Resolvendo problemas de nitretação a gás de engrenagens: Contramedidas eficazes
Porque é que algumas engrenagens falham apesar das técnicas avançadas de nitretação a gás? Este artigo analisa as etapas críticas e as armadilhas comuns no processo de nitretação a gás para engrenagens, desde a importância de uma pré-limpeza completa até aos efeitos das taxas de arrefecimento na distorção da engrenagem. Os leitores obterão informações práticas sobre a otimização do processo de nitretação a gás para melhorar o desempenho e a longevidade das engrenagens, garantindo sempre resultados de alta qualidade.
A nitretação a gás tem várias vantagens em relação à nitretação iónica, incluindo a facilidade de operação, a elevada repetibilidade do processo, uma estrutura de equipamento simples e a capacidade de obter um controlo automático do processo.
Uma das vantagens mais significativas da nitretação a gás é a melhoria da uniformidade da temperatura e da atmosfera durante o processo.
Em particular, a profundidade da camada de nitruração na raiz do dente e no círculo de passo das engrenagens de pequeno módulo é mais uniforme durante a nitruração gasosa do que durante a nitruração iónica.
Nos últimos anos, o processo de nitruração a gás registou avanços significativos, como o desenvolvimento de processos de pré-oxidação e de nitruração a gás e de várias outras técnicas de nitruração a gás.
Estes avanços reduziram o tempo do ciclo de produção entre a nitretação iónica e a nitretação a gás em graus variáveis.
No entanto, é essencial prestar atenção a potenciais problemas durante o processo de controlo da atmosfera durante a nitretação de engrenagens.
2. Limpeza antes da nitruração gasosa
Antes da nitretação a gás e do carregamento, a engrenagem deve ser cuidadosamente limpa para garantir que não haja água ou impurezas.
Se este passo não for corretamente completado, a superfície nitretada resultante pode ter um aspeto irregular e podem aparecer manchas escuras.
Embora não exista uma diferença significativa na profundidade da camada nitretada, na dureza ou na estrutura metalográfica entre as áreas salpicadas e as áreas normais, estas manchas podem afetar significativamente a qualidade do aspeto geral da engrenagem.
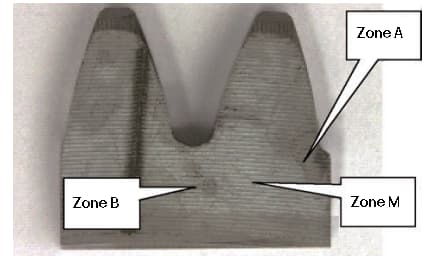
A macro morfologia destas áreas irregulares salpicadas foi analisada utilizando um estereomicroscópio de ultra-profundidade de campo (como se vê na Figura 1).
Fig. 1 Macro morfologia da área de speckle da face final da engrenagem
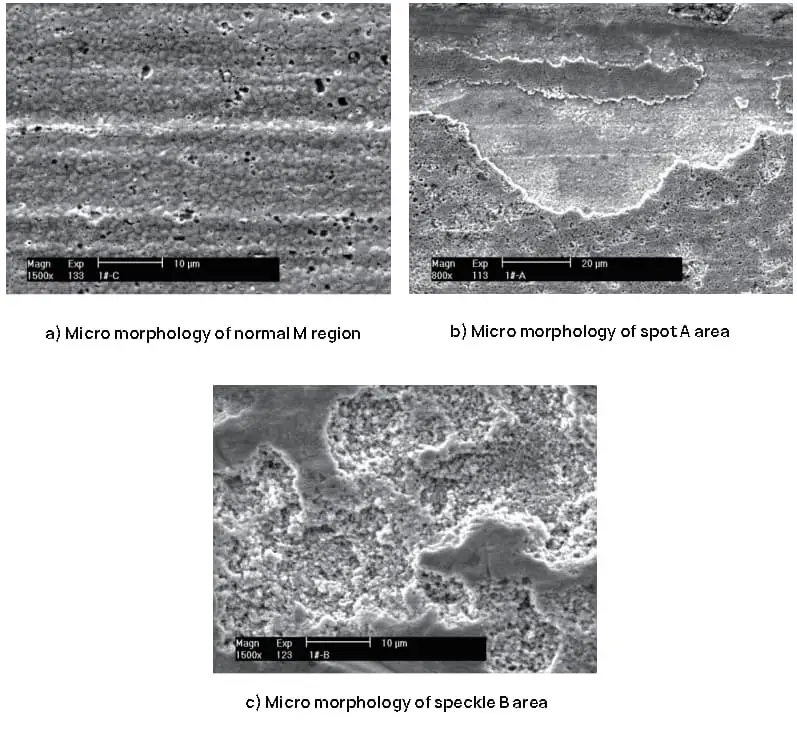
A morfologia microscópica da área manchada foi analisada utilizando um microscópio eletrónico de varrimento (como se pode ver na Figura 2). As áreas que pareciam brancas a olho nu foram observadas ao microscópio eletrónico de varrimento.
Fig. 2 micro morfologia da área de speckle da face final da engrenagem
A composição química da área manchada com aspeto anormal na face final da engrenagem foi comparada e analisada com a área normal na face final da engrenagem. Os resultados desta comparação são apresentados na Tabela 1.
Tabela 1: resultados comparativos (fração mássica) (%) da determinação da composição química na micro-área da face final da engrenagem
Local de deteção:
C
N
O
Na
Al
Si
P
S
C
K
Ca
Cr
Mn
Fe
Zona M
Superfície normal
0.22
0.98
-
-
-
0.26
-
-
-
-
-
0.19
0.63
97.72
0.21
0.99
-
-
-
0.24
-
-
-
-
-
0.25
0.57
97.73
Zona A
Superfície da mancha branca
0.43
1.03
2.91
-
-
0.22
-
-
-
0.09
0.21
0.19
0.35
94.59
0.38
0.89
2.58
-
0.07
0.18
0.05
0.11
0.08
0.10
0.25
0.12
0.31
94.86
Fundo plano para descascar
0.28
0.73
8.59
-
0.09
0.56
0.04
0.08
0.10
0.12
0.06
0.33
1.40
89.61
0.39
0.84
11.59
0.15
0.10
0.67
0.13
0.11
0.09
0.12
0.06
0.34
1.71
83.71
Zona B
Manchas escuras
1.03
0.58
29.53
0.50
0.10
0.51
0.05
0.90
0.39
1.21
0.18
0.26
0.51
64.25
0.80
0.55
28.27
0.38
0.04
0.53
0.07
1.04
0.36
1.33
0.11
0.20
0.50
65.84
Mancha branca redonda
0.62
0.83
3.29
0.25
0.16
0.39
0.10
0.15
0.20
0.22
0.60
0.29
0.58
92.33
0.96
0.66
5.05
030
0.16
0.60
0.06
0.14
0.23
0.30
0.96
0.32
1.09
89.16
Como se pode ver no Quadro 1, o teor do elemento O na zona manchada anormal é superior ao da zona normal. Para além de um teor mais elevado de O, também contém vestígios de Na, S, Cl, K, Ca, Mg, Al e outros elementos provenientes de resíduos de água, agentes de limpeza e óleo de barbear.
Esta análise mostra que o aparecimento da nitretação gasosa é causado por uma limpeza deficiente antes do processo de nitretação. Por conseguinte, deve ser dada especial atenção aos seguintes pontos durante a limpeza das engrenagens de nitruração gasosa:
Quando se utiliza um agente de limpeza à base de água, a temperatura da água para o enxaguamento final não deve ser demasiado elevada. Se a temperatura da água for demasiado elevada, evaporar-se-á rapidamente e deixará resíduos na superfície da peça de trabalho. É preferível reduzir a temperatura de enxaguamento e utilizar uma pistola de ar de alta pressão para secar a peça de trabalho.
A limpeza com substâncias como a acetona ou a gasolina é possível, mas estas substâncias têm um ponto de inflamação baixo. É importante garantir uma ventilação adequada e a segurança contra incêndios no ambiente de limpeza.
A peça de trabalho deve ser bem seca antes de ser limpa com um produto de limpeza de hidrocarbonetos.
A qualidade da água utilizada no processo de limpeza deve ser tida em conta, devendo ser utilizada água pura tanto quanto possível.
3. Controlo da distorção da nitretação de engrenagens
A distorção que ocorre durante a nitretação de engrenagens é influenciada por vários factores, incluindo a forma da engrenagem, a tensão residual da maquinagem, material da engrenagemA velocidade de arrefecimento da engrenagem após a nitretação.
Na produção típica, as pessoas tendem a concentrar-se nos primeiros factores, mas muitas vezes ignoram a velocidade de arrefecimento da engrenagem após a nitretação. Isto é especialmente relevante para o furo interior das engrenagens de paredes finas, que são particularmente sensíveis à velocidade de arrefecimento após a nitruração.
Por exemplo, considere a engrenagem mostrada na Figura 3.
Fig. 3 Tamanho da engrenagem
O tamanho do furo interno antes da nitretação era de φ 52-0,02-0,035mm. A Tabela 2 apresenta a relação entre o tempo de arrefecimento da engrenagem e a expansão do furo interior.
Tabela 2 Relação entre o tempo de arrefecimento da engrenagem e a expansão do furo interior
Tempo de arrefecimento após a nitruração / h
Expansão do furo interno / mm
Taxa de aprovação (%)
Observações
≥6
0.012~0.021
75
A dimensão do furo interior excede a tolerância superior
4~5
0.008~0.012
99
O furo interior está basicamente dentro do intervalo de tamanho
≤4
0.005~0.01
78
Tamanho do furo interior fora da tolerância
Os resultados dos testes mostram que a tendência de distorção dos furos interiores da engrenagem a diferentes velocidades de arrefecimento é consistente e geralmente aumenta, mas a extensão da distorção varia. Quando a taxa de arrefecimento após a nitruração é lenta, a distorção do furo interior é maior, e quando a taxa de arrefecimento após a nitruração é rápida, a distorção do furo interior é menor.
Para garantir uma distorção estável do orifício interior da engrenagem e melhorar a taxa de qualificação do orifício interior da engrenagem após a nitretação, a velocidade de arrefecimento da engrenagem durante a nitretação a gás deve ser cuidadosamente controlada.
4. Solução para a oxidação causada por fugas de gás do forno de nitretação a gás
Se ocorrer uma fuga de gás no forno de nitruração a gás devido a problemas de vedação ou outros, a superfície da peça de trabalho ficará oxidada. Esta oxidação não afecta a qualidade interna da peça, mas não cumpre as normas de qualidade da aparência. Nesta situação, o processo de redução descrito na Tabela 3 pode ser utilizado para a reparação.
Tabela 3 Processo de reparação de peças oxidadas
Temperatura de reparação / ℃
Tempo de reparação / min
Taxa de decomposição do amoníaco (%)
480~500
30~40
30~40
O aspeto da engrenagem após a nitretação a gás, a oxidação por fuga de gás e a redução está representado na Figura 4.
Fig. 4 Aspeto das engrenagens antes e depois da redução das fugas de amoníaco gasoso
É importante notar que durante o processo de redução de aparência, a temperatura de nitretação não deve exceder a temperatura da primeira nitretação. Normalmente, a temperatura de nitruração durante a redução deve ser cerca de 20°C mais baixa do que a última temperatura de nitruração. A duração do processo de redução pode ser ajustada com base na extensão da oxidação.
5. Conclusão
Os três problemas e soluções acima referidos realçam a importância de prestar atenção a todos os pormenores do processo de tratamento térmico. Com uma análise cuidadosa de cada passo, é possível resolver eficazmente quaisquer problemas que possam surgir.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...