerâmica
Solidez estrutural
Vedação eficaz com componentes adjacentes
③ Alinhamento da cabeça de corte e do percurso ótico
Limpeza dos espelhos de colimação, de focagem e de proteção
Alinhamento coaxial entre o percurso ótico e o bocal
④ Parâmetros do gás de assistência
Pureza e composição do gás
Otimização do caudal
Regulação da pressão
⑤ Posicionamento do ponto focal
⑥ Velocidade de corte
⑦ Potência de saída do laser
⑧ Caraterísticas da peça de trabalho
Composição e propriedades dos materiais
Tendências de deformação térmica
Qualidade da superfície (oxidação, contaminantes, etc.)
Entre estes factores, quatro são particularmente cruciais para otimizar o desempenho do corte a laser:
Velocidade de corte
Potência de saída do laser
Posicionamento do ponto focal
Pressão do gás auxiliar
Estes quatro parâmetros constituem a pedra angular do controlo do processo de corte a laser. As variações de outros factores manifestam-se normalmente através da sua influência nestas variáveis primárias.
As secções seguintes fornecerão uma análise aprofundada de cada um destes factores críticos e das suas inter-relações no processo de corte a laser.
Efeito do bocal na qualidade do corte a laser
O tipo de bocal, a abertura do bocal, a integridade do bocal, a altura do bocal (distância entre a saída do bocal e a superfície da peça de trabalho), etc., afectarão o efeito de corte.
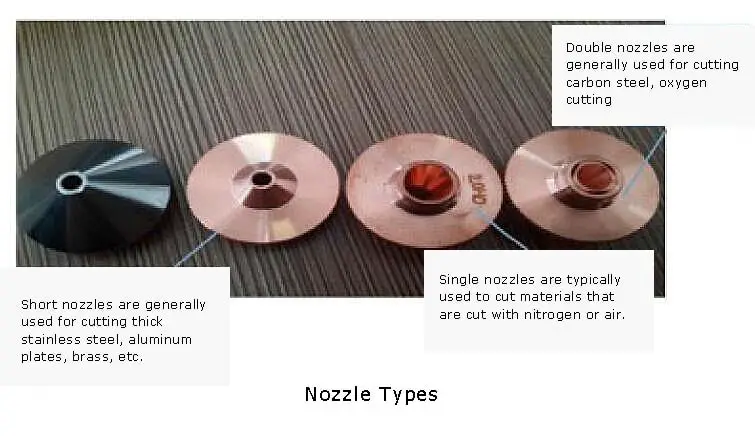
Seleção do tipo de bocal e da abertura no corte a laser
A seleção dos bicos adequados é crucial para obter uma qualidade de corte e uma eficiência óptimas nos processos de corte a laser. Atualmente, três tipos principais de bicos são amplamente utilizados em aplicações industriais: bicos simples, bicos duplos e bicos curtos. Cada tipo oferece vantagens específicas consoante o material, a espessura e os requisitos de corte.
Bicos de corte simples: Estes bocais apresentam uma gama de tamanhos de abertura: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Os bicos simples são versáteis e adequados para uma grande variedade de tarefas de corte, oferecendo um bom equilíbrio entre qualidade de corte e velocidade para muitos materiais.
Bicos de corte duplos: Os bicos duplos oferecem a mesma gama de tamanhos de abertura que os bicos simples: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Estes bicos apresentam um design de fluxo duplo, que pode melhorar o desempenho de corte, particularmente para materiais mais espessos ou quando são necessárias velocidades de corte mais elevadas.
Bicos de corte curto: Os bicos curtos estão disponíveis em tamanhos de abertura maiores: Φ3.0, Φ3.5, e Φ4.0 mm. Estes bicos foram especificamente concebidos para o corte de materiais espessos, oferecendo uma dinâmica de fluxo de gás melhorada e uma distância de afastamento reduzida, o que pode resultar em cortes mais limpos e na redução da formação de impurezas em aplicações de corte pesado.
Em princípio:
A placa fina adopta o bocal com uma pequena abertura, e a placa grossa adopta o bocal com uma abertura maior.
Corte de bicos pequenos:
A superfície de corte será mais fina; quando a placa grossa é cortada, a área de difusão de gás é pequena, pelo que não é estável quando utilizada.
Corte com bocal grande:
O bocal com uma pequena secção de corte é ligeiramente mais espesso; a área de difusão do gás é grande e o caudal de gás é lento, pelo que é estável durante o corte.
Comparação das aberturas dos bicos:
Abertura do bocal
Caudal de gás
Capacidade de remoção de fundidos
pequeno
rápido
grande
grande
lento
pequeno
Efeito da rutura do bico na qualidade do corte
Durante o processo de corte, quando o bocal colide ou esfrega contra a peça de trabalho, o bocal é facilmente deformado.
Quando a perfuração ocorre no furo ou na peça a cortar não pode ser cortadoO bocal tem tendência a derreter e a boca do bocal fica bloqueada, o que afectará a qualidade do corte.
Quando o bocal está deformado ou derretido, verificam-se os seguintes efeitos adversos:
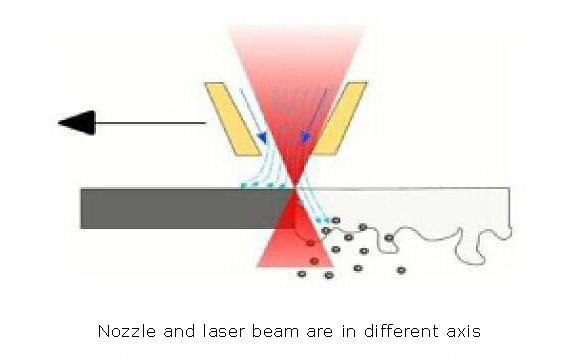
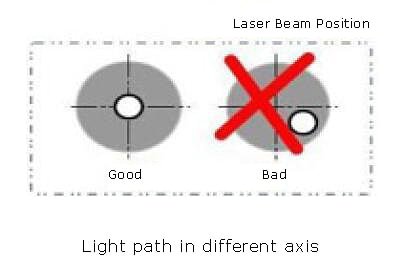
1). O bocal e o feixe de laser estão em eixos diferentes
A coaxialidade do centro do orifício de saída do bocal e do feixe laser é um dos factores importantes que afectam a qualidade do corte.
Quanto mais espessa for a peça de trabalho, maior será o impacto.
Quando o bocal é deformado ou derretido, isso afectará diretamente a coaxialidade.
Por conseguinte, o bocal deve ser cuidadosamente armazenado e corretamente instalado para evitar choques e deformações.
Se for necessário alterar as condições no momento do corte devido ao mau estado do bico, é melhor substituí-lo por um novo bico.
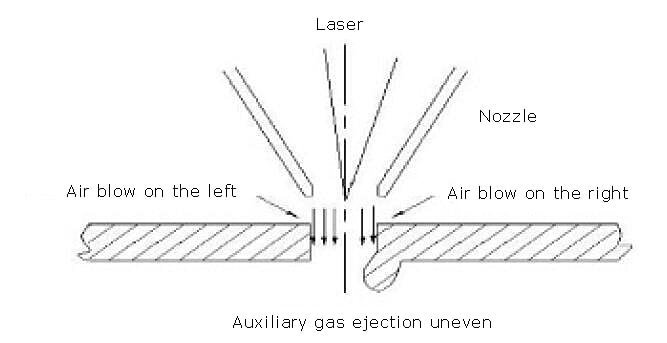
2). Quando o gás auxiliar é soprado para fora do bocal, a quantidade de gás não é uniforme, e há um fenómeno em que um lado é derretido ou queimado, e o outro lado não.
Ao cortar uma placa fina de 3 mm ou menos, a sua influência é pequena; ao cortar mais de 3 mm, o efeito é grave e, por vezes, não pode ser cortada.
3)Impacto nos cantos afiados
Quando a peça de trabalho tem um canto agudo ou um pequeno ângulo, é provável que ocorra uma fusão excessiva; as chapas grossas podem não ser cortadas.
4). Efeito sobre a perfuração
A perfuração é instável, o tempo não é fácil de controlar, a placa grossa será derretida em excesso, e a condição de penetração é difícil de compreender, e a influência na placa fina é pequena.
O efeito da distância entre o bocal e a peça de trabalho na qualidade do corte (a distância é a distância entre a saída do bocal e a superfície da peça de trabalho).
O afastamento tem um grande efeito na qualidade do corte, que é frequentemente negligenciado durante o processo de corte.
Quando o corte é efectuado normalmente, a altura da placa de pressão deve ser geralmente de 0,8 mm a 1,2 mm.
Um nível demasiado baixo fará com que o bico colida facilmente com a superfície da peça de trabalho;
Um valor demasiado elevado provocará a dispersão do fluxo de ar do bocal, resultando numa alteração da concentração e da pressão do gás auxiliar, o que conduzirá a uma diminuição da qualidade do corte.
A alteração da altura do bico (para cima ou para baixo) também provoca uma alteração da posição do foco (para cima ou para baixo) que afecta a qualidade do corte.
Os principais factores que afectam a altura de seguimento:
A superfície do bocal detecta matérias metálicas estranhas na superfície da placa ou rebenta a escória ao perfurar, resultando numa grande alteração da altura de seguimento.
A verificação posterior está incorrecta.
A falha do sensor é causada por danos em dispositivos como os anéis de cerâmica e os fios do sensor.
A peça de trabalho é levantada ou a placa é deformada termicamente e arqueada
Efeito do anel de cerâmica e do anel de vedação na qualidade do corte a laser
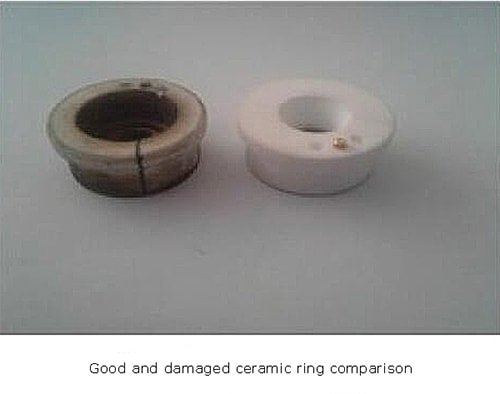
Durante o processo de corte, quando a cabeça de corte colide com a peça de trabalho levantada, é fácil fazer com que o anel de cerâmica se parta ou pulverize.
Quando o anel de cerâmica está rachado, o gás auxiliar vaza facilmente, resultando num fluxo insuficiente de gás auxiliar e afectando a qualidade do corte.
Quando o anel de cerâmica se parte, o operador deve substituir atempadamente o novo anel de cerâmica.
Durante o processo de substituição, deve ter-se o cuidado de assegurar que o anel de vedação entre o anel de cerâmica e a cabeça de corte seja pressionado e compactado.
Não o perca, caso contrário, poderá facilmente provocar fugas de gás auxiliar e afetar a qualidade do corte.
Efeito da cabeça de corte e do estado do percurso ótico na qualidade do corte a laser
Os principais componentes da cabeça de corte são os espelhos de colimação, os espelhos de focagem e os espelhos de proteção.
Qualquer contaminação da lente pode afetar o caminho da luzo que afecta a qualidade do corte.
Os diferentes eixos do laser e do bocal são também problemas de transmissão do caminho ótico, o que também pode levar a falhas de corte.
Principalmente nos seguintes aspectos:
O efeito de corte de 3 arestas da peça de trabalho é bom, 1 aresta não é boa
a aresta da peça de trabalho é queimada, como se mostra abaixo:
a peça de trabalho não pode ser cortada.
Efeito da posição do foco na qualidade do corte a laser
Ao cortar diferentes materiais, a posição do foco precisa de ser ajustada de acordo com os diferentes requisitos do processo de corte.
A direção da posição do ponto excêntrico deve ser distinguida quando é dado um parâmetro de posição de focagem.
Definimos a posição do foco como 0 na superfície superior da folha.
O foco é negativo abaixo da superfície superior da folha e positivo acima da superfície superior da folha.
Como mostrado abaixo:
Seleção da posição de focagem
A posição de focagem é um dos quatro elementos do processo de corte.
Por conseguinte, é necessário determinar se a posição do foco é ajustada corretamente de acordo com diferentes placas e parâmetros do processo de referência antes de cada corte.
Os principais factores que afectam a posição do foco são:
Os factores que afectam a altura de seguimento afectarão a posição de focagem.
A contaminação da lente causará anomalias no percurso ótico, o que também conduzirá à transferência de energia e a alterações na posição de focagem.
Depois de substituir a lente de colimação ou de focagem, a posição de focagem pode mudar e o técnico tem de a verificar.
Efeito do gás auxiliar na qualidade do corte a laser
Efeito das espécies de gases auxiliares no processo de corte
Ao selecionar o tipo e a pressão do gás auxiliar de corte, devem ser considerados os seguintes aspectos:
Geralmente, o oxigénio é utilizado para cortar aço-carbono comum, como o aço de baixa pressão perfuraçãoe corte a baixa pressão.
Geralmente, o nitrogénio é utilizado para cortar aço inoxidável, placa de alumíniolatão, etc.; azoto a baixa pressão para perfuração, azoto a alta pressão para
Efeito da pureza do gás auxiliar na qualidade dos produtos cortados
(1) o efeito da pureza insuficiente do gás ao cortar aço-carbono com oxigénio:
Para chapas finas de aço carbono (l~5mm), a pureza é insuficiente e o caudal de gás deve ser aumentado durante o corte.
Para chapas grossas de aço-carbono (6amm+), o requisito de pureza do gás é muito rigoroso e, se a pureza for insuficiente, a qualidade do corte será muito má ou não poderá ser cortada.
(2) o efeito da pureza insuficiente do gás quando corte de aço inoxidável, chapa de alumínio, latão, etc. com azoto:
No caso do aço inoxidável e do latão, a qualidade da secção transversal é fraca e a secção é rugosa.
No caso da placa de alumínio, a qualidade da secção transversal é fraca e a escória é difícil de manusear.
Efeito da pressão do gás auxiliar na qualidade do corte
(1) O gás ajuda a dissipar o calor e auxilia a combustão, e sopra a superfície derretida, de modo a que a superfície cortada seja de melhor qualidade.
(2) O efeito no corte quando a pressão do gás é insuficiente:
A superfície de corte está fundida ou não pode ser cortada
A velocidade de corte não pode ser aumentada, o que afecta a eficiência.
(3) A influência na qualidade do corte quando a pressão do gás é demasiado elevada.
A superfície de corte é mais espessa e a fenda é mais larga.
A parte cortada é derretida e não é possível obter uma boa qualidade de corte.
Efeito do gás auxiliar na perfuração
(1) Quando a pressão do gás é demasiado baixa, não é fácil cortar e o tempo aumenta.
(2) Quando a pressão do gás é muito alta, o buraco é explodido, fazendo com que o ponto de penetração derreta e forme um grande ponto de fusão.
Por conseguinte, geralmente para as chapas de aço-carbono, a pressão da perfuração da chapa fina é mais elevada e a pressão da chapa grossa é mais baixa.
Quando a placa espessa é perfurada, a pressão do gás e a relação de ar devem ser adequadamente reduzidas quando o orifício é rebentado e o tempo de perfuração é prolongado.
Factores que afectam o gás auxiliar:
Pureza do gás auxiliar
Quando a pureza do gás auxiliar é baixa, a pressão do gás correspondente deve ser aumentada, e vice-versa.
Abertura do bocal
A uma dada pressão, quanto menor for o tamanho dos poros, menor será o caudal; quanto maior for o tamanho dos poros, maior será o caudal.
O tamanho do fluxo afecta o efeito de corte e a capacidade de remover a fusão.
Altura do bocal
Quanto mais alto o bocal estiver da placa, mais disperso será o fluxo de ar; quanto mais baixa a placa, mais concentrado será o fluxo de ar.
A quantidade de fluxo afecta o efeito de corte e a capacidade de remover a fusão.
Rutura do bico
Se a saída de ar do bocal estiver danificada, o fluxo de ar que sai será irregular, o que afecta diretamente a capacidade de corte.
Anel cerâmico e respetivo anel de vedação
Os danos nos anéis e vedantes de cerâmica podem provocar fugas de gás, o que, por sua vez, afecta a pressão e o fluxo de ar.
Velocidade de corte
A velocidade é demasiado rápida, pelo que o gás auxiliar não consegue remover eficazmente a massa fundida e, em seguida, fica pendurado na escória ou não consegue cortar.
Potência laser
Se houver uma perda de potência do laser, é normalmente necessária mais pressão para remover a fusão.
Posição de focagem
Se a focagem não for correcta, a energia do laser na placa é incerta.
Pode compreender-se que, se a energia for demasiado elevada, a pressão do ar deve ser reduzida; se a energia for reduzida, a pressão do ar deve ser superior.
Qualidade da folha
Se a qualidade da folha não for boa, isso afectará diretamente o corte;
Se a superfície da chapa tiver ferrugem, etc., o que não favorece a combustão do oxigénio e a remoção da massa fundida.
Efeito da velocidade de corte na qualidade do corte a laser
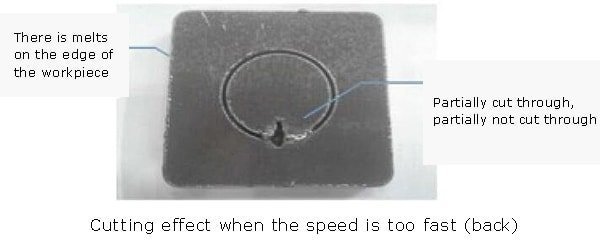
O efeito de uma velocidade de corte demasiado rápida
(1) Pode provocar um fenómeno de descolamento e de pulverização inversa, ver a figura abaixo.
(2) Algumas áreas podem ser cortadas, mas outras não podem ser cortadas.
(3) Toda a face da extremidade é mais espessa, mas não é gerada fusão.
(4) A secção de corte é mostrada como um grão transversal e a metade inferior é fundida.
Em geral, a velocidade de corte é demasiado rápida, a pressão do gás é baixa, a potência é baixa e, como resultado, o corte é insuficiente.
O efeito da velocidade de avanço é demasiado lento
(1) A condição de derretimento excessivo é causada, e a face final do corte é áspera.
(2) A fenda também será alargada e derretida quando o canto afiado for cortado.
(3) Afetar a eficiência do corte.
Em geral, a velocidade de corte é demasiado lenta, a pressão do ar é demasiado elevada e a potência é demasiado grande, o que provoca o fenómeno de fusão excessiva do corte.
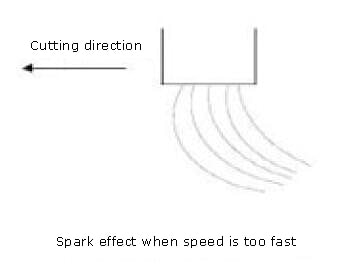
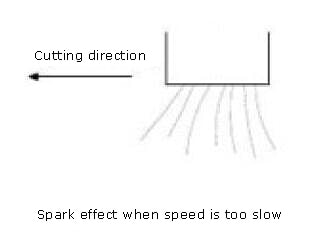
Seleção adequada da taxa de alimentação
A partir da faísca de corte, é possível determinar se a taxa de avanço pode ser aumentada ou diminuída; quando a velocidade de corte correcta é definida, a faísca espalha-se de cima para baixo.
Se a faísca estiver inclinada, a velocidade de avanço é demasiado rápida, o gás auxiliar não é completamente soprado para longe da escória e a cabeça de corte avançou.
As faíscas não são difusas e são menores, e quando são condensadas, a velocidade é demasiado lenta, e o gás auxiliar é excessivamente soprado, pelo que a secção da peça de trabalho é facilmente áspera.
Ajustando a velocidade de avanço adequada, a superfície de corte apresenta uma linha mais suave e não há fusão na parte inferior.
Efeito da potência do laser (W) na qualidade do corte a laser
A potência do laser (W) é demasiado pequena para ser cortada.
A potência do laser (W) é demasiado elevada e toda a superfície de corte é fundida.
A potência do laser (W) não está suficientemente ajustada e a fusão é gerada após o corte.
A potência do laser (W) está corretamente ajustada, a superfície de corte é boa e não é gerada fusão.
Factores que afectam a potência do laser (W);
A) poluição das lentes
B) a posição de focagem está incorrecta
C) Existem manchas de ferrugem e manchas de óleo na superfície da placa:
Efeito do tipo e da qualidade da chapa na qualidade do corte a laser
A maioria dos metais ferrosos e não metálico os metais podem ser cortados com um laser.
Cada material tem a sua própria resposta ao laser (comprimento de onda 1.080u).
A adequação de um material ao corte a laser depende da interação do material com o comprimento de onda e a energia do laser.
Têm diferentes capacidades de corte, velocidade de corte e qualidade.
Em geral, os elementos que afectam a capacidade de corte a laser do material são
Estado da superfície
Difusividade térmica
Condutividade
O tratamento da superfície do material, como alumínio-zinco, chapeamento, revestimento, ferrugem, coloração, pintura e revestimentos de proteção, tem normalmente um impacto negativo no corte a laser.
Existem pontos de ferrugem na superfície da folha (parte da frente) e os pontos de ferrugem não estão cortados (parte de trás)
No caso de placas com manchas bordadas e manchas de óleo na superfície, estas devem ser primeiro processadas e depois cortadas.
Se não puder ser completamente limpa, considere reduzir a velocidade de corte, aumentar a pressão de ar auxiliar e aumentar a potência para evitar que a folha não possa ser cortada.
O corte a laser tem o fenómeno de absorção de calor e difusão térmica, e a temperatura do material tem uma influência não negligenciável na qualidade do corte a laser.
Em geral, quando a temperatura do material excede os 90 °C, terá um efeito adverso no corte a laser (fácil de explodir e de fundir excessivamente).
A fim de reduzir o efeito adverso das mudanças de temperatura no corte, o método de corte por saltos pode ser geralmente utilizado.
O chamado corte por saltos consiste em cortar um contorno numa pequena área e saltar para outras áreas para continuar a cortar, de modo a que o material de processamento não seja aquecido demasiado numa pequena área.
Efeito dos cabos na qualidade do corte a laser
O arranque e a paragem da máquina e a mudança de direção do movimento afectarão a estabilidade da qualidade do corte.
É muito necessário acrescentar um corte de chumbo no corte atual.
Os métodos e o âmbito de aplicação são apresentados no quadro seguinte:
Modo de avanço
Âmbito de aplicação
Linha reta ângulo reto
Folha de 0,5-3mm
Linha reta com arco de avanço
4-6mm
Cabo reto tangente
8-16 mm
O comprimento recomendado para o cabo é o seguinte:
Espessura da folha (mm)
Diâmetro redondo (d, mm)
Comprimento do cabo (a,mm)
1-6
d<10
A partir do centro do círculo
d>10
5
8-12
d<20
A partir do centro do círculo
d>20
10
15-20
d<30
A partir do centro do círculo
d>30
15
Ao cortar aço-carbono espesso (maior ou igual a 6 mm), é necessário alongar o avanço para evitar que a escória gerada pelo jato de areia afecte o corte.
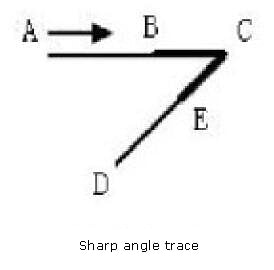
Processo de corte com ângulo agudo
Causas de queimaduras angulares agudas
Quando o ângulo agudo é cortado, o eixo da máquina move-se através de um processo de desaceleração e aceleração, e a velocidade muda, enquanto a potência de saída do laser permanece inalterada.
A energia laser concentrada nos cantos é duas vezes maior do que a da linha de corte.
Os cantos queimar-se-ão devido ao calor excessivo.
Técnica de processamento de ângulo agudo
No processo de corte a laserTente evitar mudanças bruscas de velocidade e de direção, uma vez que isso conduzirá facilmente a um sobreaquecimento local da peça de trabalho, afectando assim a qualidade do corte.
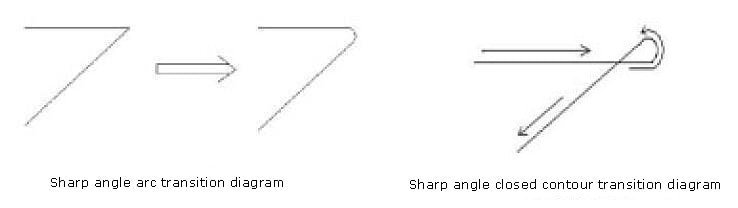
Os ângulos agudos têm geralmente os seguintes métodos de processamento:
1) Transição com um arco de círculo
Se não existirem requisitos especiais para o ângulo agudo, é geralmente possível utilizar o pequeno arco R1-2mm para efetuar a transição.
As alterações na velocidade e direção de corte são efetivamente amortecidas.
Como mostrado abaixo:
2) Transição de contorno fechado em excesso
Como se pode ver na figura, este procedimento acrescenta um caminho fechado de sobrecorte no canto como procedimento adicional, de modo a que a velocidade e a direção de corte não sejam alteradas abruptamente nos cantos, de modo a uniformizar o calor em toda a parte e, por conseguinte, a cortar o ângulo agudo com clareza arestas vivas.
Agora já conhece os 9 factores que afectam a qualidade do corte a laser e o método para melhorar a qualidade do corte a laser.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se perguntou como é que os lasers conseguem cortar aço com uma precisão exacta? Neste artigo, desvendamos os segredos por detrás do corte a laser. Desde os modos de laser aos ajustes do bocal, descubra como cada...
Já se interrogou sobre como garantir uma qualidade de topo no corte a laser? Este artigo descreve nove normas essenciais para avaliar a precisão e a eficácia dos cortes a laser. Aprenderá a avaliar factores...
Já alguma vez reparou nas frustrantes ondulações nas chapas de metal cortadas a laser? Estas imperfeições podem arruinar a precisão e aumentar os custos. Este artigo explora os factores críticos que conduzem às ondulações de corte...
Porque é que a sua máquina de corte a laser por vezes não consegue efetuar cortes precisos? A resposta pode estar no alinhamento do caminho ótico. Este guia orienta-o através dos passos para ajustar...
Imagine cortar sem esforço chapas de metal grossas com a precisão de um bisturi. Esta publicação do blogue revela os elementos essenciais do corte a laser de chapas metálicas, um método revolucionário que combina...
Já alguma vez se interrogou sobre os factores que afectam a qualidade do corte a laser? Nesta publicação do blogue, vamos mergulhar nos meandros da interação laser-material e explorar como as características do feixe, a potência, a velocidade e...
Alguma vez teve dificuldade em escolher o bocal de corte a laser adequado para o seu projeto? A seleção do bocal ideal é crucial para obter cortes limpos e precisos e maximizar a eficiência. Neste...
Alguma vez se interrogou sobre o que faz funcionar uma máquina de corte a laser? Nesta publicação do blogue, vamos mergulhar profundamente no funcionamento interno destas máquinas de alta precisão que revolucionaram o...
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....