Soldadura por Fricção: Princípios, classificação, processo, factores de influência
Imagine soldar sem chamas, faíscas ou mesmo metal derretido. A soldadura por fricção oferece exatamente isso, utilizando o calor gerado pela fricção para unir materiais sem problemas. Este método, conhecido pela sua eficiência e resistência, está a revolucionar a forma como as indústrias abordam a união de metais. Neste artigo, descubra como funciona a soldadura por fricção, os seus vários tipos e os factores que influenciam o seu sucesso. Prepare-se para explorar um processo que pode mudar o futuro do fabrico.
I. Princípio e classificação da soldadura por fricção
(1) O princípio da soldadura por fricção
Soldadura por fricção: É um método de soldadura por pressão que utiliza o calor gerado pela fricção mútua no movimento relativo das superfícies de contacto das peças de soldadura para conseguir uma ligação fiável do material.
O processo de soldadura ocorre sob pressão, onde os materiais a soldar geram fricção devido ao movimento relativo, fazendo com que a interface e as temperaturas próximas aumentem e atinjam um estado termoplástico.
À medida que a força de perturbação entra em ação, a película de óxido da interface é quebrada, o material sofre deformação plástica e fluxo, e forma-se uma junta através de reacções metalúrgicas de difusão e recristalização do elemento de interface.
O processo de soldadura não adiciona metal de adição, não necessita de fluxo e não utiliza gás de proteção. Todo o processo de soldadura demora apenas alguns segundos.
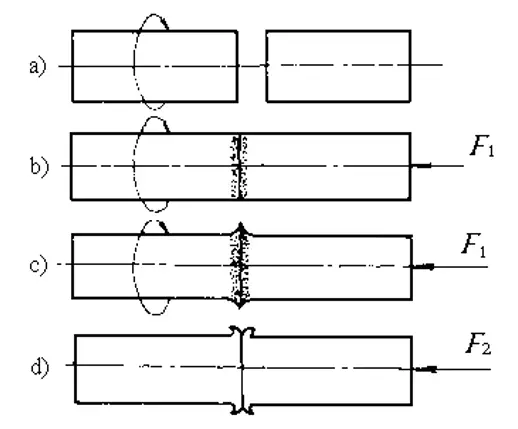
Figura 7-16 Diagrama esquemático do processo de soldadura por fricção
O atrito relativo a alta velocidade sob pressão entre as superfícies de junção das duas soldaduras produz dois efeitos:
1) Destrói a película de óxido ou outra camada de contaminação na superfície da junta, expondo o metal limpo;
2) Gera calor, formando rapidamente uma camada termoplástica na superfície da junta. Sob o binário de fricção e a pressão axial subsequentes, estes óxidos estilhaçados e parte da camada de plástico são extrudidos para fora da superfície da junta, formando o flash, e o restante metal deformado por plástico constitui o metal de solda. O revolvimento final faz com que o metal de solda seja submetido a um novo forjamento, formando um metal de solda de boa qualidade junta de soldadura.
A partir do processo de soldadura, pode ver-se que a junta de soldadura por fricção é formada abaixo do ponto de fusão do metal soldado, pelo que a soldadura por fricção pertence ao método de soldadura em estado sólido.
(2) Classificação da soldadura por fricção:
A soldadura por fricção pode ser classificada em três tipos: rotação da peça de trabalho, peça de trabalho estacionária e outros movimentos. Estes três tipos podem ainda ser divididos da seguinte forma:
1. Rotação da peça de trabalho:
Soldadura por fricção contínua
Soldadura por fricção por inércia
2. Peça de trabalho estacionária:
Soldadura por fricção radial
Soldadura por fricção por agitação
3. Outros movimentos:
Revestimento de fricção
Soldadura por fricção linear
Soldadura por fricção em órbita
2. Classificação da soldadura por fricção
(1) Soldadura por fricção contínua
Este é um tipo comum de soldadura por fricção. Durante o processo de soldadura, a peça de trabalho é continuamente accionada pelo motor do fuso para rodar a uma velocidade constante até atingir o tempo de fricção especificado ou a quantidade de deformação por fricção. A peça de trabalho pára imediatamente de rodar e inicia a soldadura por forja.
1. Rotação
2. Travagem
3a. Dispositivo de rotação
3b. Fixação não rotativa
4a. Peça de trabalho rotativa
4b. Peça não rotativa
5. Cilindro da peça de trabalho
(2) Soldadura por fricção por inércia
A extremidade rotativa da peça de trabalho é fixada no volante. No início do processo de soldadura, o volante e a extremidade rotativa da peça de trabalho são acelerados até uma determinada velocidade, depois o volante é desengatado do motor principal.
Ao mesmo tempo, a extremidade móvel da peça de trabalho move-se para a frente. Após o contacto com a peça de trabalho, esta começa a aquecer por fricção. Durante o processo de aquecimento da soldadura por fricção, o volante do motor é travado pelo binário de fricção e a velocidade diminui gradualmente. Quando a velocidade chega a zero, o processo de soldadura termina.
1- Rotação
2- Corpo de inércia regulável
3a- Braçadeira rotativa
3b- Braçadeira não rotativa
4a- Peça rotativa
4b- Peça não rotativa
5- Cilindro da peça
(3) Soldadura por fricção radial
Um anel anular com uma superfície biselada é montado na superfície da extremidade de um tubo com uma abertura dividida. Durante a soldadura por fricção, o anel é rodado e são aplicadas forças de fricção radiais nas duas extremidades do tubo. Quando a fricção termina, a rotação do anel pára e é aplicada uma pressão de retorno.
Figura 6: Diagrama esquemático da soldadura por fricção radial
1 - Anel rotativo
2 - Tubo a soldar
n - Velocidade do anel
Po - Pressão de forjamento axial
P - Pressão radial
(4) Soldadura por fricção
O princípio de funcionamento da soldadura por fricção é o seguinte: Uma agulha de agitação com uma determinada forma, feita de material duro resistente a altas temperaturas, é rodada e inserida profundamente no bordo de dois materiais a soldar.
A cabeça de agitação regula a rotação, gerando uma grande quantidade de calor de fricção nos bordos das duas soldaduras, formando assim uma zona de amolecimento metal-plástico na ligação.
Esta zona de amolecimento plástico é agitada e comprimida sob a ação da cabeça de agitação e flui para trás ao longo da cordão de soldadura com a rotação da cabeça de agitação, formando um fluxo de metal plástico. No processo de arrefecimento, depois de a cabeça de agitação sair, é espremida para formar uma junta de soldadura em fase sólida.
A barra de metal de revestimento roda a alta velocidade e aplica pressão de atrito ao metal de base. Devido ao grande volume do material de base, à boa condução de calor e à rápida velocidade de arrefecimento, a superfície de atrito desloca-se da interface entre o metal de revestimento e o material de base para o lado do metal de revestimento.
Ao mesmo tempo, o metal de revestimento solidifica e transita para o metal de base para formar uma soldadura de revestimento. Quando o material de base roda ou se desloca em relação à barra de metal de revestimento, forma-se um cordão de soldadura de revestimento no material de base.
Figura 7: Diagrama esquemático do revestimento de fricção
1- Barra metálica de revestimento
2- Peça revestida
3- Superfície do cordão de soldadura
(6) Soldadura por fricção linear
Uma das duas peças a soldar é fixa e a outra move-se para a frente e para trás a uma determinada velocidade, ou as duas peças movem-se uma em relação à outra. Sob a ação da pressão, a interface das duas peças de trabalho gera calor devido à fricção, obtendo-se assim a soldadura.
Figura 8: Diagrama esquemático da soldadura por fricção linear
(7) Soldadura por fricção orbital
A soldadura por fricção orbital é um método de soldadura recentemente desenvolvido, utilizado principalmente para soldar peças de secção transversal não circular.
Para a soldadura por fricção orbital em linha reta, a peça de trabalho desloca-se ao longo de uma pista em linha reta, com uma certa amplitude e frequência que garantem que a velocidade de vibração atinge o valor necessário, fazendo com que a superfície de soldadura fazem fricção vibracional repetitiva relativa.
Para a soldadura por fricção orbital circular, cada ponto de massa da peça de trabalho move-se com o mesmo raio e velocidade, movendo-se ao longo da órbita circular para fazer com que a superfície de soldadura faça fricção de movimento relativo. Depois de a junta ser aquecida até à temperatura de soldaduraO movimento de fricção da peça de trabalho é interrompido e o reviramento é efectuado.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como é que a soldadura de aço-carbono pode ser simultaneamente uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldadura de aço-carbono, abrangendo os tipos de aço-carbono, os seus...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
A soldadura de ligas de alumínio apresenta desafios únicos devido ao seu baixo ponto de fusão e elevada condutividade térmica. Este artigo analisa vários métodos de soldadura, tais como TIG, MIG e arco de plasma...
Imagine um mundo onde os metais se fundem na perfeição com apenas uma faísca. Esta é a essência da soldadura por pontos, uma técnica que une peças metálicas com precisão e força. Neste...
A tecnologia de soldadura é um processo de união de metais ou outros materiais termoplásticos utilizando métodos tradicionais como a soldadura por fusão, a soldadura por pressão e a brasagem. Com o desenvolvimento contínuo da tecnologia, os...
Como é que se juntam dois metais numa única forma integral? A resposta está no fascinante mundo da soldadura, onde o calor, a pressão, ou ambos, criam ligações inquebráveis. Este guia...
Imagine transformar o alumínio leve em estruturas fortes e versáteis utilizando a soldadura com gás inerte metálico (MIG). Esta técnica não só garante soldaduras consistentes e de alta qualidade, como também resolve problemas comuns como desalinhamento e...
Este artigo explora o fascinante mundo da soldadura, desde a soldadura manual por arco até às técnicas avançadas com proteção gasosa. Irá descobrir os métodos, benefícios e aplicações de vários processos de soldadura. Prepare-se para...
Imagine um mundo sem soldadura. De arranha-céus imponentes a maquinaria complexa, o próprio tecido da nossa sociedade moderna desfazer-se-ia. Neste artigo, exploramos o fascinante domínio da soldadura...