Resumo
A liga de titânio é amplamente utilizada na indústria aeroespacial, no equipamento marítimo e noutras indústrias devido à sua elevada resistência específica, excelente resistência à corrosão e desempenho a altas temperaturas.
Nos últimos anos, a tecnologia de soldadura de ligas de titânio de paredes espessas ganhou um valor de aplicação significativo devido à procura crescente dessas ligas. Assim, este artigo tem como objetivo resumir o progresso na tecnologia de soldadura por fusão para materiais de liga de titânio de paredes espessas. Inclui principalmente a soldadura com elétrodo não fundido protegido por gás, a soldadura por feixe de electrões e soldadura a laser. Além disso, este documento também apresenta uma perspetiva sobre a tendência de desenvolvimento da liga de titânio de paredes espessas tecnologia de soldadura.
Leitura relacionada: Soldadura por arco manual vs soldadura com proteção gasosa CO2
Prefácio
Liga de titânio é caracterizado por baixa densidade, elevada resistência específica, rigidez específica, excelente resistência à corrosão e boa processabilidade. É um novo material funcional com um vasto potencial de desenvolvimento e perspectivas de aplicação promissoras. Conhecido como o "terceiro metal" depois do aço e do alumínio, é um material metálico estratégico essencial, amplamente utilizado nos sectores aeroespacial, petroquímico, equipamento de defesa nacional e outros.
Nos últimos anos, com a crescente procura de equipamento leve e de grande escala na indústria de defesa nacional, a necessidade de uma liga de titânio de paredes espessas tornou-se mais urgente, juntamente com a sua correspondente tecnologia de processamento.
Em aplicações práticas de engenharia, a soldadura é o principal método utilizado para ligar estruturas de ligas de titânio de paredes espessas, tornando o titânio de paredes espessas eficiente e de alta qualidade soldadura de ligas tecnologia essencial e que atrai uma atenção considerável.
Este artigo resume o estado da investigação da tecnologia de soldadura por fusão de ligas de titânio de paredes espessas, identifica os problemas existentes na soldadura por fusão de ligas de titânio de paredes espessas e explora as perspectivas de desenvolvimento e as direcções de investigação da tecnologia de soldadura por fusão de ligas de titânio de paredes espessas.
1. Classificação e características das ligas de titânio
1.1 Classificação das ligas de titânio
As ligas de titânio podem ser classificadas em cinco categorias com base em sua composição química e conteúdo: liga de titânio α, liga de titânio quase α (com uma fração de massa de fase β de ≤10%), liga de titânio de fase dupla α-β (com uma fração de massa de fase β de 10% ≤ β ≤ 50%), liga de titânio β metaestável e liga de titânio β.
A liga de titânio de fase dupla α-β é amplamente utilizada devido às suas excelentes propriedades abrangentes. Combina as características de estabilidade térmica da liga de titânio do tipo α com as características de reforço do tratamento térmico da liga de titânio do tipo β.
1.2 Características do material da liga de titânio
(1) Elevada resistência específica.
A liga de titânio é uma liga leve com uma densidade de 4,54 g / cm3 a 20 ℃, que é cerca de 56% da do aço comum. Usar liga de titânio para fabricar peças mecânicas pode diminuir significativamente o peso e obter um efeito leve.
(2) Boa resistência à corrosão.
A liga de titânio forma uma película de óxido estável, contínua e densa na superfície quando exposta ao ar, o que a torna num estado passivo. Além disso, a película de óxido da liga de titânio tem um excelente desempenho de reparação. Em caso de danos causados por factores externos, pode ser rapidamente restaurada, conferindo à liga de titânio uma notável resistência à corrosão.
(3) Desempenho a altas temperaturas.
O ponto de fusão da liga de titânio é 1667 ℃, que pode funcionar de forma estável no ambiente de 500 ~ 600 ℃, e tem alta resistência à fluência e resistência ao calor.
1.3 Características de soldadura de ligas de titânio com paredes espessas
(1) Fragilização da junta soldada:
Sem proteção adequada, a temperatura de aquecimento da liga de titânio pode desencadear várias reações químicas. A absorção de hidrogênio começa em 250 ℃, a absorção de oxigênio começa em 400 ℃, a oxidação severa ocorre em 540 ℃ e a absorção de nitrogênio começa em 600 ℃.
Estes gases dissolvem-se na poça de fusão durante a soldadura e sofrem reacções químicas, que podem causar a fragilização da junta soldada. Como resultado, a plasticidade e a tenacidade da junta soldada diminuem rapidamente. Por conseguinte, é crucial proteger a processo de soldadura para evitar a ocorrência de tais reacções.
(2) Fissuras de soldadura:
As ligas de titânio têm baixos níveis de impurezas, incluindo S, P, C e outros contaminantes. Também contêm menos compostos eutécticos de baixo ponto de fusão e têm um intervalo de temperatura de cristalização estreito, o que as torna menos susceptíveis à fissuração a quente.
No entanto, ao soldar ligas de titânio de paredes espessas utilizando técnicas de soldadura multicamada e multipasses, a junta soldada é sujeita a elevados níveis de tensão de restrição, resultando em tensão residual na junta. Sob a influência desta tensão residual, as fissuras a frio formam-se facilmente.
(3) Porosidade:
A porosidade é um defeito comum que pode ocorrer durante a utilização do titânio soldadura de ligas. Isto deve-se à elevada pressão de vapor de saturação e aos elementos activos presentes na liga de titânio. A porosidade de hidrogénio pode ocorrer quando a superfície do metal de base e material de soldadura estiver contaminado, ou quando o gás de proteção contiver impurezas como oxigénio, hidrogénio ou água.
2. Estado de investigação da soldadura com elétrodo não consumível com proteção gasosa
2.1 Soldadura TIG tradicional
A soldadura TIG não consumível com proteção gasosa é amplamente utilizada no domínio das ligas de titânio devido às suas vantagens, tais como um arco estável, menos salpicos de soldadurae boa formação da soldadura. No entanto, o método tradicional Soldadura TIG para ligas de titânio resulta num tempo de permanência a alta temperatura mais longo da junta soldada e num arrefecimento mais rápido do metal líquido fundido.
Isto deve-se à baixa condutividade térmica das ligas de titânio, o que leva a uma tendência notável para o engrossamento do grão na zona de soldadura e zona afetada pelo calor.
Além disso, o grande tamanho da ranhura requer uma soldadura de várias camadas e vários passes, resultando numa baixa eficiência de soldadura, tensão excessiva e deformação. Para reduzir a tendência de engrossamento do grão, Lu Xin utilizou a soldadura TIG para realizar a soldadura multicamada e multipasse da liga de titânio TC4 de 20 mm de espessura com um ângulo de ranhura de 60°. A Fig. 1 mostra as microestruturas de juntas soldadas sob diferentes doses de calor.
Como calor de soldadura Se o aporte térmico de solda diminuir, o tamanho da martensita dentro dos grãos torna-se menor e mais uniforme, e os grãos de solda tornam-se progressivamente mais finos. Por conseguinte, é necessário um controlo rigoroso da entrada de calor de soldadura quando se utiliza a soldadura TIG para soldar placas espessas de liga de titânio TC4 para evitar grãos de junta grosseiros e evitar a ocorrência de estruturas anormais, fissuras e outros defeitos.
Fig.1 Microestrutura da zona de soldadura sob diferentes aportes térmicos
Yang Lu et al. utilizaram uma ranhura em forma de X e alternaram a soldadura à frente e atrás para realizar a soldadura TIG multicamada em liga de titânio TC4 com 24 mm de espessura, com o objetivo de minimizar a tensão residual e a deformação nas juntas soldadas.
Simultaneamente, utilizando a plataforma SYSWELD, os investigadores efectuaram simulações numéricas do campo de temperatura, do campo de tensões e da deformação da soldadura em juntas soldadas. As simulações foram efectuadas sob o pressuposto de uma fixação completamente rígida em ambas as extremidades da placa de soldaduracomo ilustrado na Figura 2.
Os resultados indicaram que a utilização da sequência de soldadura de dois lados alternados pode reduzir significativamente a tensão e a deformação na junta soldada.
Fig.2 Perfil da morfologia TEM de junta de soldadura espessura da tensão residual
Em resumo, embora a soldadura TIG tradicional seja adequada para soldar ligas de titânio de paredes espessas, o tamanho do grão, a tensão da junta e a deformação podem ser minimizados reduzindo adequadamente a entrada de calor de soldadura e utilizando uma ranhura em forma de X para soldadura alternada de dupla face.
Leitura relacionada: Soldadura MIG vs TIG
No entanto, continua a existir um problema com as grandes dimensões das ranhuras que conduzem a uma baixa eficiência de soldadura, o que dificulta a popularização da técnica na soldadura de ligas de titânio de paredes espessas.
2.2 Soldadura TIG de fenda estreita
O tamanho da ranhura para a soldadura de fendas estreitas é pequeno, resultando numa redução significativa do volume quando comparado com as soldaduras tradicionais de enchimento de ranhuras. Esta redução não só aumenta a eficiência da soldadura como também reduz os custos de produção.
A soldadura TIG com fendas estreitas é um processo flexível que apresenta custos de equipamento relativamente baixos e um processo de soldadura estável. Além disso, as ranhuras de fenda estreita podem reduzir o número de passes de soldadura, o que, por sua vez, melhora a deformação da soldadura e permite um melhor controlo da tensão de soldadura.
Como resultado, a soldadura TIG de fenda estreita para ligas de titânio de paredes espessas oferece vantagens significativas.
No entanto, a pequena abertura da ranhura na soldadura TIG de abertura estreita pode fazer com que o arco "suba" ao longo da parede lateral, levando a uma entrada de calor insuficiente no canto inferior de ambos os lados da cordão de soldadura e má fusão da parede lateral.
Atualmente, a tecnologia de soldadura TIG de fendas estreitas para ligas de titânio de paredes espessas utiliza frequentemente oscilações mecânicas e campos magnéticos externos para regular o arco. Estes métodos resolvem eficazmente o problema da fraca fusão das paredes laterais de fendas estreitas.
2.2.1 Soldadura TIG de abertura estreita por oscilação mecânica
O princípio da soldadura TIG de intervalo estreito por oscilação mecânica é o seguinte: durante o processo de soldadura, o elétrodo de tungsténio move-se para a frente e para trás dentro da ranhura, rodando a pinça do elétrodo de tungsténio, o que faz com que o arco aponte periodicamente para as paredes laterais da ranhura, garantindo a qualidade de fusão das paredes laterais.
O processo de soldadura está representado na Figura 3.
O modo de soldadura de intervalo estreito de oscilação mecânica é altamente adaptável a alterações na largura da ranhura de soldadura. Minimiza a ocorrência de defeitos de não fusão da parede lateral durante a soldadura, resultando numa soldadura mais estável. qualidade da soldadura. Esta técnica ganhou uma utilização generalizada na soldadura TIG de intervalo estreito de ligas de titânio de paredes espessas.
Fig.3 Diagrama esquemático do processo de soldadura TIG de abertura estreita por oscilação mecânica
Jiang Yongchun utilizou o sistema TIG de abertura estreita de oscilação mecânica técnica de soldadura para obter uma ligação de alta qualidade da liga de titânio TC4 com uma espessura de 52 mm. Isto foi possível através da seleção de parâmetros de soldadura adequados e de medidas de proteção da soldadura.
A Figura 4 ilustra a macro metalografia e a microestrutura da junta soldada. Devido à rápida velocidade de arrefecimento, α 'martensite é formado na zona afetada pelo calor. No entanto, o resistência da soldadura atinge 90% do metal de base, e a dureza da zona de fusão apresenta o valor máximo.
Fig.4 Metalografia macroscópica e microestrutura da junta soldada
Li Shuang et al. utilizaram a tecnologia de soldadura TIG de intervalo estreito de oscilação mecânica para realizar a soldadura com fio de enchimento de camada única da liga de titânio TC4 com 30 mm de espessura e analisaram a microestrutura da junta soldada.
Os resultados revelaram que os grãos na zona de soldadura eram significativamente grosseiros, predominantemente grãos colunares grosseiros, e as suas microestruturas consistiam em α'martensite acicular, que estavam paralelamente dispersas nos grãos da fase β.
A zona afetada pelo calor adjacente ao lado da soldadura exibiu um grau mais significativo de engrossamento do grão do que o lado do metal de base.
Em conclusão, a tecnologia de soldadura TIG de intervalo estreito de oscilação mecânica tem um processo de soldadura estável e um baixo custo de equipamento.
A oscilação periódica do elétrodo de tungsténio resolveu eficazmente a questão da fusão inadequada da parede lateral da liga de titânio de paredes espessas.
No entanto, devido à entrada substancial de calor, a junta demonstrou uma tendência aparente para o engrossamento do grão.
2.2.2 Soldadura TIG de fenda estreita controlada magneticamente
O conceito de tecnologia de soldadura TIG de fenda estreita controlada magneticamente foi introduzido pela primeira vez pelo Instituto de Investigação em Tecnologia de Soldadura Barton da Ucrânia. Nos últimos anos, o Instituto de Investigação em Tecnologia de Soldadura de Guangdong realizou investigação fundamental e promoveu a aplicação industrial desta tecnologia para ligas de titânio de paredes espessas.
A Figura 5 ilustra o diagrama do processo de soldadura e a oscilação do arco da soldadura TIG de fenda estreita controlada magneticamente. Durante o processo de soldadura, a bobina electromagnética é ligada a uma corrente alternada e a chapa de aço silício que passa pela bobina transforma-se num íman.
A linha de indução magnética passa então através do elétrodo e do arco, resultando numa oscilação periódica do arco em direção às duas paredes laterais. Isto facilita a fusão das paredes laterais de fenda estreita, tornando possível a soldadura TIG de fenda estreita.
Fig.5 Ilustração esquemática do campo magnético transversal externo e da oscilação do arco
Estudiosos de todo o mundo realizaram uma extensa pesquisa sobre o impacto da força do campo magnético, da frequência do campo magnético e da posição do elétrodo na fusão da parede lateral, na formação da solda e no processo de cristalização, a fim de alcançar altos níveis de qualidade.soldadura de qualidade de controlo magnético da soldadura TIG de fenda estreita.
Kshirsagar R et al. investigaram o impacto de um campo magnético externo na formação da soldadura, como ilustrado na Fig. 6.
Os resultados indicam que existe uma falta significativa de fusão na parede lateral quando não existe um campo magnético externo. No entanto, a fusão da parede lateral é satisfatória quando está presente um campo magnético externo.
Fig.6 Efeito do campo magnético transversal externo na configuração e microestrutura do cordão de soldadura
(a) Sem campo magnético externo
(b) Com campo magnético externo
Um estudo realizado por Hua Aibing et al. examinou o impacto da intensidade do campo magnético externo na fusão da parede lateral da soldadura de fenda estreita. Os resultados indicam que uma intensidade de campo magnético de ≥ 4 mT pode melhorar efetivamente a fusão da parede lateral, resultando numa fusão de soldadura relativamente uniforme.
Outro estudo efectuado por Chang Yunlong et al. investigou o efeito da frequência do campo magnético externo na fusão da parede lateral. Os resultados mostraram que, à medida que a frequência do campo magnético aumentava, a profundidade de penetração do fundo da soldadura e a profundidade do impacto do arco também aumentavam, enquanto a penetração da soldadura a largura e a penetração na parede lateral diminuíram.
Yu Chen et al. realizaram um estudo sobre a influência da posição do elétrodo na fusão da parede lateral. Os resultados revelaram que, quando o elétrodo de tungsténio era deslocado da posição central, a intensidade do fluxo de corrente da parede lateral próxima aumentava, enquanto a intensidade do fluxo de corrente da parede lateral distante diminuía. Para evitar uma penetração desigual na parede lateral e uma fusão deficiente da parede lateral, é necessário um controlo rigoroso da posição do elétrodo.
Sun Jie et al. realizaram um estudo sobre a influência da força electromagnética no processo de cristalização. A Figura 7 ilustra a cristalização primária da solda de liga de titânio sob a ação do campo magnético.
Os resultados indicam que o efeito eletromagnético pode aumentar a estabilidade da área da frente de cristalização plana e os cristais equiaxiais subsequentemente formados.
À medida que a intensidade do campo magnético aumenta, a microestrutura perto da linha de fusão muda gradualmente de cristal colunar para equiaxial. O arco magnético controlado melhora significativamente a estabilidade do cristal equiaxial gerado no centro da soldadura. Além disso, o cristal equiaxial cresce numa única direção com um aumento da intensidade do campo magnético.
Num outro estudo, Hu Jinliang et al. utilizaram a tecnologia de soldadura TIG de controlo magnético de fenda estreita para soldar a liga de titânio TA17 com 120 mm de espessura, e a Fig. 8 mostra a microestrutura da junta soldada. Os resultados indicam que a microestrutura da junta apresenta uma inomogeneidade significativa ao longo da direção transversal, embora não apareça nenhuma diferença significativa ao longo da direção da espessura. Devido à grande quantidade de calor de soldadura, a zona de fusão está seriamente amolecida.
Fig.7 Processo de cristalização primária do metal de solda de liga de titânio sob campo magnético
Fig.8 Microestrutura da junta de liga de titânio TA17 com 120 mm de espessura soldada por cordão de soldadura NG-TIG controlado magneticamente
Em resumo, a tecnologia de soldadura TIG de controlo magnético de fenda estreita oferece um processo de soldadura estável a um custo de equipamento mais baixo. Ao adicionar um campo magnético, a tecnologia permite a oscilação periódica do arco, o que resolve eficazmente o problema de fusão deficiente associado às paredes laterais de ligas de titânio de paredes espessas e resulta numa estrutura uniforme da zona de soldadura.
No entanto, a tecnologia ainda enfrenta o desafio significativo de amolecer a zona de fusão das juntas soldadas devido à elevada entrada de calor. A soldadura TIG de fenda estreita, por outro lado, pode conseguir uma soldadura estável de ligas de titânio de paredes espessas. Esta tecnologia reduz o número de passes de soldadura e melhora a eficiência da soldadura em comparação com a soldadura TIG tradicional.
No entanto, a soldadura TIG de fenda estreita também tem os seus problemas. Devido à repetição da refusão e do aquecimento dos grãos da junta, causa problemas como grãos grosseiros e distribuição desigual da microestrutura e das propriedades ao longo da direção da espessura.
2.3 Soldadura por arco submerso
A soldadura por arco submerso é uma forma distinta de soldadura, separada da soldadura TIG.
Este método utiliza o hélio como gás de proteçãoe o diâmetro do elétrodo e a corrente de soldadura são ambos grandes.
Através de uma combinação de hélio e força do arco, é capaz de drenar o metal líquido fundido na posição de soldadura.
O elétrodo submerge no metal de base a soldar e o arco queima no elétrodo e na cavidade formada no fundo da cratera, resultando finalmente na formação da poça de fusão.
Devido ao facto de a posição de queima do arco estar abaixo da superfície do metal de base, é referida como soldadura por arco submerso.
O princípio da soldadura por arco submerso pode ser visto na Figura 9.
Fig.9 Gráfico esquemático do princípio SAW
Nos últimos anos, os académicos têm realizado investigação sobre a aplicação da tecnologia de soldadura por arco submerso a ligas de titânio de grande espessura.
Chen Guoqing e colegas realizaram um ensaio de topo utilizando a soldadura por arco submerso numa liga de titânio TA15 com 29 mm de espessura e obtiveram soldaduras bem formadas.
No entanto, devido à elevada entrada de calor, a zona de soldadura da junta soldada e a zona afetada pelo calor são relativamente largas e o alongamento da junta após a fratura é apenas 50% do metal de base.
A propriedade de flexão da junta soldada é fraca e parte-se quando se dobra a 15 °.
Liu Yanmei e outros realizaram a soldadura de uma liga de titânio TA15 com 58 mm de espessura utilizando um processo de soldadura por arco submerso de dupla face.
A secção macro da soldadura é mostrada na Fig. 10. A zona de soldadura tem cristais colunares com grande tamanho de grão, e o intragranular é α'martensite acicular.
A junta de fratura por tração é a zona de soldadura, que é uma fratura dúctil.
A resistência à tração atinge 96% da resistência do metal de base.
Para melhorar as propriedades mecânicas da junta de soldadura por arco submerso, Duqiang et al. realizaram a soldadura por arco submerso de um titânio TA15 com 64 mm de espessura placa de liga metálica com a adição da camada intermédia de titânio puro TA1.
Os resultados mostraram que os teores de hidrogénio, oxigénio e azoto na soldadura, após a adição da camada intermédia, foram reduzidos em comparação com o metal de base, e a plasticidade da junta soldada foi significativamente melhorada.
Hou Qi et al. estudaram o efeito da pureza do gás de proteção no desempenho de uma junta de soldadura por arco submerso de uma placa de liga de titânio TA15.
Os resultados mostraram que as propriedades mecânicas da junta soldada podem ser melhoradas até certo ponto, aumentando a pureza do gás de proteção.
Fig.10 Secção transversal macroscópica da soldadura
Em resumo, a soldadura por arco submerso é capaz de soldar ligas de titânio de paredes espessas com uma forma de arco relativamente estável, resultando numa melhor formação da soldadura. O hélio é tipicamente utilizado para proteção coaxial na soldadura por arco submerso devido ao seu elevado potencial de ionização e elevada condutividade térmica quando comparado com o árgon.
Como resultado, a área da coluna do arco na soldadura por arco submerso é estreita e concentrada, levando a uma elevada taxa de utilização do calor do arco. Esta técnica de soldadura pode realizar a soldadura de dupla face de ligas de titânio espessas, melhorando significativamente a eficiência da soldadura quando comparada com a soldadura TIG de intervalo estreito.
No entanto, existem alguns problemas associados a este método, tais como a entrada excessiva de calor, a estrutura de grão grosseiro e a distribuição desigual da microestrutura e das propriedades na direção da espessura.
2.4 Resumo
A soldadura por arco com gás inerte não consumível é capaz de soldar ligas de titânio espessas com uma forma de arco relativamente estável, resultando numa melhor formação da soldadura. Esta técnica demonstra um elevado valor de aplicação na investigação da soldadura de ligas de titânio espessas.
No entanto, ainda existem problemas como o amolecimento da junta causado por um elevado aporte térmico de soldadura. Por conseguinte, é crucial realizar investigação sobre a redução da entrada de calor durante a soldadura de ligas de titânio de chapa espessa. Isto pode melhorar a homogeneidade da estrutura e as propriedades das ligas de titânio de parede espessa soldadas sem MIG.
3. Estado da investigação sobre a soldadura por feixe de electrões
A tecnologia de soldadura por feixe de electrões utiliza feixes de electrões de elevada densidade energética para bombardear materiais metálicos, permitindo a soldadura de uma face e a conformação de duas faces de materiais metálicos espessos.
Durante o processo de soldadura, a densidade de potência do feixe é elevada, resultando numa grande relação profundidade-largura da soldadura e numa deformação mínima da soldadura.
Além disso, a soldadura por feixe de electrões deve ser realizada num ambiente de vácuo, o que evita eficazmente os efeitos negativos do hidrogénio, oxigénio e azoto durante o processo de soldadura. Como resultado, a soldadura por feixe de electrões é normalmente utilizada para soldar ligas de titânio de grande espessura.
A figura 11 mostra o dispositivo de soldadura por feixe de electrões.
Fig.11 Esquema da soldadura por feixe de electrões
3.1 Estrutura e desempenho conjuntos
Estudiosos nacionais e estrangeiros estudaram a microestrutura e as propriedades de juntas soldadas por feixe de electrões em vácuo de ligas de titânio.
Hou Jiangtao utilizou a tecnologia de soldadura por feixe de electrões para soldar a liga de titânio TC4 com 20 mm de espessura, analisou o tamanho do grão da zona de soldadura e as propriedades mecânicas da junta ao longo da direção da espessura.
Os resultados revelaram que a parte superior da zona de soldadura tinha um tamanho de grão de 1200 µm, enquanto que a parte inferior tinha um tamanho de grão de 200 µm, o que conduzia a diferenças nas propriedades.
Sun et al. também utilizaram a tecnologia de soldadura por feixe de electrões para soldar a liga de titânio TC4 com 20 mm de espessura e analisaram a macro morfologia da junta soldada (ver Fig. 12).
A zona de fusão e a zona afetada pelo calor nas áreas superior, média e inferior da junta soldada tinham larguras significativamente diferentes, bem como diferenças na morfologia e tamanho da estrutura do grão, que diminuíam ao longo da direção da profundidade.
Wei Lu et al. soldaram placas de liga de titânio TC4 com 50 mm de espessura utilizando a tecnologia de soldadura por feixe de electrões e realizaram ensaios de propriedades mecânicas ao longo da direção da espessura. Os resultados revelaram que as propriedades mecânicas foram distribuídas de forma desigual ao longo da profundidade de soldadura.
O limite de elasticidadeA resistência à tração e a microdureza da junta soldada melhoraram em comparação com as do metal de base, enquanto a plasticidade e a tenacidade diminuíram.
Finalmente, Song Qingjun utilizou a tecnologia de soldadura por feixe de electrões para soldar a liga de titânio TC4 com uma espessura de 60 mm e analisou a microestrutura e as propriedades da junta soldada. Os resultados mostraram que a microestrutura da junta soldada estava distribuída de forma desigual ao longo da direção da espessura, e a resistência ao impacto diminuiu gradualmente do topo para a base da soldadura.
Fig.12 Aspeto macroscópico da junta soldada
Em resumo, durante a soldadura por feixe de electrões de ligas de titânio de paredes espessas, o metal de solda é submetido a um processo de ciclo térmico rápido, o que resulta numa distribuição desigual da microestrutura e das propriedades em diferentes áreas ao longo da direção da espessura, devido a tempos de permanência inconsistentes a altas temperaturas.
Para resolver os problemas da distribuição não uniforme da microestrutura e das propriedades e das baixas propriedades mecânicas em juntas soldadas por feixe de electrões de ligas de titânio de paredes espessas, os investigadores relevantes optimizaram o processo de soldadura e realizaram um tratamento térmico pós-soldadura para ajustar a microestrutura e as propriedades das juntas.
Gong Yubing et al. realizaram um estudo aprofundado sobre a não uniformidade da junta soldada por feixe de electrões da liga de titânio TC4 com 20 mm de espessura e a evolução da estrutura. A Figura 13 mostra as microestruturas de diferentes áreas da junta soldada.
Os resultados indicam que a junta de soldadura de liga de titânio tem uma não uniformidade significativa na direção da largura de fusão e da profundidade de penetração. O tamanho médio do grão da junta de soldadura superior é maior do que o das partes média e inferior.
A estrutura Widmanstatten aparece nas partes superior e média da junta de soldadura, aumentando a fragilidade da junta e diminuindo a sua plasticidade. Quando se utiliza uma soldadura com grande quantidade de calor, a não uniformidade da distribuição da microestrutura pode ser melhorada.
Li Jinwei et al. conseguiram o controlo da uniformidade da composição da soldadura por feixe de electrões da liga de titânio TA15, com 20 mm de espessura, aplicando formas de onda de varrimento de determinada frequência e amplitude de deflexão ao feixe de electrões durante a soldadura, transição de incorporação materiais metálicos na interface de soldadura e ajustar os parâmetros de soldadura.
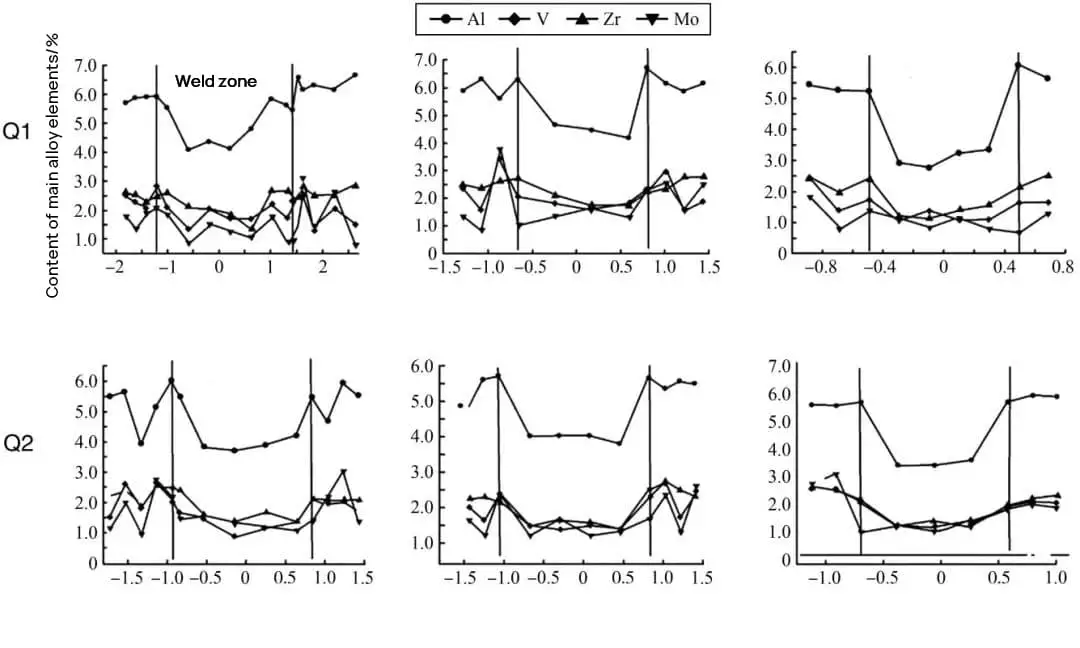
A Figura 14 mostra o efeito de controlo da uniformidade da composição da soldadura sob diferentes condições de processo. Em comparação com a soldadura por feixe de electrões tradicional, a soldadura por feixe de electrões de varrimento resulta numa menor flutuação da elementos de liga na direção da espessura, conduzindo a uma composição mais uniforme.
Fig.13 Microestrutura de diferentes regiões da junta soldada
Fig.14 Efeito do controlo da uniformidade da composição da soldadura em diferentes condições de processo
Fang Weiping et al. utilizaram a tecnologia de soldadura por feixe de electrões para soldar placas de liga de titânio TC4 com 100 mm de espessura. As juntas soldadas resultantes foram submetidas a recristalização recozimento a 850 ℃ e tratamento térmico de envelhecimento em solução a 920 ℃×2 h e 500 ℃×4 h.
Os resultados revelaram que a microdureza da zona de soldadura, da zona afetada pelo calor e da zona do metal de base obtida através do tratamento térmico de envelhecimento em solução era superior à do estado como soldado. Além disso, a resistência à tração da junta soldada foi 11,3% superior à do estado como soldado, e a resistência ao escoamento foi 17,2% superior à do estado como soldado. No entanto, o alongamento após a fratura foi apenas cerca de 50% do que o do estado como soldado.
Ma Quan et al. investigaram o impacto dos processos de tratamento térmico na microestrutura e nas propriedades mecânicas de juntas soldadas por feixe de electrões da liga Ti-1300. Os resultados mostraram que os diferentes tratamentos térmicos antes da soldadura tiveram pouco efeito na microestrutura e nas propriedades da liga de titânio soldada. Em contrapartida, os processos de tratamento térmico pós-soldadura não podiam alterar a forma e o tamanho do grão β na zona de soldadura, mas podiam regular o conteúdo, o tamanho e a forma da fase a na zona de soldadura. No entanto, a distribuição da fase a precipitada tendeu a formar-se no limite de grão estável.
O desempenho da zona de soldadura dependia do tamanho e do número da fase α precipitada. Ao recozer ou envelhecer apenas a uma temperatura mais baixa, o efeito de reforço da fase α na zona de soldadura foi melhor, e a resistência da soldadura foi superior à do metal de base.
Em resumo, um aporte térmico de soldadura adequado, combinado com um feixe de electrões oscilante, pode melhorar ligeiramente a falta de homogeneidade da microestrutura e as propriedades das juntas soldadas. Além disso, o tratamento térmico pós-soldadura pode melhorar as propriedades mecânicas das juntas soldadas.
3.2 Distribuição da tensão residual conjunta
A tensão residual de soldadura é um fator crítico que pode levar à corrosão sob tensão e à redução da resistência à fadiga de componentes estruturais.
Uma avaliação exacta de tensão residual de soldadura é crucial para determinar o tempo de vida dos componentes soldados.
Liu Min e colegas analisaram a distribuição de tensões residuais de um espécime de feixe de electrões feito de liga de titânio TC4 com 75 mm de espessura, com base na teoria dos elementos finitos termoelastoplásticos.
A Fig. 15 apresenta os resultados do ensaio de tensão residual.
Os resultados indicam que existe uma tensão de tração residual tridimensional com um valor elevado na área localizada a 10 mm das extremidades inicial e final, cobrindo cerca de 1/4 da espessura. Esta tensão pode afetar significativamente as propriedades mecânicas das juntas soldadas, pelo que requer uma atenção adequada.
Fig.15 Resultados do cálculo da tensão residual
Wu Bing et al. realizaram um estudo sobre a redução da tensão residual em juntas soldadas, medindo a distribuição da tensão residual de juntas soldadas por feixe de electrões da liga de titânio TA15 com 50 mm de espessura, após recozimento em vácuo, utilizando o método do furo cego. Os resultados mostraram que o processo de tratamento térmico tornou as tensões transversais e longitudinais das juntas soldadas mais consistentes, e a tensão de toda a junta soldada tornou-se mais uniforme.
Da mesma forma, Yu Chen et al. mediram a distribuição da tensão residual de juntas soldadas por feixe de electrões de liga de titânio TC4 com 100 mm de espessura após 600 ℃×2 h de tratamento térmico por difração de raios X. Os resultados demonstraram que o tratamento térmico reduziu a tensão residual da junta soldada até certo ponto, e a distribuição nas superfícies superior e inferior da junta soldada foi visivelmente diferente.
As tensões residuais horizontais e longitudinais na superfície superior diminuíram, e a tensão residual longitudinal em algumas áreas mudou de tensão de tração para tensão de compressão. A tensão residual longitudinal na superfície inferior foi efetivamente eliminada, e algumas posições estavam num estado de tensão de compressão. O efeito de alívio da tensão residual horizontal foi médio.
Além disso, Hosseinzadeh F et al. utilizaram o método de contorno para medir a distribuição da tensão residual em juntas soldadas por feixe de electrões de 50 mm de espessura da liga de titânio TC4 após tratamento térmico. Os resultados mostraram que a tensão de tração máxima na extremidade inicial da soldadura era de 330 MPa, a tensão de compressão máxima era de 600 MPa a 10 mm da extremidade traseira da placa de teste e a tensão de tração na linha central da soldadura após o tratamento térmico podia ser reduzida para 30 MPa.
Em resumo, o tratamento térmico pós-soldagem pode reduzir significativamente a tensão residual de juntas soldadas de ligas de titânio de paredes espessas.
3.3 Resumo
Em resumo, a soldadura por feixe de electrões é capaz de atingir uma elevada eficiência de soldadura e produzir juntas soldadas com deformação mínima e boa forma ao soldar ligas de titânio de paredes espessas. No entanto, devido à área de fusão estreita e ao grande gradiente de temperatura, o ciclo térmico pode levar à formação de tensão triaxial na estrutura, resultando numa diminuição acentuada da plasticidade e da tenacidade da junta.
Apesar de um processo de tratamento térmico adequado poder melhorar parcialmente a estrutura e o desempenho da junta soldada, este problema não foi totalmente resolvido. Permanecem perigos ocultos para trabalhos de manutenção posteriores, tais como a estrutura irregular, o desempenho e a distribuição de tensões ao longo da direção da espessura. Para além disso, o processo de tratamento térmico não só aumenta os custos de produção como também reduz a eficiência da produção.
Além disso, a câmara de vácuo também limita a aplicação da soldadura por feixe de electrões a grandes componentes de ligas de titânio. Por conseguinte, deve ser realizada investigação sobre a microestrutura, as propriedades e a uniformidade da distribuição de tensões das juntas soldadas, particularmente na direção da soldadura por feixe de electrões em vácuo local.
4. Estado da investigação sobre a soldadura a laser
Após décadas de desenvolvimento, a tecnologia de soldadura a laser fez progressos significativos. Com o nascimento dos lasers de fibra e o desenvolvimento de módulos fotoeléctricos, a potência de saída dos lasers aumentou e a estabilidade do feixe melhorou, criando uma base sólida para a sua aplicação no campo da soldadura de componentes de paredes espessas.
Em comparação com a tecnologia tradicional de soldadura por arco de parede espessa, a soldadura a laser oferece uma elevada eficiência de soldadura, deformação mínima da soldadura e tensão residual, zonas afectadas pelo calor estreitas e excelente adaptabilidade para soldar estruturas grandes e complexas.
Estas vantagens tornaram a tecnologia de soldadura a laser um dos principais focos de investigação para a soldadura de componentes de paredes espessas nos últimos anos.
Atualmente, a tecnologia de soldadura a laser para ligas de titânio de paredes espessas inclui a soldadura com fio de enchimento a laser e a soldadura a laser em vácuo.
4.1 Soldadura a laser de fenda estreita com fio de enchimento
A soldadura a laser de fenda estreita com fio de enchimento envolve a utilização de um mecanismo de alimentação de fio para empurrar o metal de enchimento para o ponto de foco do laser. O metal de adição derretido preenche então a soldadura através da ação do feixe de laser, completando assim o processo de soldadura.
A Figura 16 ilustra um diagrama esquemático da soldadura a laser de fenda estreita com fio de enchimento. Esta técnica registou um rápido desenvolvimento nos últimos anos.
Apesar do seu progresso, a soldadura a laser de fenda estreita com fio de enchimento ainda enfrenta alguns desafios, particularmente quando se trata de soldadura de ligas de titânio de paredes espessas. Estes problemas podem incluir a falta de fusão da parede lateral, a porosidade da soldadura, a deformação da soldadura e a elevada tensão, e a fraca resistência plástica das juntas soldadas.
Fig.16 Diagrama esquemático da soldadura com enchimento de fio a laser de fenda estreita
Li Kun et al. utilizaram um feixe de laser oscilante para suprimir a porosidade na liga de titânio e analisaram o seu mecanismo de modo a resolver o problema da não fusão da parede lateral e porosidade da soldadura.
Os resultados mostraram que a viga oscilante teve um efeito significativo na redução da porosidade da soldadura do buraco da fechadura da liga de titânio. Isto deveu-se ao aumento da estabilidade do buraco da fechadura durante a soldadura, resultando numa redução da porosidade do buraco da fechadura.
Xu Kaixin et al. utilizaram um feixe de laser de oscilação circular para soldar a liga de titânio TC4 com 40 mm de espessura. Quando a amplitude de oscilação foi de 2 mm e a frequência de oscilação foi de 100-200 Hz, o cordão de soldadura não tinha poros visíveis e a parede lateral estava bem fundida.
A análise da microestrutura e das propriedades da junta soldada mostrou que o cristal colunar do cordão de soldadura continha martensite α'acicular densamente disposta e fase αg granular dispersamente distribuída. A orientação preferida α' foi encontrada no mesmo grão β, e a proporção de limites de grão de grande ângulo foi alta. A junta soldada apresentou alta resistência, mas baixa plasticidade e tenacidade.
Em conclusão, um feixe de laser oscilante é uma solução eficaz para os problemas de não fusão da parede lateral e de porosidade da soldadura.
Fig.17 Morfologia e microestrutura da secção de fenda estreita da liga de titânio TC4 com 40 mm de espessura
Para resolver o problema da fraca plasticidade e tenacidade das juntas soldadas de ligas de titânio de paredes espessas, os investigadores melhoraram a microestrutura e as propriedades das juntas soldadas através da regulação do calor de soldadura e dos elementos de liga de soldadura.
Fang Naiwen e colegas investigaram o impacto do calor de soldadura na soldadura a laser da liga de titânio TC4 com fio de enchimento. Os seus resultados indicaram que um aporte térmico de soldadura adequado poderia garantir uma boa plasticidade na junta de soldadura.
Além disso, utilizando o método de observação in-situ do microscópio confocal a laser de alta temperatura, analisaram as características de formação da microestrutura e as leis de transformação da liga de titânio da série Ti-Al-V-Mo auto-desenvolvida durante o processo de arrefecimento sob a ciclo térmico de soldadura. Os resultados demonstraram que a adição de Mo diminuiu a temperatura de transformação inicial, diminuiu o rácio de aspeto da martensite α' acicular e da fase α inicial, e aumentou a resistência ao impacto das juntas soldadas.
Por conseguinte, controlando a entrada de calor no processo de soldadura e concebendo a relação do elemento de liga do fio fluxado com pó metálico de forma razoável, a resistência plástica da junta soldada pode ser melhorada.
O processo de soldadura com fio de enchimento a laser de intervalo ultra-estreito de uma placa de liga de titânio espessa é o resultado da acumulação de calor de uma única passagem de metal de enchimento de várias camadas. Os múltiplos ciclos térmicos no processo de soldadura multicamada criarão inevitavelmente uma estrutura de soldadura extremamente complexa com um campo de temperatura irregular.
Durante a soldadura, a junta soldada pode sofrer uma distribuição desigual da tensão residual e da deformação da soldadura. Além disso, a liga de titânio tem um elevado coeficiente de expansão linear e baixa condutividade térmica, o que aumenta ainda mais a probabilidade de tensão residual e deformação da soldadura.
O impacto negativo da tensão residual da soldadura na resistência à carga estática, na resistência à fadiga de baixo ciclo e na resistência à corrosão das juntas soldadas de liga de titânio é significativo. Além disso, a deformação da soldadura pode afetar significativamente o aspeto das juntas soldadas, reduzir a capacidade de suporte da estrutura e diminuir a precisão da montagem de componentes de soldadura posteriores.
Para aprofundar a compreensão da influência das formas das ranhuras na tensão residual das juntas soldadas, Fang Naiwen et al. utilizaram o software de simulação ANSYS para efetuar uma análise de simulação numérica da tensão e da deformação de diferentes formas de ranhuras de juntas soldadas a laser de liga de titânio TC4 com 40 mm de espessura.
A Figura 18 mostra a distribuição de tensões longitudinais das duas formas de ranhura. Os resultados indicam que a distribuição de tensões da junta soldada com ranhura em U simples é diferente da da junta soldada com ranhura em U dupla. Na junta soldada com ranhura em U simples, aparece uma concentração de tensão óbvia num dos lados da extremidade da soldadura, enquanto a distribuição de tensão da junta soldada com ranhura em U dupla é simétrica ao longo da direção da espessura da parede.
Fig.18 Distribuição da tensão residual longitudinal distribuição da tensão
Em resumo, a soldadura a laser de fenda estreita com fio de enchimento é capaz de produzir juntas soldadas de liga de titânio de paredes espessas sem defeitos de soldadura como a porosidade e a fusão incompleta da parede lateral através da oscilação periódica do feixe de laser.
A resistência plástica da junta soldada pode ser melhorada controlando a entrada de calor no processo de soldadura e a relação do elemento de liga do fio revestido a pó metálico.
No entanto, no domínio da soldadura a laser de fendas estreitas de ligas de titânio de paredes espessas com fio de enchimento, é essencial continuar a explorar o controlo da microestrutura e das propriedades das juntas soldadas, especialmente no domínio do fio fluxado com metal preenchido a laser com um sistema de várias ligas.
4.2 Soldadura a laser no vácuo
Nos últimos anos, os lasers de fibra industriais de alta potência atingiram o nível de 10.000 watts. No entanto, a utilização eficiente de lasers de alta potência e de alta qualidade e a melhoria da capacidade de penetração da soldadura a laser sem sacrificar a sua qualidade é um problema difícil nas aplicações de engenharia.
Investigações recentes demonstraram que a profundidade de penetração pode ser significativamente aumentada num ambiente de vácuo, melhorando a porosidade da soldadura e a sua formação. Reisgen U da Universidade Técnica de Aachen, Alemanha, comparou a capacidade de penetração da soldadura a laser, da soldadura a laser em vácuo e da soldadura por feixe de electrões.
Os resultados mostraram que, com a mesma energia de linha, o penetração da soldadura obtido por soldadura a laser em ambiente de vácuo é cerca de 2,5 vezes superior ao obtido em ambiente atmosférico e é semelhante ao obtido por soldadura por feixe de electrões. No entanto, o vácuo necessário para a soldadura a laser em ambiente de vácuo é de apenas 10 Pa, enquanto a soldadura por feixe de electrões requer pelo menos 10-1 Pa, o que torna o custo da soldadura a laser em vácuo mais baixo.
Por conseguinte, os estudiosos realizaram investigação sobre o baixo vácuo tecnologia de soldadura por laser para estruturas de paredes espessas. Meng Shenghao et al. estudaram as características da soldadura a laser em ambiente de vácuo da liga de titânio TC4 para placas médias e espessas.
Os resultados mostraram que a soldadura a laser em ambiente de vácuo tem uma melhor formação da soldadura, melhora significativamente a penetração da soldadura, aumenta a relação profundidade-largura da soldadura, inibe os salpicos no processo de soldadura e reduz grandemente os defeitos de buracos de gás na soldadura.
O Harbin Welding Research Institute Co., Ltd. realizou a soldadura de uma liga TC4 com 40 mm de espessura utilizando a tecnologia de soldadura a laser de baixo vácuo (grau de vácuo 10 Pa). Compararam e analisaram a microestrutura e as propriedades mecânicas de diferentes posições.
A macro morfologia da junta soldada é mostrada na Fig. 19. Os resultados mostraram que a microestrutura da zona afetada pelo calor é a fase α, a fase β residual e a martensite α'.
A microestrutura da zona de fusão da soldadura inclui principalmente martensite α' de diferentes tamanhos e estados de distribuição e fase α formada a baixa taxa de arrefecimento. As propriedades de tração ao longo da direção da espessura são uniformes, e os valores de resistência na parte superior e inferior são maiores, enquanto os valores de resistência na parte superior média e na parte inferior média são menores, mas a diferença global é pequena.
Fig.19 Macromorfologia da junta soldada em liga de titânio com 40 mm de espessura
4.3 Resumo
Em resumo, a soldadura a laser em vácuo permite a soldadura de ligas de titânio com paredes espessas. Este processo de soldadura apresenta várias vantagens em relação à soldadura por feixe de electrões, incluindo requisitos de vácuo mais baixos, sem poluição por radiação, custos de soldadura mais baixos e maior eficiência. Como resultado, a soldadura a laser em vácuo representa um método promissor para a soldadura de ligas de titânio de paredes espessas.
Apesar destas vantagens, há ainda necessidade de mais investigação por parte de académicos relevantes no domínio da soldadura a laser de baixo vácuo de ligas de titânio de paredes espessas. Especificamente, deve ser efectuada uma investigação aprofundada sobre características do laser transmissão de energia em condições de vácuo e o controlo da microestrutura e das propriedades da junta de soldadura.
5. Conclusão
Este artigo aborda principalmente os progressos realizados na tecnologia de soldadura por fusão para a soldadura de ligas de titânio de parede espessa, com o objetivo de satisfazer os requisitos de soldadura de alta qualidade e de fabrico de equipamento aeroespacial, marítimo e outros domínios relacionados.
Durante a última década, foram feitos avanços significativos na tecnologia de soldadura por fusão para ligas de titânio com paredes espessas. Estes avanços abrangem várias áreas, como a tecnologia de soldadura, o controlo de qualidade, a estrutura da junta e o controlo de propriedades.
Tendo em conta o estado atual da investigação, a soldadura por fusão de ligas de titânio com paredes espessas tem principalmente as seguintes direcções de investigação:
(1) Controlo das tensões na soldadura de ligas de titânio de parede espessa.
Devido à pequena condutividade térmica e ao grande coeficiente de expansão linear da liga de titânio, a tensão de três vias pode facilmente formar-se na estrutura após o ciclo térmico durante o processo de soldadura da liga de titânio de paredes espessas. Isto pode resultar num declínio acentuado da plasticidade e da tenacidade da junta.
Para resolver este problema, podem ser utilizadas várias técnicas, como o tratamento térmico pós-soldadura, a otimização do desenho das ranhuras e o tratamento por impacto ultrassónico, dependendo do método de soldadura utilizado. Estas técnicas podem ajudar a controlar a tensão e a deformação das juntas soldadas de ligas de titânio de paredes espessas.
(2) Desenvolvimento da tecnologia de soldadura com múltiplas fontes de calor.
Atualmente, a tecnologia de soldadura por fusão para ligas de titânio de paredes espessas envolve principalmente fontes de calor únicas, como a soldadura por arco convencional, a soldadura por feixe de electrões e a soldadura por laser. No entanto, estes métodos de soldadura têm certas limitações.
Por conseguinte, para resolver estas limitações, o desenvolvimento da tecnologia de soldadura com várias fontes de calor, tais como a soldadura híbrida TIG-MIG e a soldadura híbrida por arco laser, pode ser prosseguido para a soldadura de ligas de titânio com paredes espessas.
(3) Controlo da microestrutura e das propriedades das juntas soldadas.
Atualmente, existe pouca investigação sobre o controlo da microestrutura das juntas soldadas em ligas de titânio de paredes espessas.
No entanto, é possível desenvolver materiais de soldadura com sistemas de várias ligas e regular a microestrutura das soldaduras. Isto pode potencialmente melhorar as propriedades mecânicas das ligas de titânio de paredes espessas.