38 Perguntas frequentes essenciais para o funcionamento do cortador a laser de fibra
Imagine cortar metal sem esforço, com precisão e velocidade. Este artigo sobre o funcionamento do cortador a laser de fibra abrange as perguntas frequentes essenciais, desde as medidas de segurança às funções dos componentes, garantindo um desempenho e uma segurança óptimos. No final, saberá como operar e resolver problemas destas máquinas de alta tecnologia, tornando as suas tarefas de metalurgia eficientes e eficazes. Pronto para dominar os meandros do corte a laser de fibra? Vamos mergulhar.
Quais são os perigos da utilização de vários gases? O que devo fazer em caso de emergência?
Evitar a presença de materiais inflamáveis e explosivos na proximidade de qualquer garrafa.
Manter-se afastado de chamas abertas e não trabalhar com gás a temperaturas superiores a 60 graus Celsius. A utilização de gás proveniente de fontes não aprovadas é estritamente proibida.
O depósito Dewar não deve ser inclinado mais de 45 graus para evitar queimaduras pelo frio. Devem ser usados óculos e luvas de proteção durante a operação. A ventilação com concentrações elevadas de gás é estritamente proibida. Se a cuba de Dewar cair no chão, deve ser levantada no espaço de dois minutos.
Máquina de corte a laser: Utilizada para maquinação por controlo numérico computorizado (CNC).
Refrigerador: Sistema de arrefecimento do feixe laser, da lente reflectora e da cabeça de corte.
Compressor de ar: Fornece ar para o corte a laser máquina e gases auxiliares de maquinagem.
Secador: Filtra a água, o óleo e outros contaminantes no ar para manter as condições de ar seco.
Coletor de poeiras: Remove poeiras e gases residuais.
Regulador: Mantém uma tensão de funcionamento estável para o dispositivo.
O significado do seguinte código
G00:
Posicionamento rápido
M00:
Suspensão incondicional
G01:
Interpolação linear
M36:
Desativar seguidores
G02:
Interpolação circular no sentido dos ponteiros do relógio
M31:
Escolher o ar
G03:
Interpolação circular no sentido anti-horário
M35:
Ativar seguidores
G04:
Pausa
M10:
Abrir o obturador mecânico
G10:
Pilha vazia
M30:
O programa termina e regressa ao cabeçalho do programa
G50:
Escala por
M11:
Encerrar o obturador mecânico
G09:
Programa de leitura antecipada
M06:
Desligar o obturador eletrónico
G51:
Rotação da peça de trabalho
M07:
Ligar o obturador eletrónico
G71:
Programação métrica
M14:
Desligar o gás auxiliar
G91:
Programação incremental
G90:
Coordenadas absolutas
Porquê recalibrar quando se mudam diferentes materiais de corte e diferentes tipos de bicos? O que deve tu o que fazer se a calibração automática não for bem sucedida?
A altura é monitorizada através de um sensor capacitivo, que é influenciado pelo material, pela área de superfície em contacto e pela distância entre o sensor e o material.
Os diferentes bicos têm áreas de contacto diferentes, pelo que a mudança de tipo de bico requer uma recalibração.
Se a calibração automática falhar, efetuar a calibração manual executando o comando M70 no modo de entrada manual de dados (MDI), ou mudar para a calibração manual.
Trajetória da luz exterior e método de regulação coaxial do eixo Z
O eixo X é ajustado rodando os parafusos de ajuste superior e inferior, esquerdo e direito, no suporte do laser. O eixo Y e o eixo Z são ajustados através de três porcas de ajuste no suporte da lente.
Normalmente, são efectuados ajustes grosseiros utilizando uma luz vermelha, seguidos de ajustes finos utilizando um garfo de luz cruzada, para garantir que os pontos dianteiro e traseiro estão centrados.
Método e precauções para encontrar o foco
Para preparar a placa plana, coloque-a na extremidade da máquina de corte a laser num ângulo de 30-45 graus.
Em seguida, retirar o bico e ajustar a escala para -5. Colocar o atraso de perfuração (P199) em 0 e deslocar a cabeça de corte para o ponto mais alto da tábua.
Abrir o programa para focar o laser, ligar manualmente o ar e executar o programa. Encontrar o ponto onde as marcas de queimadura na placa são mais finas e, em seguida, instalar o bocal. Deslocar manualmente a cabeça de corte sobre este ponto mais fino.
De seguida, desapertar a escala até que o bocal esteja a 0,5 mm de distância da superfície da placa. Registar o valor da escala neste ponto, que é referido como a "escala de focagem zero".
Precauções:
Antes de executar o programa, é importante verificar se a direção de movimento do ajuste de focagem no programa corresponde à orientação da placa para evitar quaisquer colisões inversas.
É também essencial ligar manualmente o ar antes e depois de executar o programa para evitar que o fumo afecte a lente.
Uma vez terminado o programa, é crucial evitar mover o eixo Z até que o foco tenha sido restabelecido, e a placa não deve ser batida ou sacudida.
Escreva um programa coaxial e diga o significado de cada frase
Grau de contaminação dos polarizadores circulares e do refletor
4) Condições externas:
Pureza do gás
Qualidade da folha
Que tipos de gases que é necessário para que o laser funcione? Qual é o grau de pureza de cada um? Qual é a pressão mínima externa?
ROFIN:
Azoto de alta pureza 99,999% 5bar
Gás misto (dióxido de carbono, hélio, azoto, monóxido de carbono, oxigénio, hélio), fornecedor designado
RPC
Azoto de alta pureza 99,999% 5bar
Dióxido de carbono de alta pureza 99,999% 5bar Hélio de elevada pureza 99,999% 5bar
Azoto puro 99,995% 5bar
TK
Azoto de alta pureza 99,999% 5bar
Dióxido de carbono de alta pureza 99,999% 5bar Hélio de elevada pureza 99,999% 5bar
Nota: O gás soprado pelo laser TK é desviado por azoto de alta pureza para o interior do laser.
Precauções antes de executar o programa? E a que é que se deve prestar atenção durante o processamento?
Antes de iniciar o processo de maquinação, é importante verificar se o procedimento de seleção está correto, se os parâmetros do processo foram corretamente nomeados, se o gás auxiliar externo está disponível e se a posição da placa é precisa.
Para evitar a deformação da chapa durante a maquinagem, que pode resultar em colisões, é fundamental evitar qualquer perturbação. Quando a máquina está em funcionamento, o operador deve estar atento e não sair da máquina, garantindo sempre a sua segurança pessoal.
Quais são os vários tipos de lentes que são utilizadas na máquina?
Espelho de focagem, polarizador circular, espelho refletor redondo.
Escória suspensa de aço inoxidável, porque é que não pode ser cortada e como resolver o problema?
Existem dois tipos de escórias que podem aparecer na superfície inferior do material cortado:
Escória dura pendurada: Normalmente, isto pode ser resolvido baixando o foco ou aumentando a pressão do ar.
Escória macia suspensa: Normalmente, isto pode ser resolvido aumentando a velocidade de corte, reduzindo a potência e aumentando a posição do foco.
Se o material for não cortar A solução passa geralmente por reduzir a velocidade, aumentar a potência e ajustar a posição de focagem.
Qual é a relação entre o diâmetro do furo de corte e a espessura da placa? Se estiver fora do intervalo, o que deve ser feito?
Para aço-carbono: O diâmetro do furo não deve ser inferior à espessura da placa se for inferior a 8 mm. Se o diâmetro do furo for superior a 10 mm, não deve ser inferior a 1,2 vezes a espessura da placa.
Para aço inoxidável: O diâmetro do furo não deve ser inferior à espessura da placa se for inferior a 4 mm. Se o diâmetro do furo for superior a 5 mm, não deve ser inferior a 1,5 vezes a espessura da placa.
Se os furos excederem estes requisitos, podem ser efectuados através de posicionamento por marcação ou por impulso corte lento técnicas.
Corte súbito de energia durante o processamento, como devemos continuar laser processamento?
Se a máquina for desligada durante o processo de maquinagem, devem ser tomadas as seguintes medidas após o reinício da máquina:
Fazer regressar a máquina ao ponto de referência para restabelecer o sistema de coordenadas da máquina.
Abrir o programa NC que estava a ser executado antes de se desligar a alimentação e verificar se a sub-rotina Q999997 (que chama a memória do sistema de coordenadas da peça) foi chamada. Se não for chamada, o ponto zero da peça de trabalho só pode ser localizado manualmente.
Se a sub-rotina Q999997 tiver sido chamada, selecionar o sistema de coordenadas da peça com G54.
Deslocar para X0Y0 para encontrar o ponto zero da peça de trabalho utilizando G00X0Y0.
Verifique os valores dos parâmetros P8 (o número da linha do programa que está a ser executado antes de a alimentação ser desligada) e P12 (o número da última linha do posicionamento rápido G00 antes de a alimentação ser desligada) no parâmetro de laço. Utilizar o FASTPLOT para verificar o programa e verificar se o número do programa está correto.
Modificar o programa NC acrescentando uma pausa incondicional (M00) após o comando G09 (ler antes do tempo, função de pré-estágio) e aumentando o comando de salto (GO**** com um valor para a memória P12). Após a linha de comando de memória G00 em P12, adicionar a sub-rotina de processo da camada de corte, tal como Q990051 (primeira camada parâmetro de corte chamada).
Executar o programa, ligar a função auxiliar e a potência laser e retomar o corte com posicionamento automático.
Quais são as razões específicas para a contaminação da lente de focagem?
O ar ou os gases auxiliares, como o oxigénio e o azoto, não são puros e contêm contaminantes como a humidade, partículas, fuligem e óleo.
O trajeto da luz exterior também não está limpo e pode ficar contaminado com escórias durante os processos de corte e perfuração.
Que materiais não podem ser processados com um laser?
Ouro, prata, cobre, alumínio puro, duro liga de açomármore, ferro fundido, vidro, etc.
Quantos métodos de perfuração existem? Em que circunstâncias é que cada método é utilizado? Qual é a causa de rebentar buracos quando utilizando um perfurador normalmétodo iónico? Como lidar com isso?
Existem três métodos de perfuração:
Perfuração convencional
Perfuração progressiva
Furo de explosão
Normalmente, a perfuração convencional é utilizada em chapas de aço-carbono com 10 mm ou menos de espessura, enquanto a perfuração progressiva é utilizada em chapas de aço-carbono com 10 mm ou mais de espessura. O uso de furos de rutura não é comum.
Note-se que ligas de alumínio não devem ser perfurados com perfuração progressiva, mas sim com perfuração no ponto focal.
As razões para utilizar um furo de explosão incluem:
Tempo de perfuração insuficiente
Pressão de perfuração excessiva
Foco de perfuração elevado.
Quais são as razões para as faces de corte inconsistentes?
Desalinhamento coaxial
Trajetória incorrecta da luz
Sem bocal
Placa de má qualidade
Poluição do espelho de focagem
A superfície de corte inicial não é boa
Atraso de abertura da luz
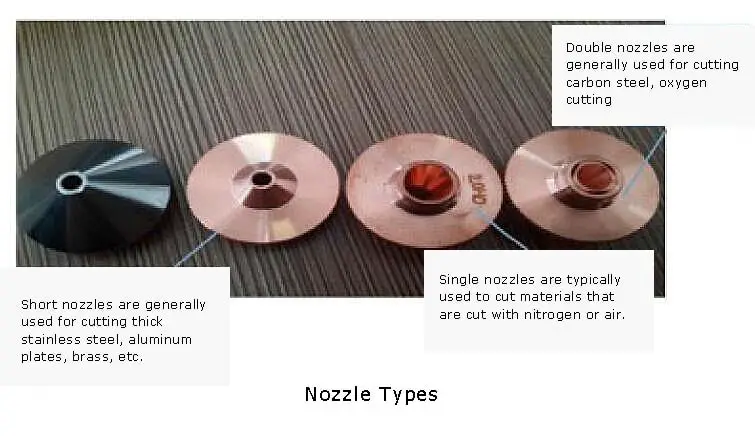
Quais são os tipos e tamanhos de bicos? Como devem ser seleccionados os bicos para diferentes espessuras de materiais?
Existem dois tipos de bocais: bocais altos de camada dupla e bocais baixos de fundo reto de camada única. Os bicos altos de camada dupla estão disponíveis nos tamanhos 1,4, 2, 2,5 e 3,0, enquanto os bicos baixos de fundo reto de camada única estão disponíveis nos tamanhos 1,5, 2,0, 2,5 e 3,0.
Normalmente, o aço-carbono utiliza bicos altos de camada dupla. Para espessuras iguais ou inferiores a 8 mm, é utilizado um bico 1.4; para espessuras entre 10-12 mm, é utilizado um bico 2.0; para espessuras entre 14-18 mm, é utilizado um bico 2.5; e para espessuras entre 20-25 mm, é utilizado um bico 3.0.
O aço inoxidável e as ligas de alumínio, por outro lado, utilizam geralmente um bocal baixo de fundo reto de camada única.
Parâmetros de processamento detalhados do corte com oxigénio do aço-carbono de 10 mm-16 mm e do corte com azoto do aço inoxidável de 8 mm
Tipo de gerador de laser
Folha
Potência
Velocidade
Foco
Diâmetro do bocal
Altura de corte
Gás de corte
Pressão do ar
Lente
mm
W
mm/min
mm
mm
mm
Bar
polegada
TK2000
MS 10
1800
1000-1200
1
2
1.2
O2
0.8~1.0
7.5
PRC4000
MS 16
2450
800-1000
2
2.5
1.2
O2
0.6~0.7
7.5
ROFIN DC030
SUS 8
2950
800-1100
-8
2.5
0.65
O2
20
7.5
Quais são as vantagens das lentes de 21,5 polegadas e 7,5 polegadas no corte de chapas?
Lente de 5 polegadas:
Esta lente é ideal para cortar chapas finas, uma vez que oferece uma velocidade de corte rápida e resultados de alta qualidade.
Lente de 7,5 polegadas:
Esta lente é adequada para cortar chapas grossas devido ao seu pequeno cone e aos resultados de corte de alta qualidade. Também é eficaz na proteção da lente contra danos.
Qual é a diferença entre a extremidade distante e a extremidade próxima do percurso ótico na focagem, porque é que existe essa diferença? Como resolver o impacto do seu corte?
O foco na extremidade distal do percurso ótico é inferior ao foco na extremidade proximal devido ao ângulo de divergência da luz laser, que não é perfeitamente paralelo.
Para contrariar o efeito da diferença de focagem durante o processo de corte, a altura do painel de operação pode ser ajustada rodando o botão de ajuste ou ajustando o controlo da velocidade de corte.
O que deve tu prestar atenção ao corte de materiais não metálicos?
É imperativo evitar o corte com oxigénio e utilizar, em vez disso, azoto ou ar.
Para evitar colisões e contaminação da lente, a distância entre o bocal e o material deve ser aumentada e deve ser mantida uma pequena distância para evitar a acumulação de pó.
Como evitar que a peça de trabalho se deforme e gire durante o processo de corte? Quais são as causas do desvio dimensional da peça cortada?
Para evitar a deformação e o empeno durante o corte, podem ser utilizadas técnicas como o corte por desalinhamento, a micro-conexão e a deslocação do ponto de corte.
Se o tamanho da peça de trabalho se desviar demasiado devido ao deslocamento causado pela deformação, pode resultar num desvio significativo do tamanho desejado.
Porquê cortar um pequeno círculo quando se corta aço inoxidável com mais de 4 mm, ou começar com um corte lentoing?
É importante garantir que o fluxo de ar auxiliar seja direcionado para baixo no início do processo de corte, a fim de evitar eficazmente a reversão da escória.
Que tipo de gás é utilizado para cortar o carbono e que efeito tem a pureza do gás no corte?
O oxigénio é normalmente utilizado como gás de corte e a sua pureza é tipicamente 99,5% ou superior.
A qualidade do corte melhora com uma maior pureza do oxigénio.
Que tipo de gás é utilizado para cortar aço inoxidável e que efeito tem a pureza do gás no corte?
O nitrogénio é normalmente utilizado como gás de corte e a sua pureza é geralmente 99,6% ou superior. Se a pureza do azoto for baixa, a aresta de corte pode parecer amarela. Por outro lado, se a pureza do azoto for elevada, a aresta de corte será mais brilhante.
Além disso, a utilização de azoto de alta pureza pode também reduzir a acumulação de escórias na extremidade inferior do corte.
Quando se corta aço inoxidável com película, a face para cima ou para baixo? Porquê? O que deve tu prestar atenção ao corte de filmes?
Quando a película está virada para baixo, impede a descarga das escórias, pelo que a película deve estar virada para cima.
Ao cortar com uma película, é importante ter em atenção o facto de a película se descolar e poder prender a cabeça de corte. Uma solução comum é fazer primeiro uma marca na película e depois prosseguir com o processo de corte.
A que é que se deve prestar atenção ao instalar a FASTCAM?
Quando a instalação estiver concluída, substitua os ficheiros de configuração incorrectos PA8000.com e SETUP.DAT no diretório de instalação da FASTCAM pelos ficheiros correctos.
Quais são os requisitos para a linha de entradapara a aço inoxidável/carbono aço com espessuras diferentes?
Para aço inoxidável com 3 mm ou menos de espessura, podem ser utilizados cabos rectos. Quando corte de aço inoxidável com uma espessura igual ou superior a 4 mm, é geralmente utilizada uma combinação de linhas rectas e pequenos arcos.
Para o aço-carbono, é normalmente utilizado um arco circular.
O que deve ser feito se houver uma ocorrência súbita de um fenómeno negativo durante o processamento normal?
Se ocorrer um fenómeno indesejável, é importante fazer primeiro uma pausa e depois analisar a causa antes de tomar as medidas adequadas para o resolver.
Quais são as vantagens e desvantagens da utilização de gás engarrafado, dewar tanquee tanques de armazenamento?
Utilizar gás engarrafado:
Embora a pressão seja bem garantida, o custo elevado e o curto período de utilização exigem mudanças frequentes de gás.
Utilizar o tanque Dewar:
Com uma ventilação fácil, uma longa vida útil e um baixo custo, os tanques Dewar são adequados para o processamento a longo prazo. (Recomenda-se a utilização de tanques Dewar de alta pressão, com um volume de gás de gaseificação geralmente não inferior a 80 metros cúbicos).
Utilizar tanque de armazenamento:
As cisternas de armazenamento oferecem poupanças significativas de gás e um baixo custo, com um tempo de utilização duradouro. Normalmente, o azoto líquido é carregado uma vez a cada meio mês, o que faz dele um investimento único. Recomenda-se a sua utilização quando estão em funcionamento duas máquinas e é necessária uma grande quantidade de azoto como gás auxiliar de processamento.
Quais são as etapas da programação em FASTCAM e FASTNEST?
Os passos de programação da FASTCAM são os seguintes:
Importar o ficheiro DXF/DWG e efetuar a limpeza CAD e o processamento da compressão.
Gerar o programa, especificar a origem e efetuar a verificação do programa.
As etapas de programação da FASTNEST são as seguintes:
Definir o tamanho da placa e modificar os parâmetros da máquina, incluindo o tipo de ficheiro e o FASTPATH.
Adicionar o padrão da peça processada à tabela de descarga e definir o número de peças.
Clique em colocação automática e efectue ajustes finos, se necessário, através do ajuste manual.
Verificar o programa de saída em simultâneo.
O significado de "PERDA DO BICO DA CABEÇA DE CORTE" O motivo e a solução para este alarme?
O bocal do sensor da cabeça de corte perde o alarme;
Verificar se o bico está desligado;
Se o anel de cerâmica está intacto;
Se a calibração está correcta.
Qual é o significado de EX CHANGE TABLE ALARM e como resolver este alarme?
Verificar se a cabeça de corte está elevada ao ponto mais alto em caso de avaria na bancada de troca.
Qual é o significado e a solução do ALARME DE LIMITE MÍNIMO DO EIXO Z?
Detectada falha no limite de hardware negativo do eixo Z. Para resolver este problema, prima o botão de paragem de emergência, desenrosque a cabeça de corte do interrutor de limite rígido e, em seguida, volte à posição zero.
Como proteger o anel de cerâmica contra danos?
Certifique-se de que o anel de arrefecimento de gás cerâmico está a funcionar corretamente. O operador não deve afastar-se da máquina enquanto esta estiver em funcionamento e deve estar atento à libertação súbita de tensões na placa e à viragem da peça de trabalho. Se necessário, devem ser tomadas medidas imediatas após a paragem da máquina para evitar danos nos anéis de cerâmica e nas cabeças de corte.
É estritamente proibido utilizar bicos altos de camada dupla ao cortar aço inoxidável ou liga de alumínio com azoto de alta pressão.
Quais são as razões para a escória na superfície inferior da chapa de aço-carbono?
Posição de focagem incorrecta
Baixa pressão de ar
Contaminantes na superfície da chapa (tais como ferrugem, óleo e cola)
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Os lasers revolucionaram o fabrico, mas conhece as principais empresas que impulsionam a inovação neste domínio? Nesta publicação do blogue, vamos explorar os principais intervenientes que estão a moldar o futuro do laser...
Alguma vez teve dificuldade em escolher o bocal de corte a laser adequado para o seu projeto? A seleção do bocal ideal é crucial para obter cortes limpos e precisos e maximizar a eficiência. Neste...
Alguma vez se interrogou sobre o que faz funcionar uma máquina de corte a laser? Nesta publicação do blogue, vamos mergulhar profundamente no funcionamento interno destas máquinas de alta precisão que revolucionaram o...
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
Tem curiosidade em conhecer a tecnologia de ponta que está a revolucionar o fabrico? Nesta publicação do blogue, vamos mergulhar no mundo das máquinas de corte a laser, explorando as suas vantagens e os principais fabricantes que dominam...
Imagine as consequências catastróficas de negligenciar a manutenção das máquinas de corte a laser. Não deixe que a sua empresa seja vítima de paragens e reparações dispendiosas! Nesta publicação do blogue, vamos analisar os principais...
O corte a laser revolucionou o fabrico, mas até as máquinas mais avançadas enfrentam problemas. Nesta publicação do blogue, analisamos os problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecemos...
Intrigado com a arte do corte a laser? Esta publicação do blogue aprofunda os parâmetros críticos que fazem a diferença na qualidade e eficiência do corte. Descubra dicas de mecânicos experientes...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...