Comandos de torno CNC da FANUC (código G/M): Um guia completo
Nesta publicação do blogue, um engenheiro mecânico experiente partilha dicas e técnicas privilegiadas para dominar os comandos do torno CNC Fanuc. Descubra como otimizar as suas capacidades de programação CNC, aumentar a produtividade e levar os seus projectos de maquinagem para o nível seguinte.
Os valores de X (U) e Z (W) representam as coordenadas do ponto de intersecção hipotético entre as linhas adjacentes AD e DE dentro do sistema de coordenadas da peça, onde X e Z são os valores absolutos das coordenadas, e U e W são os valores incrementais das coordenadas. O valor C significa a distância relativa ao ponto inicial do chanfro. O valor R indica o raio do arco de filete.
G02: Interpolação do arco no sentido dos ponteiros do relógio
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R representa o raio do arco. Quando o ângulo central do arco varia de 0° a 180°, R assume um valor positivo; para um ângulo central entre 180° e 360°, R assume um valor negativo. I e K denotam as coordenadas incrementais do centro do arco relativamente aos eixos X e Z a partir do ponto inicial do arco, ou seja, as coordenadas do centro subtraem as coordenadas do ponto inicial (I é representado pelo valor do raio). Quando I e K são zero, podem ser omitidos.
G03: Interpolação de arco no sentido anti-horário
G03 X__Z__R__F__ G03X__Z__ I__K__ F__
Idêntico a G02.
G04: Pausa
G04 X1.5; ou G04 P1500; P sem ponto decimal.
G07.1 (G107): Interpolação cilíndrica
G07.1IPr (Eficácia); G07.1IP0 (Anulação);
G10▲: Entrada de dados programável
G10 P __X__ Z__R__ Q__
G11: Cancelamento da entrada de dados programáveis
G12.1 (G112): Instrução de Coordenadas Polares
G13.1▲: Cancelamento de coordenadas polares
G17: Seleção do plano XY
G18▲: Seleção do plano XZ
G19: Seleção do plano YZ
G20: Entrada em polegadas
G21: Entrada milimétrica
G22: Ativar a deteção do curso armazenado
G23: Desativar a deteção de cursos armazenados
G27: Verificação do retorno do ponto de referência
G27 X(U) Z(W)
A ferramenta é verificada quanto ao seu retorno às coordenadas X, Z designadas, conforme especificado no programa, utilizando o comando G00. Se o retorno for exato, o indicador luminoso acende-se. No entanto, as discrepâncias resultam em alarmes de sistema na máquina-ferramenta.
G28: Regresso automático ao ponto de referência
G28 X(U) Z(W); X e Z são os pontos passados durante o processo de retorno.
G29: Regresso ao ponto de referência
G29 X(U) Z(W)
A partir do ponto de referência, passando pelo ponto médio até às posições X e Z especificadas, o ponto médio é o ponto designado por G28, pelo que este comando só pode aparecer depois de G28.
G30: Regressar ao ponto de regulação
G30 P2/P3/P4 X Z
P2, P3, P4 representam o 2º, 3º e 4º pontos de referência, respetivamente, enquanto X e Z são os pontos intermédios.
Significado: A ferramenta passa pelos pontos intermédios para atingir as posições do 2º, 3º e 4º pontos de referência.
G31: Função de salto
G32: Rosca de passo igual
G32X(U)_Z(W)_F_Q_
G32 Z(W) F; (Rosca cilíndrica)
G32 X(U) F; (rosca de topo)
G32 X(U) Z(W) F; (Rosca cónica)
Nota:
1. Na programação, os segmentos de corte e de recorte devem ser integrados no programa de torneamento da linha.
2. Para maquinar roscas cónicas, quando o ângulo α é menor ou igual a 45 graus, o avanço da rosca é especificado na direção do eixo Z; quando o ângulo α é maior que 45 graus e menor ou igual a 90 graus, o avanço da rosca é especificado na direção do eixo X.
3. Q representa o ângulo inicial da rosca, sem ponto decimal, e a unidade é 0,001°.
G34: Rosca de passo variável
G34 X(U) Z(W) F K ; (Rosca cónica)
K representa o incremento (valor positivo) ou decremento (valor negativo) do passo por rotação, o resto é igual a G32.
G41: desvio à esquerda para o raio da ponta da ferramenta
G41(G42)G01(G00) X Z F G40 G01(G00) X Z F
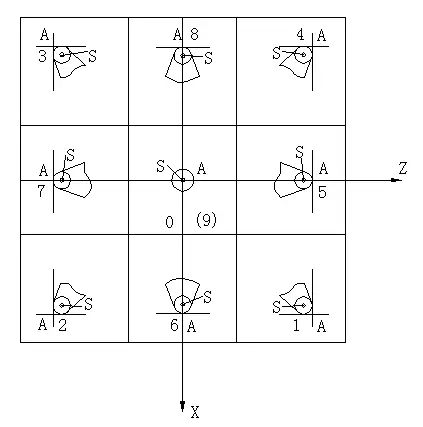
Para o porta-ferramentas frontal, o círculo externo é G42 com o número de posição 3, e o furo de sondagem é G41 com o número de posição 2. A figura seguinte mostra o número de posição para o porta-ferramentas frontal, com as posições 2 e 3, e 1 e 4 invertidas no porta-ferramentas traseiro, enquanto o resto permanece igual.
G42: desvio à direita do raio da ponta da ferramenta
G50: Definição do sistema de coordenadas ou limite de velocidade máxima
G50 X Z ou G50 S
G50.3: Sistema de coordenadas da peça de trabalho selecionado
G50.2: Anulação de viragem de polígonos
G51: Torneamento de polígonos
G52: Sistema de coordenadas locais
G52 X20 Z20: os valores X\Z representam a posição da origem do sistema de coordenadas local no sistema de coordenadas original da peça.
Se G52 X0 Z0: cancela o sistema de coordenadas local, restaurando a origem original do sistema de coordenadas.
G53: Seleção do sistema de coordenadas da máquina-ferramenta
Anular a seleção do sistema de coordenadas da peça e selecionar o sistema de coordenadas da máquina-ferramenta.
(G90) G53 X_ Y_ Z_: é válido no comando absoluto (G90), mas inválido no comando incremental (G91).
Nota:
(1) O desvio do diâmetro da ferramenta, o desvio do comprimento da ferramenta e o desvio da posição da ferramenta devem ser cancelados antes de se atribuir o seu comando G53. Caso contrário, a máquina deslocar-se-á de acordo com os valores de desvio atribuídos.
(2) Antes de executar o comando G53, manualmente ou através do comando G28, colocar a máquina-ferramenta na origem. Isto deve-se ao facto de o sistema de coordenadas da máquina-ferramenta ter de ser definido antes da emissão do comando G53.
G54▲: Seleção do sistema de coordenadas da peça de trabalho 1
G54; Ligado por defeito.
G55-59: Seleção dos sistemas de coordenadas da peça 2-6
G65: Chamada não modal de programa macro
A classe A utiliza o sistema FANUC 0TD, enquanto a classe B utiliza o sistema FANUC 0I.
As variáveis locais são #1-#33, as variáveis partilhadas são #100-#149, #500-#549 e as variáveis de sistema são #1000 e superiores.
Os programas de macro terminam com M99, e podem ser invocados com M98 ou "G65 P(número do programa)L(contagem)".
O formato para os programas da Classe A é: G65 H(a)P(b)Q(c)R(d), onde a é o código H, b é a variável de resultado, e c, d são duas variáveis de operação.
Comando de funcionamento do programa macro de classe B.
Atribuição
#i=#j
Função do pavimento
#i=FUP[#j]
Adição
#i=#j+#k
Logaritmo natural
#i=LN[#j]
Subtração
#i=#j-#k
Função exponencial
#i=EXP[#j]
Multiplicação
#i=#j*#k
Ou
#iOR#j
Divisão
#i=#j/#k
Exclusivo ou
#iXOR#j
Sine
#i=SIN[#j]
E
#iE#j
Seno inverso
#i=ASIN[#j]
Conversão de BCD para BIN
#i=BIN[#j]
Cosseno
#i=CON[#j]
Conversão de BIN para BCD
#i=BCD[#j]
Cosseno inverso
#i=ACON[#j]
É igual a
EQ
Tangente
#i=TAN[#j]
Não igual a
NE
Tangente inversa
#i=ATAN[#j]/[#k]
Superior a
GT
Raiz quadrada
#i=SQRT[#j]
Maior ou igual a
GE
Valor absoluto
#i=ABS[#j]
Menos de
LT
Arredondamento
#i=ROUND[#j]
Menor ou igual a
LE
Teto
#i=FIX[#j]
Comando de controlo: GOTO n - Salto incondicional
IF [expressão de condição] GOTO n - instrução de salto condicional
WHILE [expressão de condição] DO m (m=1, 2, 3...) - Comando de ciclo
...
FIM m;
G66: Invocação modal de programa de macro
G67: Cancelamento de invocação modal de programa de macro
G70: Composto de torneamento fino cilíndrico interno e externo de ciclo fixo
Formato de programação: G70 P(ns) Q(nf)
Onde:
ns representa o número do segmento de programa inicial do processo de maquinagem de precisão;
nf significa o número do segmento de programa final do processo de maquinagem de precisão;
Notas:
(1) O comando G70 não pode ser utilizado de forma independente; deve ser combinado com os comandos G71, G72, G73 para completar o ciclo fixo de maquinação de precisão, ou seja, depois de desbastar a peça de trabalho com os comandos G71, G72, G73, G70 é utilizado para especificar o ciclo fixo de maquinação de precisão, removendo a margem deixada pela maquinação de desbaste.
(2) Neste caso, os comandos F, S, T nos segmentos de programa G71, G72, G73 são inválidos; apenas os F, S, T nos segmentos de programa ns~nf são efectivos. Quando os comandos F, S, T não são especificados nos segmentos de programa ns~nf, os F, S, T do ciclo de desbaste são efectivos.
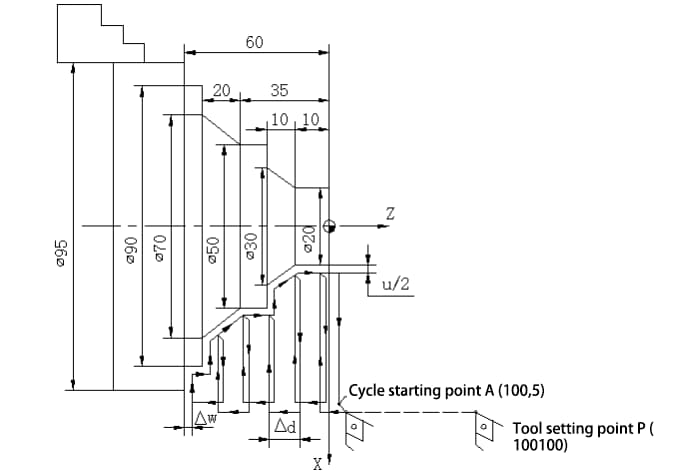
G71: Composto de torneamento fino cilíndrico interno e externo de ciclo fixo
Formato de programação: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Onde:
ns: Refere-se ao número de programa inicial do segmento de maquinação de precisão;
nf: Refere-se ao número final do programa do segmento de maquinação de precisão;
△u: Representa a folga deixada para a maquinagem de precisão na direção radial (direção do eixo X) (valor do diâmetro);
△w: Representa a folga deixada para a maquinagem de precisão na direção axial (direção do eixo Z);
△d: Representa a profundidade de corte por tempo (valor do raio);
e é a quantidade de retração radial durante a retração da ferramenta
F: Representa a velocidade de avanço durante a maquinagem de desbaste; S: Representa a velocidade do fuso durante a maquinagem de desbaste;
T: Representa o número da ferramenta utilizada durante a maquinagem de desbaste.Notas:
(1) Quando a instrução acima é utilizada para a maquinação do contorno interior da peça, △u deve ser um valor negativo.
(2) Ao utilizar G71 para desbaste, apenas as funções F, S, T incluídas no segmento de programa G71 são efectivas. As funções F, S, T incluídas no segmento de programa ns~nf não são efectivas para o ciclo de desbaste, mesmo que estejam especificadas. A correção da ferramenta pode ser executada, e a correção do raio da ponta da ferramenta pode ser programada antes de G70, normalmente incorporada no movimento que se aproxima do ponto inicial. Por exemplo: G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Esta instrução é aplicável quando há um aumento ou diminuição monotónica da coordenada Z, e a coordenada X também muda monotonicamente. O segmento de programa Ns deve avançar ao longo do eixo X, e os valores Z não devem aparecer.
G72: Torneamento em desbaste de extremidades Ciclo fixo composto
Formato de programação: G72W (△d) R(e);
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: Quantidade de recuo na direção Z, sem sinal; outros parâmetros são os mesmos que G71. O segmento de programa Ns deve avançar na direção Z e não pode conter um valor X. Quando o comando acima é utilizado para maquinação de contorno interno da peça de trabalho, △u deve ser um valor negativo.
Exemplo: Como mostra a figura, a sua lista de programas é:
O4534;
N10 G50 X100.0 Z100.0;
N20 M03 S1000;
N30 G00 X100.0 Z5.0 M08;
N35 G72W3R0.5
N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55.0 F200;
N70 X70.0;
N80 X50.0 Z-35.0;
N90 W15.0;
N100 X30;
N110 X20.0 W10.0;
N120 Z5.0;
N130 G00 X100.0 Z100.0 M09;
N140 M05;
N150 M30;
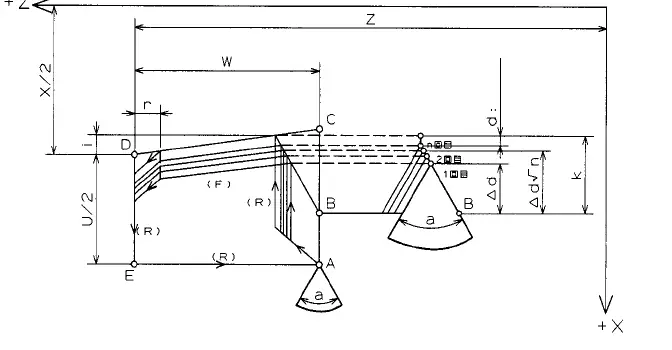
G73: Ciclo de duplicação de contorno
Formato de programação: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Representa o número de ciclos de torneamento em desbaste (contagem de camadas);
△i: Durante o torneamento em desbaste, o subsídio total a ser removido na direção do eixo X (quantidade de retirada da ferramenta) e direção, valor do raio. Ou seja: o tamanho bruto menos o menor tamanho da peça de trabalho dividido por 2. O furo é um valor negativo.
△k: Durante o torneamento em desbaste, a folga total a ser removida na direção do eixo Z (quantidade de retirada da ferramenta) e direção; △k é geralmente zero. O resto é o mesmo que o comando G71.
G74: Ciclo de ranhurar na face final / Perfuração Ciclo
m - O número de repetições de maquinagem de precisão, pode ser entre 1 e 99, este é um valor modal.
r - Quantidade de chanfro no final da rosca (a distância da retirada oblíqua da ferramenta na direção Z), é de 0,0 a 9,9 vezes o passo da rosca, a unidade é 0,1S, representada por dois dígitos de 00-99.
α - Ângulo da ponta da rosca (ângulo do dente da rosca), pode selecionar uma das seis opções seguintes: 80°, 60°, 55°, 30°, 29°, e 0°, determinado por dois dígitos. Este é um valor modal.
△d min - Recuo mínimo da ferramenta durante o corte, especificado como um valor de raio, em micrómetros, sem decimais.
d - Subsídio para maquinagem de precisão, representado como um valor modal com valor de raio decimal, em milímetros.
i - A diferença de raio entre os pontos inicial e final da linha. Quando i é zero, indica um corte de linha reto padrão.
k - Profundidade da rosca. Para roscas externas, k é calculado como 649,5P, para roscas internas, k é calculado como 541,3P, especificado como um valor de raio em micrómetros, sem decimais.
△d - A primeira profundidade de corte, especificada como um valor de raio, em micrómetros, sem decimais.
X, Z - Na programação em valor absoluto, representam as coordenadas do ponto final da rosca no sistema de coordenadas da peça de trabalho. Na programação incremental, representam os valores incrementais das coordenadas do ponto final de corte relativamente ao ponto de início do ciclo, representados por U e W.
L - Passo da rosca, em milímetros.
G90: Superfície cilíndrica/cónica Ciclo fixo simples
G90 X(U) Z(W) R F;
R indica metade da diferença entre a coordenada X no ponto inicial e a coordenada X no ponto final do corte da superfície cónica. Pode ser negativo, em que negativo indica um cone regular e positivo indica um cone invertido. Sem R, trata-se de um corte cilíndrico. Velocidade de corte: G00 - G01 - G01 - G00.
G92: Ciclo de corte de rosca
G92 X(U) Z(W) F R;
R = (X ponto inicial - X ponto final) / 2. R é não-modal e deve ser incluído em todas as frases.
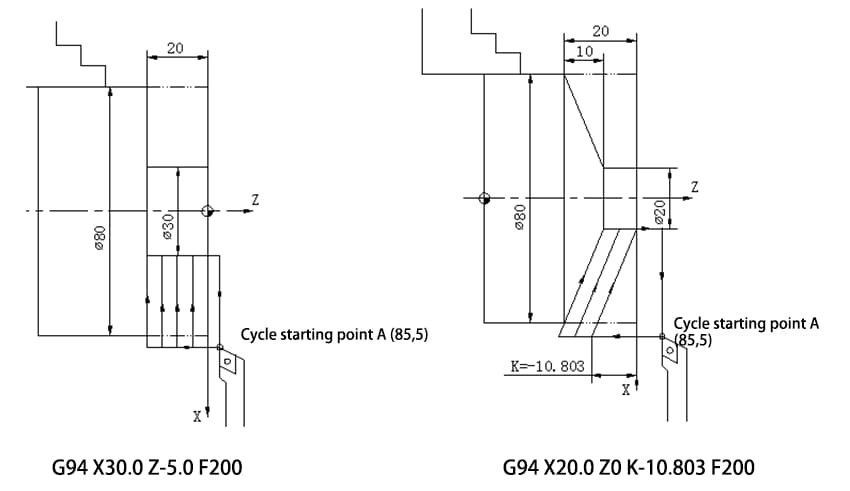
G94: Ciclo de corte da face final
Formato do comando: G94 X(U) Z(W) F;
Formato do comando de corte da face cónica: G94 X(U) Z(W) K F
Onde, X, Z representam o valor absoluto das coordenadas do ponto final do segmento de corte;
U, W representam o valor do incremento de coordenadas do ponto final do segmento de corte relativamente ao ponto de início do ciclo; F representa a velocidade de avanço. K representa a diferença nos valores da coordenada Z entre os pontos inicial e final do segmento de corte (normalmente um valor negativo), ou seja, K=Z ponto inicial - Z ponto final.
G96: Execução de velocidade linear constante
M3S300; velocidade inicial
G50S1000; limite de velocidade máxima 1000
G96S100; velocidade do fuso 100m/min
…
G97▲: Cancelamento da velocidade linear constante, terminação da velocidade.
G97 S300; Cancelamento da velocidade linear constante, a velocidade é de 300r/min
G98: Alimentação por minuto
Unidade: mm/min Exemplo: G98 G01 X20 F200
G99▲: Avanço por rotação
Unidade: mm/rev Exemplo: G99 G01 X20 F0.2;
M00: Todas as acções param.
M01: Paragem da seleção do programa
Tem de premir: Selecionar a tecla de paragem para que seja eficaz, equivalente a M00;
M02: Encerramento do programa
O cursor não regressa.
M03/M04: Eixo para a frente (sentido dos ponteiros do relógio) / para trás (sentido contrário ao dos ponteiros do relógio)
M03 S300;
M05: Paragem do mandril
M08/09: Ligar/desligar o líquido de refrigeração
M30: Terminação do programa
O cursor regressa ao início do programa.
M98: Invocação de subrotinas
Formato de programação: M98 PxxxxL ;
ou M98 Pxxxxxxxx ;
M99: Regressar ao programa principal
Neste caso, os quatro dígitos que se seguem ao endereço P após a chamada representam o número da sub-rotina, a chamada que se segue ao endereço L representa os tempos de chamada. Quando os tempos de chamada são 1, podem ser omitidos, e os tempos de chamada repetidos permitidos são até 999. Quando os oito dígitos seguem o endereço P, os primeiros quatro representam os tempos de chamada e os últimos quatro representam o número da sub-rotina. Quando o tempo de chamada é 1, pode ser omitido.
Se M99 P100; representa o regresso ao segmento de programa N100 do programa principal, se a sub-rotina executar M99 L2, significa que a sub-rotina é forçada a executar duas vezes, independentemente do número de vezes que o programa principal o solicite.
T××××: Comando da ferramenta
Em T0101, os dois primeiros algarismos representam o número da ferramenta, enquanto os dois últimos algarismos indicam o número de correção da ferramenta.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou como é que as engrenagens helicoidais são fabricadas com precisão utilizando a tecnologia moderna? Este artigo investiga o intrincado processo de maquinação de engrenagens helicoidais utilizando uma máquina CNC de quatro eixos. Abrange...
Neste artigo, vamos explorar o mundo dos fabricantes japoneses de máquinas-ferramenta, os heróis desconhecidos por detrás de muitas inovações industriais. Descubra as suas tecnologias de ponta, a sua experiência comprovada e as suas contribuições significativas para várias...
Já alguma vez se interrogou sobre os gigantes da indústria de máquinas CNC? Nesta fascinante publicação do blogue, vamos dar um mergulho profundo no mundo do fabrico CNC, explorando as...
No mundo do fabrico, em rápida evolução, as máquinas CNC tornaram-se indispensáveis. Mas com inúmeros fabricantes a disputar a atenção, como é que se escolhe a melhor? Como engenheiro mecânico experiente,...
Descubra a linguagem secreta que dá vida às máquinas! Nesta cativante publicação no blogue, vamos mergulhar no fascinante mundo do código G e do código M, os comandos de programação essenciais que...
Já se interrogou como é que as fábricas modernas conseguem tanta precisão e eficiência? Este artigo explora o fascinante mundo dos sistemas de Controlo Numérico Computadorizado (CNC), revelando como estes revolucionam o fabrico. Descubra os principais...
Já se perguntou porque é que a sua máquina CNC continua a funcionar mal? Desde acidentes de colisão a falhas eléctricas, as máquinas CNC enfrentam inúmeros desafios operacionais. Este artigo explora os problemas comuns e fornece soluções práticas...
Já se interrogou sobre como são feitas as máquinas que moldam o nosso mundo? Este artigo explora os principais fabricantes de tornos CNC, revelando os segredos por detrás da sua tecnologia de ponta e do seu impacto global. Descubra...
Imagine que a sua máquina-ferramenta CNC está desalinhada - apenas um pequeno erro de cálculo pode levar a erros dispendiosos. Este artigo descreve os métodos essenciais para um alinhamento exato da ferramenta na fresagem CNC...