{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Defeitos comuns em produtos de perfil: Análise exaustiva
Como engenheiro, sabe que o diabo está nos pormenores quando se trata de conceber e fabricar máquinas. Um aspeto crucial que pode fazer ou quebrar a qualidade...
Já alguma vez se perguntou como é que as peças metálicas maciças são moldadas com precisão? Este artigo explora o fascinante mundo das prensas hidráulicas, descrevendo em pormenor as suas aplicações, características e funcionamento complexo. Saiba como estas poderosas máquinas transformam o metal com facilidade e precisão e descubra a tecnologia por detrás das suas impressionantes capacidades.

Esta máquina de prensa hidráulica é adequada para todas as tipos de metal processos de supressão de material, incluindo perfuração, dobragem, flangeamento e outros. Além disso, pode ser utilizado para a calibração, prensagem e conformação de metais produtos.
A prensa hidráulica tem uma fonte de alimentação e um sistema elétrico independentes, e utiliza um botão para controlo comum. O seu funcionamento é gerido por um controlador programável PLC, que permite a regulação e o funcionamento semi-automático.
A pressão de trabalho, a velocidade de prensagem e a gama de deslocação desta prensa hidráulica podem ser personalizadas com base em necessidades tecnológicas específicas.

Este sistema hidráulico máquina de prensagem compreende um motor principal e um mecanismo de controlo, integrados através de condutas e dispositivos eléctricos.
O motor principal inclui um quadro da máquina, um cilindro principal, um dispositivo de limitação do curso, etc.
O mecanismo de controlo inclui uma estação de bombagem hidráulica (sistema de energia) e um armário elétrico.
A estrutura e as funções das partes acima referidas são as seguintes
O máquina de prensagem hidráulica moldura
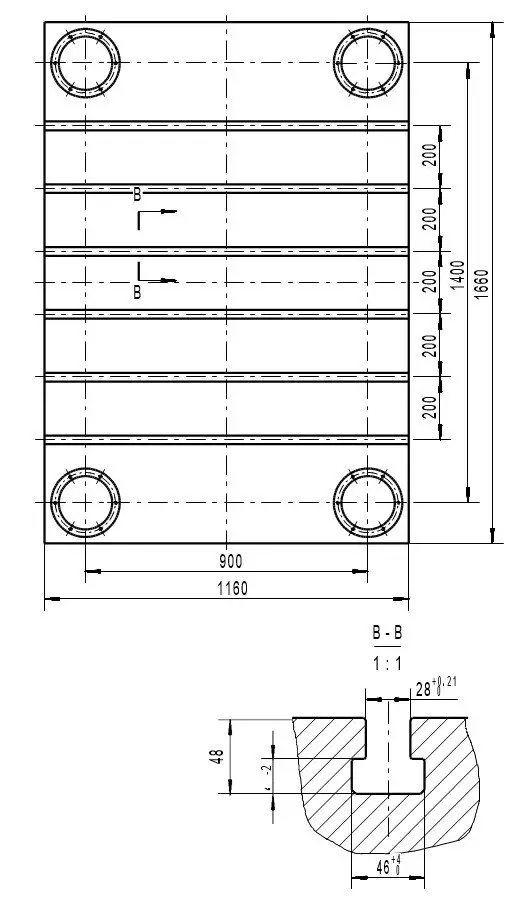
A estrutura da máquina é composta essencialmente por uma viga, uma bancada de trabalho, uma almofada hidráulica, uma corrediça, colunas verticais e porcas de aperto.
A porca de regulação, as quatro colunas básicas, a viga superior e a bancada de trabalho são fixadas firmemente em ambas as extremidades da estrutura da máquina através de porcas de bloqueio, com o cursor situado no seu centro.
A precisão é ajustada através da porca de regulação e da porca de bloqueio que são fixadas na viga.
O cursor e a haste do pistão do cilindro principal estão ligados por porcas de bloqueio e dependem das quatro colunas para se deslocarem para cima e para baixo. Tanto a corrediça como a bancada móvel estão equipadas com canais em T, o que facilita a instalação de matrizes.
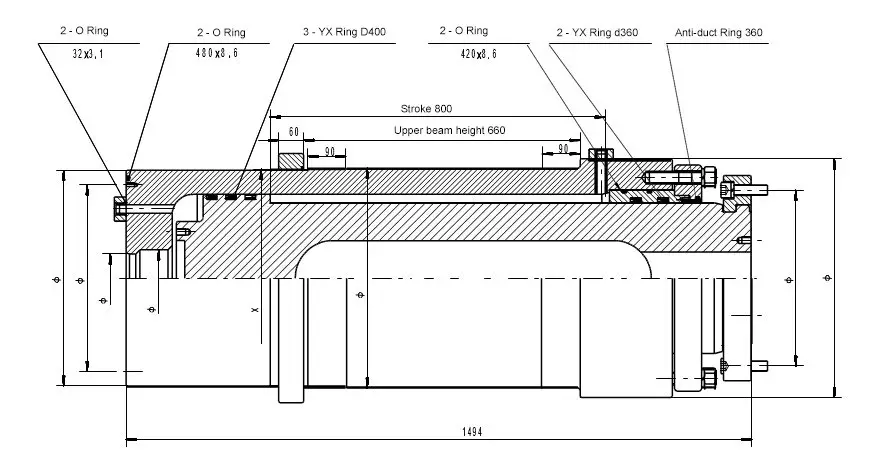
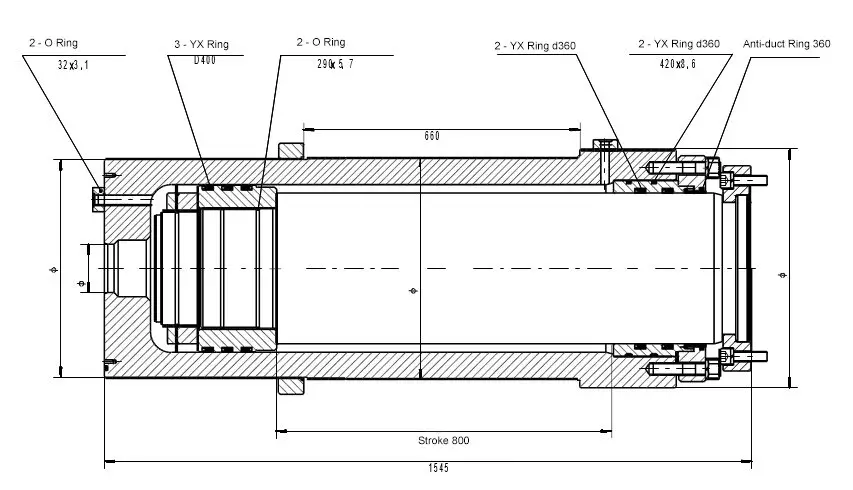
Cilindro mestre
O cilindro principal é fixado à viga superior por meio de casquilhos de cilindro e grandes porcas de bloqueio.
A ligação da extremidade inferior do pistão possui uma flange, um parafuso e um cursor, enquanto as cabeças do pistão são feitas de ferro fundido e equipadas com um anel de vedação invertido no exterior e um anel de vedação em forma de "O" no interior para formar duas câmaras de óleo.
A abertura do cilindro está igualmente equipada com anéis de vedação e fixada por flanges para assegurar a vedação das câmaras inferiores. Tanto o lado superior como o lado inferior da flange estão igualmente equipados com um anel de vedação.
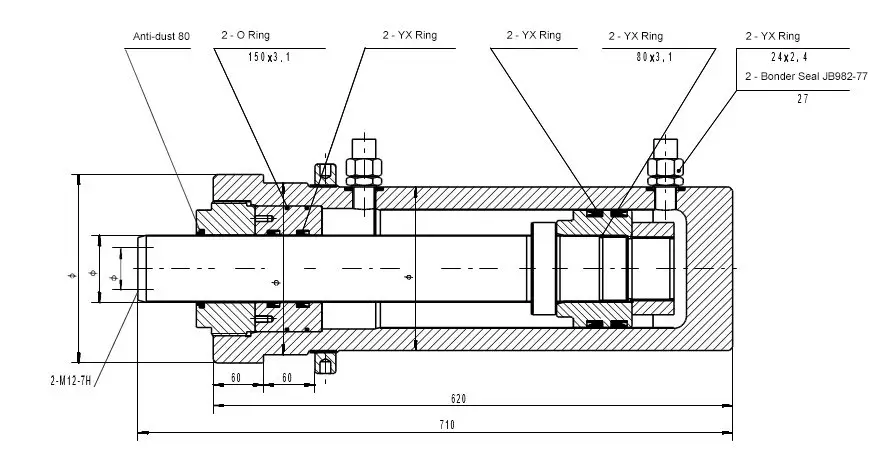
Almofada hidráulica
A almofada hidráulica é instalada na bancada de trabalho e fixada com o cilindro superior por meio de uma porca de bloqueio, permitindo um movimento para cima e para baixo. A estrutura do cilindro superior é o mesmo que o do cilindro principal.
Elétrico armário
O armário elétrico pode ser movido livremente e possui botões, relés temporizados e um interrutor automático na sua superfície.
Dispositivo limitador de curso
O dispositivo de limitação do curso está situado no lado direito da máquina e é composto por um suporte, um êmbolo, um interrutor de fim de curso, etc. O cursor pode ser ajustado alterando a posição do êmbolo.
Estação de bombagem hidráulica (sistema de energia)
A estação de bombagem hidráulica inclui um depósito de óleo, uma bomba de alta pressão, um motor, uma válvula de cartucho, etc. O depósito é soldado e possui um filtro no interior.
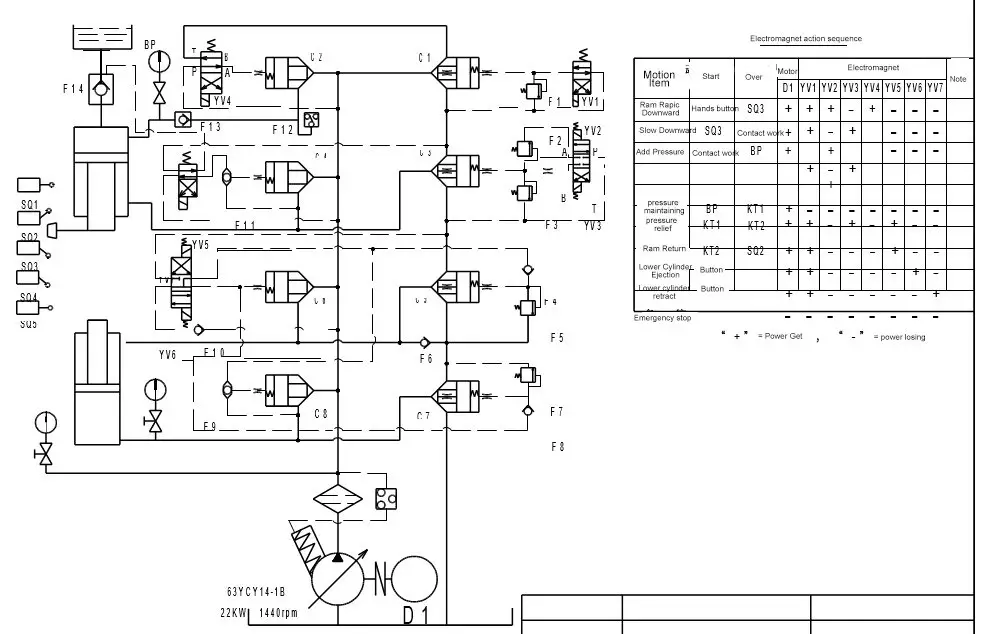
A teoria do sistema hidráulico é apresentada no desenho da teoria hidráulica e na lista de sequência de acções em anexo. Vamos utilizar o ciclo de trabalho semi-automático como exemplo para demonstrar a teoria hidráulica:
Em primeiro lugar, ligar a alimentação e premir SB3 e SB5 para ligar o motor.
Nesta altura, todas as válvulas eléctricas estão ainda em estado de repouso e o óleo que sai da bomba de alta pressão flui de volta para o depósito de óleo. O sistema está num estado de circulação cíclica sem carga.
Com as duas mãos, premir SB6 e SB7. Neste momento, os solenóides YA1 e YA5 são activados e o óleo proveniente da bomba de alta pressão flui para a câmara superior da bomba principal. A ativação de YA5 faz com que a válvula 11 se ligue com P e B, A e T. O óleo na câmara inferior flui de volta para o depósito de óleo através da válvula 11, e o cursor em estado não suportado move-se rapidamente para baixo devido ao seu peso próprio.
Neste momento, o óleo na bomba não é capaz de complementar a câmara superior do cilindro principal e formar pressão negativa, o que irá sugar a válvula de infusão de óleo aberta, fazendo com que o óleo no tambor de fornecimento de óleo se infunda fortemente na câmara superior do cilindro principal. Por conseguinte, o controlo deslizante irá esgotar-se rapidamente.
Quando o controlo deslizante desce e se aproxima do interrutor SQ2, o interrutor emite sinais para a continuação da potência YA1 e corta YA5. Então, o óleo tem de superar a pressão da válvula de suporte antes de regressar ao depósito de óleo, e a câmara inferior formará pressão inversa, reduzindo a velocidade de descida. Por conseguinte, a corrediça não pode descer com base no seu peso próprio e abranda.
Quando a corrediça desce e toca nas peças de trabalho, e a pressão do sistema aumenta até à pressão prescrita no manómetro SPI, o sistema emite o sinal para descarregar o solenoide. A bomba entrará num estado de circulação sem carga e o relé de tempo KT1 ligar-se-á e entrará numa condição de atraso de tempo de retenção da prensa.
Quando o tempo de atraso aumenta até ao tempo pré-definido, os contactos de atraso KT1 libertam o sinal para alimentar YA2 e YA6, e a válvula de baixa pressão ajusta o óleo do sistema e gera pressão. O sistema estará no estado de baixa pressão, e o óleo da bomba abrirá a válvula de descarga na válvula de infusão, descarregando o óleo de alta pressão na câmara superior.
Durante o tempo, acionar o relé de tempo KT2 e iniciar a descarga temporizada.
Quando o tempo de pré-definição do KT2 para o alívio da pressão chega ao fim, o KT2 emite o sinal para carregar o YA2 e cortar o YA6. Então, todo o óleo da bomba fluirá para a câmara inferior do cilindro principal para aumentar a pressão do curso de retorno. O óleo da câmara superior flui de volta para o tambor de infusão através da válvula mestra da válvula de infusão para fazer recuar o seletor.
Quando o curso de retorno se aproxima da posição prescrita SQ1, o sistema emite sinais para descarregar YA2 e parar o curso de retorno. Entretanto, o YA3 é carregado e o sistema flui para a câmara inferior do cilindro superior. A sua pressão pode ser ajustada pela válvula de transbordo e realiza automaticamente a expulsão das peças de trabalho até estas tocarem no SQ5.
Ao premir o botão SB13, YA4 e YA6 serão carregados, e P e A da válvula serão ligados. A ligação T e B abrirá a válvula 20b e entrará na câmara superior do cilindro superior, realizando a ação de recuo do cilindro superior. O carregamento de YA6 pode diminuir a pressão do óleo na câmara inferior do cilindro principal, preparando o próximo ciclo de trabalho.
Nesta altura, está concluída uma circulação completa.
Breve introdução à prensa hidráulica
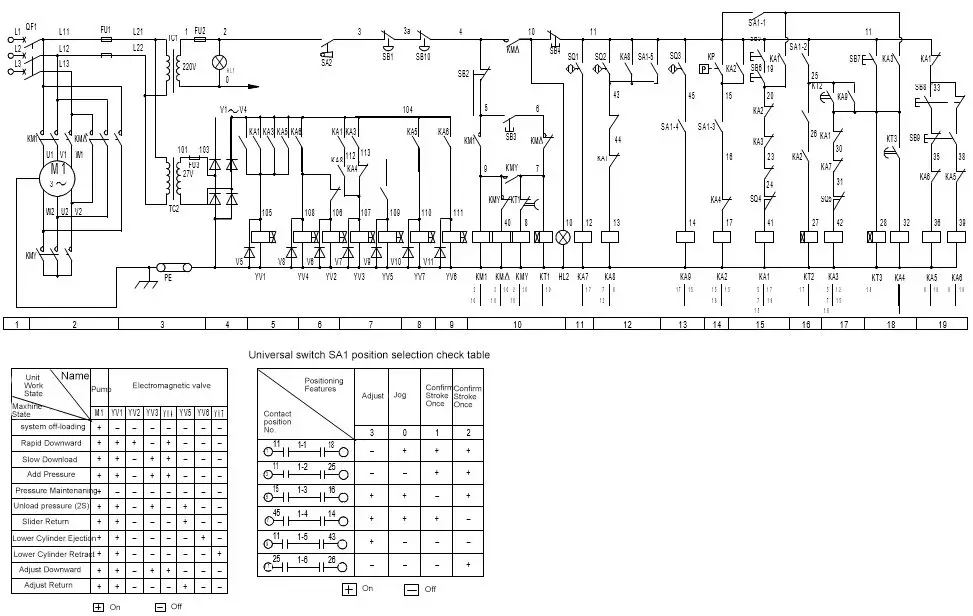
A máquina de prensagem hidráulica foi concebida para funcionar com uma potência de 380V, 50Hz, sendo a tensão do circuito de controlo fornecida por um transformador de 220V.
A prensa inclui um armário elétrico dedicado que pode ser colocado num local conveniente. O armário possui uma porta com interruptores, botões de controlo e lâmpadas de sinalização. No interior do armário encontram-se vários controladores, incluindo um interrutor de alimentação, controlador programável, relé térmico, contratante AV, relé de tempo, transformador, relé intermédio, entre outros.
Dependendo dos requisitos da tecnologia de prensagem, a máquina pode ser operada de duas formas: manual ou semi-automática. No modo manual, os operadores ajustam a máquina e a matriz e executam acções como a descida do cursor, o retrocesso, a ejeção e o recuo do pistão, premindo os botões correspondentes para iniciar e parar o trabalho.
No modo semi-automático, um único ciclo de prensagem pode ser iniciado premindo o botão "trabalho".
Parâmetros técnicos do dispositivo de condução e da parte eléctrica
A máquina de prensagem hidráulica utiliza dois conjuntos de motores assíncronos trifásicos em gaiola de esquilo Y180L-6 com uma potência de 22kW, funcionando a ~380V e 1470rpm.
A válvula de controlo direcional por solenoide do sistema hidráulico é accionada por 16 electroímanes de tipo húmido que funcionam a 24 V CC.
Os principais parâmetros técnicos indicados na etiqueta de dados eléctricos são os seguintes: potência total de 44kW, tensão de ~380V, sistema trifásico, frequência de 50Hz, uma corrente nominal do fusível geral de 100A e uma taxa de proteção de IP54.
Componentes de sinalização do AVC
A função de cada interrutor de fim de curso é a seguinte:
SQ1 - Interruptor de limite do curso de trás do seletor: Este interrutor é utilizado para detetar a posição final do seletor durante o seu movimento de retrocesso.
SQ2 - Interruptor de sinal de retrocesso do seletor: Este interrutor é utilizado para enviar um sinal ao sistema de controlo quando o seletor atinge uma posição específica durante o seu movimento de retrocesso.
SQ3 - Interruptor de fim de curso do limitador: Este interrutor é utilizado para detetar a posição final do limitador durante o seu movimento.
SQ4 - Interruptor de limite superior do calço hidráulico: Este interrutor é utilizado para detetar a posição superior do calço hidráulico.
SQ5 - Interruptor de limite inferior do calço hidráulico: Este interrutor é utilizado para detetar a posição inferior do calço hidráulico.
Método de funcionamento elétrico
Breve introdução aos procedimentos tecnológicos actuais:
Primeiro, inicie o motor, certificando-se de que a direção de rotação do motor é consistente com a direção da bomba. Caso contrário, o sistema pode não funcionar ou mesmo avariar-se.
Posição inicial: Utilizar a ação de avanço gradual para mover o cursor para a posição extrema. Em seguida, o interrutor de fim de curso SQ1 começa a funcionar, ejectando o pistão para a posição baixa e accionando o interrutor de fim de curso SQ5.
Procedimentos de funcionamento:
Outras acções
Paragem de emergência: Em caso de emergência em que a máquina tenha de parar imediatamente todo o trabalho, prima o botão SB1. A máquina pára imediatamente de trabalhar.
Curso de emergência: Em caso de emergência em que a corrediça necessite de um curso de retorno imediato, prima o botão SB1. A máquina pára imediatamente de funcionar e a corrediça recupera o curso.
Desligar a alimentação: Ao utilizar a máquina, o primeiro passo é rodar o interrutor rotativo para a posição "ligar a alimentação". Quando terminar o trabalho, rode o interrutor rotativo para a posição "desligar a alimentação".
Dispositivo de encravamento elétrico e de proteção eléctrica
6.1 O circuito principal deve incorporar um interrutor automático para proteção contra curto-circuitos. O motor deve estar equipado com um relé térmico de sobreaquecimento para proteção contra sobrecarga. O circuito de controlo deve utilizar um disjuntor de corte elevado de pequena dimensão em caso de curto-circuito.
6.2 A prensa hidráulica deve ser equipada com um programa de proteção fotoeléctrica, e os utilizadores podem preparar um protetor fotoelétrico com as seguintes especificações de interface: 220V de potência, fio n.º "0, 12" para a potência, e fio n.º "60, 84" para o sinal de retenção-abertura.
6.3 Todos os equipamentos eléctricos devem estar equipados com dispositivos de ligação à terra especiais para fins de segurança.
Lista de componentes eléctricos da prensa hidráulica:
| Código | Nome | Modelo/Especificação | Quantidade | Observações |
|---|---|---|---|---|
| M1.2 | Motor | Y180L-6 | 2 | 22kW |
| M3 | Motor | Y132S-4 | 1 | 5,5 kW |
| QF1 | Pequeno disjuntor de rutura elevada | DZ47-63 | 1 | 3P30A |
| QF2 | Pequeno disjuntor de rutura elevada | DZ47-63 | 1 | 2P3A |
| QF3 | Pequeno disjuntor de rutura elevada | DZ47-63 | 1 | 1P3A |
| QF4,5 | Pequeno disjuntor de rutura elevada | DZ47-63 | 2 | 1P1A |
| QF6,7 | Pequeno disjuntor de rutura elevada | DZ47-63 | 2 | 1P6A |
| KA1-19 | Estafeta intermédia | RE-407AL | 19 | 24V |
| DC | ||||
| SQ1-10 | Interruptor de fim de curso | GB0524NA | 10 | |
| SA1 | Maçaneta | LAY7-11Y/2 | 1 | |
| SA2,3 | Maçaneta | LAY7-20X/2 | 2 | |
| SB3,5 | Botão | LAY7-11D/2 | 2 | HL2,3 |
| Lâmpada de cinto | ||||
| SB2,4 | Botão | LAY7-11BN/1 | 2 | |
| SB6,7 | Botão de cabeça de cogumelo | LAY7-11/M | 2 | |
| SB20 | Botão de cabeça de cogumelo | LAY7-11/M | 1 | |
| KM1-6 | Contactor CA | 3TF46/220V | 6 | |
| KM7 | Empreiteiro de AC | 3TB43/220V | 1 | |
| PLC | Controlador programável | FXON-60MR | 1 | |
| KT1,2 | Relé de tempo | JSS20/~220V | 2 | |
| KT3,4 | Relé de tempo | JSZ0/~220V | 2 | |
| QS | Interruptor de ar | DZ20-100/34 | 1 | |
| TC | Transformador de controlo | JBK3-400 | 1 | |
| VC | Alimentação DC | 1 | ||
| YA1-19 | Eletroíman | 17 | Seguir com hidráulico | |
| HL1 | Luz de sinalização | LAY7-XD/25 | 1 | ~6V Branco |
| HL4,5 | Luz de sinalização | LAY7-XD/21 | 2 | ~6Vd Vermelho |
Ao descarregar a máquina de prensagem hidráulica no local de destino, primeiro limpe cuidadosamente a antiferrugem óleo. Ao pendurar a máquina, tenha em atenção a seleção do centro de gravidade e coloque uma almofada de proteção na posição de contacto para evitar a utilização de uma folha fina para o carregamento, o que poderia danificar os medidores e os componentes.
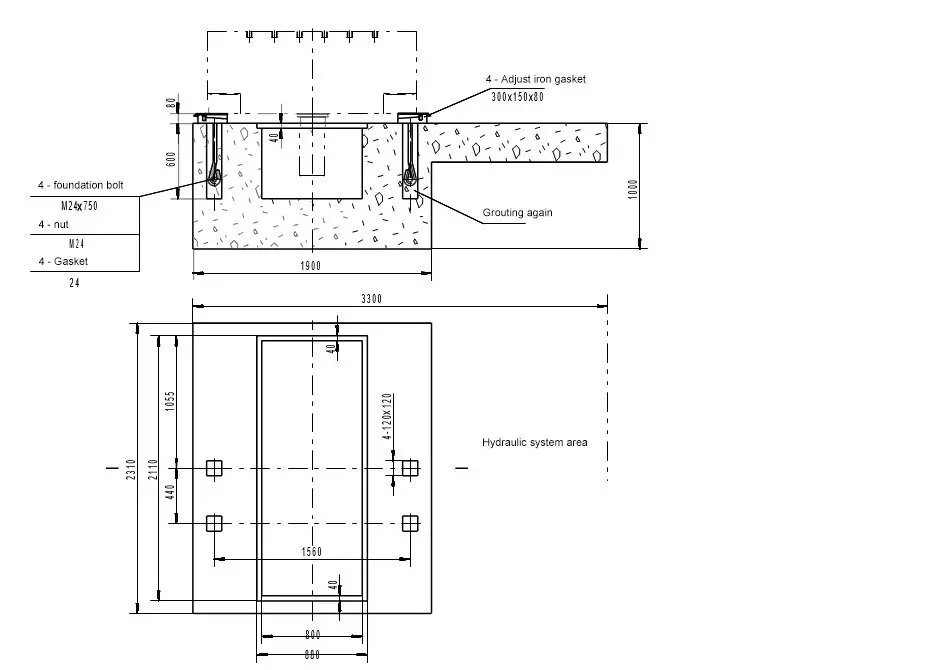
A prensa hidráulica deve ser instalada sobre uma base de betão concebida de acordo com o desenho em anexo. O utilizador deve conceber outras medidas à prova de água e dispositivos de iluminação de segurança com base nas condições reais.
As etapas de instalação da prensa hidráulica são as seguintes:
| Não. | Falhas | Razões | soluções |
|---|---|---|---|
| 1 | Falha na ação | 1. O fio de ligação eléctrica soltou-se ou a ligação está errada | 1. Inspecionar o sistema elétrico |
| 2. A pressão do depósito de óleo de controlo é insuficiente | 2. Aumentar corretamente a pressão do óleo até 1,5 MPa | ||
| 3. volume de óleo demasiado pequeno | 3. Adicionar mais óleo | ||
| 2 | Rastejar com o cursor | 1. Algum ar acumulado no sistema ou a bomba aspira ar | 1. Verificar se entra algum ar no tubo do óleo, depois deslocar os tempos e aumentar a pressão |
| 2. Ajuste incorreto da precisão ou falta de óleo na coluna vertical | 2. Adicionar um pouco de óleo à coluna vertical, reajustando a precisão | ||
| 3 | A corrediça mantém uma certa pressão quando é lentamente baixada | Pressão da chumaceira demasiado elevada | Ajustar a válvula de retorno para libertar totalmente a pressão na câmara superior, a pressão máxima deve ser inferior a 1 MPa |
| 4 | A corrediça desliza fortemente ao parar a máquina | 1. Fuga do anel de vedação da boca do cilindro | 1. Inspecionar a aba do cilindro; se houver fugas, substituí-la |
| 2. A pressão é demasiado baixa ou há fugas | 2. Ajustar a pressão e verificar a borda do cilindro | ||
| 5 | O ponteiro do manómetro oscila fortemente | 1. Existe algum ar no tubo de óleo do manómetro | 1. Soltar ligeiramente o conetor para libertar o ar quando a pressão aumenta |
| 2. Condutas vibração mecânica | 2. Fixar firmemente a tubagem | ||
| 3. O manómetro está avariado | 3. Substituir o manómetro | ||
| 6 | A velocidade do curso de alta pressão não é suficiente, aumentar a pressão lentamente | 1. O caudal de alta pressão é demasiado pequeno | 1. Ajustar de acordo com as instruções da bomba, e o excêntrico pode ser ajustado em 5 passos quando 25MPa |
| 2. A bomba desgasta-se ou queima-se | 2. Se a boca traseira do óleo estiver muito danificada, desmontar para inspeção | ||
| 3. Fugas internas do sistema com grande intensidade | 3. Primeiro, verifique se a válvula de infusão foi fechada e, em seguida, inspeccione os outros componentes, respetivamente | ||
| 7 | O alívio da pressão é demasiado rápido na condição de manutenção da pressão | 1. A boca da válvula em causa não está totalmente selada ou existe uma fuga na tubagem | 1. Inspecionar a válvula de infusão e o estado de retenção e alívio da pressão |
| 2. Os anéis de vedação estão danificados | 2. Substituir os novos anéis de vedação |
As falhas mencionadas acima são apenas falhas comuns e servem apenas como referência. Quando se depara com falhas reais durante a utilização diária, é necessário analisar as possíveis causas e, em seguida, resolver os problemas um a um.
A utilização correcta da máquina de prensagem hidráulica e o cumprimento das regras de manutenção e de segurança são essenciais para prolongar a vida útil da máquina e garantir uma produção segura.
Por isso, é importante estar familiarizado com o desempenho estrutural da máquina e com os procedimentos de funcionamento. Além disso, oferecemos algumas dicas para manutenção e operação segura com base em condições gerais para referência do utilizador.
Manutenção da prensa hidráulica
Recomendamos a adoção de Óleo hidráulico N46. Se utilizar óleo de máquina ou óleo de turbina, a seleção deve basear-se na temperatura. Quando a temperatura ambiente é inferior a 20°C, são aceitáveis o óleo de máquina 20# ou o óleo de turbina 22#. Quando a temperatura ambiente é superior a 30°C, é aceitável o óleo de máquina 30# ou 40#. A temperatura do óleo deve ser controlada entre 15°C~60°C.
O óleo deve ser rigorosamente filtrado antes de ser infundido no reservatório de óleo.
O óleo de trabalho deve ser substituído todos os anos, e o primeiro intervalo de substituição não deve exceder três meses.
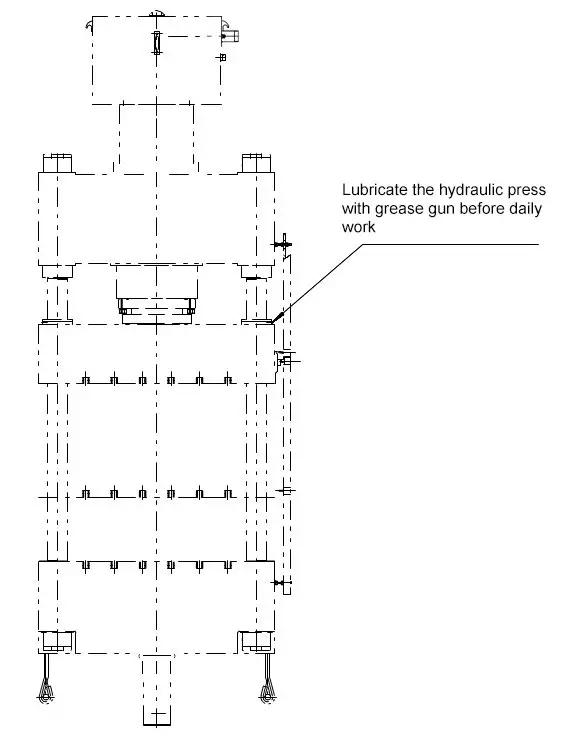
Aplicar regularmente óleo lubrificante na corrediça. As superfícies expostas da coluna e do pistão devem ser mantidas limpas e lubrificadas com óleo de máquina antes de cada trabalho.
A excentricidade aceitável é de 75mm sob uma pressão nominal de carga concentrada de 500t.
Inspecionar e calibrar o manómetro de seis em seis meses.
Se a prensa hidráulica tiver estado parada durante muito tempo, todas as superfícies maquinadas devem ser limpas e revestidas com óleo antiferrugem.
Regras de segurança de funcionamento da prensa hidráulica
Os operadores que não estejam familiarizados com as propriedades estruturais ou com os procedimentos de funcionamento da prensa hidráulica não podem pôr a máquina em funcionamento sem autorização.
Os trabalhos de revisão e de regulação das ferramentas não devem ser efectuados com a máquina em funcionamento.
Se houver uma fuga grave ou uma situação anormal, como uma ação pouco fiável, ruído excessivo ou vibração, etc., a máquina deve ser parada e as razões devem ser analisadas. As máquinas com falhas não podem ser colocadas em funcionamento.
É proibido ultrapassar a distância máxima de excentricidade e a carga máxima.
É proibido ultrapassar o curso máximo e a altura fechada da matriz não deve ser inferior a 500 mm.
O dispositivo de ligação à terra deve ser fiável e seguro.
Componentes vulneráveis do motor principal, do cilindro principal e do cilindro superior.
| Nome da peça | N.º de desenho e código | Nome do componente | Material | Quantidade | Observações |
|---|---|---|---|---|---|
| Motor principal | Manga de guia | HT200 | 8 | Desenhos em anexo | |
| Cilindro mestre | TDM-YA320 | Anel de vedação | PU | 3 | |
| TDM-YA295 | Anel de vedação | PU | 1 | ||
| D320x5,7 | Anel em forma de "O" | Borracha resistente ao óleo | 2 | GB1235-76 | |
| D220x5.7 | Anel em forma de "O" | Borracha resistente ao óleo | 2 | GB1235-76 | |
| Cabeça do pistão | HT200 | 1 | Desenhos em anexo | ||
| Manga de guia da aba do cilindro | HT200 | 1 | Desenhos em anexo | ||
| Cilindro | D140x3.1 | Anel em forma de "O" | Borracha resistente ao óleo | 2×4 | GB1235-76 |
| D70x3.1 | Anel em forma de "O" | Borracha resistente ao óleo | 2×4 | GB1235-76 | |
| TDM-YA100 | Anel de vedação | PU | 2×4 | ||
| TDM-YA140 | Anel de vedação | PU | 3×4 | ||
| Manga de guia do cilindro | HT200 | 1×4 | Desenho em anexo | ||
| Cabeça do pistão | HT200 | 1×4 | Desenho em anexo |
Fig. 1. Mesa de trabalho da prensa hidráulica Vista superior
Fig. 2. Prensa hidráulica Ram Vista para cima
Fig. 3. Cilindro mestre de prensa hidráulica
Fig. 4. Diagrama de montagem do cilindro principal da prensa hidráulica
Fig. 5. Desenho de montagem do cilindro de ejeção da prensa hidráulica
Fig. 6. Diagrama do princípio hidráulico da prensa hidráulica
Fig. 7. Desenhos eléctricos da prensa hidráulica
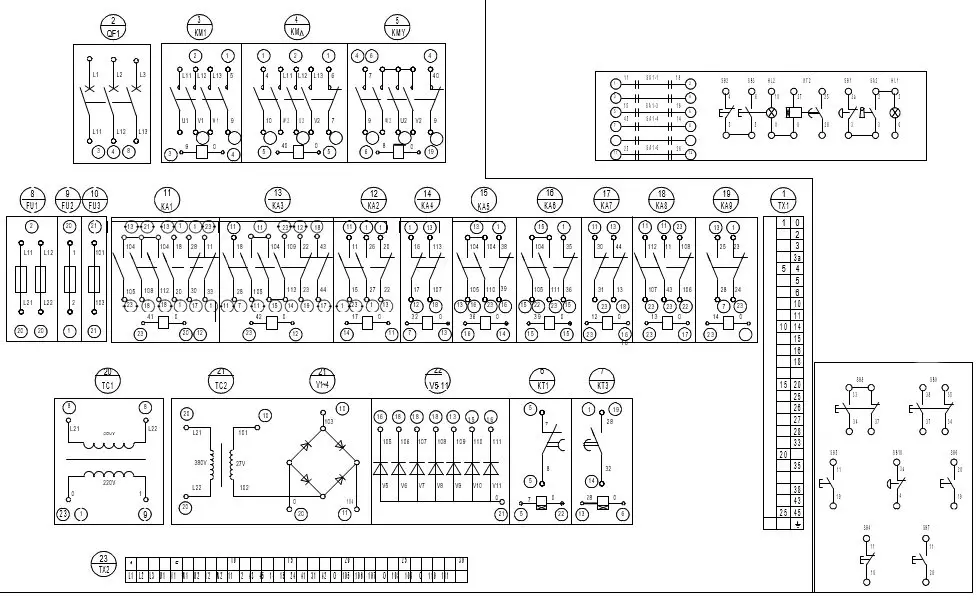
Fig. 8. Prensa hidráulica Diagrama de cablagem da caixa eléctrica
Fig. 9. Diagrama de lubrificação da prensa hidráulica
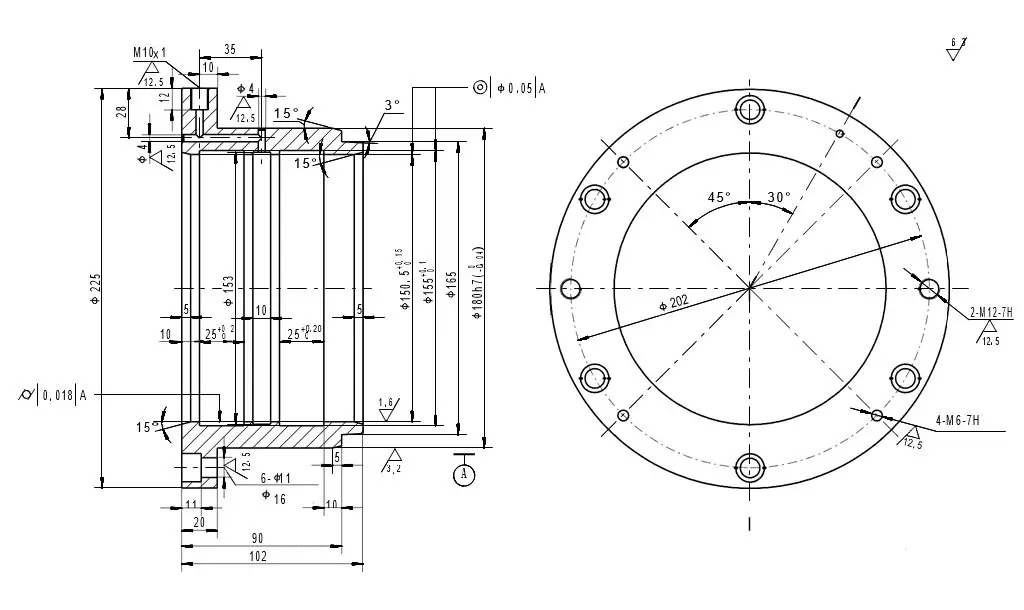
Fig. 10. Bucha de guia da prensa hidráulica
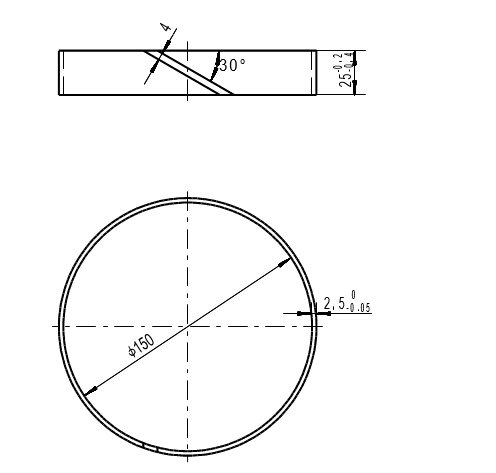
Fig. 11. Anel de guia da prensa hidráulica

Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.







