1. As normas para o grau de ferrugem e de despoeiramento da superfície do aço baseiam-se na norma nacional GB8923-88, conhecida como "Grau de ferrugem e de despoeiramento da superfície do aço antes do revestimento".
2. A norma divide o despoeiramento A classificação é feita em três tipos: jato de granalha ou abrasivo, ferramenta manual e eléctrica, e despoeiramento por chama.
3. A granalhagem ou jato abrasivo é representada pela letra "sa" e está dividida em quatro classes:
sa1 - granalhagem ligeira. A superfície do aço não tem gordura visível, sujidade, incrustações soltas, ferrugem, revestimentos de tinta ou outros resíduos.
sa2 - decapagem completa. A superfície do aço não tem gordura visível, a sujidade e os resíduos, tais como incrustações e ferrugem, são basicamente removidos.
sa2.5 - decapagem muito completa. A superfície do aço não tem gordura visível, sujidade, incrustações, ferrugem, revestimentos de tinta ou outros resíduos, e quaisquer vestígios remanescentes são apenas ligeiras manchas ou estrias.
sa3 - granalhagem muito limpa. A superfície do aço não tem gordura visível, sujidade, incrustações, ferrugem, revestimentos de tinta ou outros resíduos, e a superfície apresenta uma cor metálica uniforme.
Graus de despoeiramento manual
St1 - limpeza completa de ferramentas manuais e eléctricas:
Quando observada sem ampliação, a superfície deve estar livre de óleo residual, gordura e poeira. Não deve haver pele oxidada, ferrugem, tinta ou objectos estranhos não fixados. Quaisquer contaminantes remanescentes devem estar firmemente aderidos.
St2 - despoeiramento completo de ferramentas manuais e eléctricas.
A superfície do aço não deve ter gordura e sujidade visíveis, nem incrustações, ferrugem ou revestimentos de tinta soltos.
St3 - despoeiramento manual e com ferramenta eléctrica muito completo.
A superfície do aço não deve ter gordura e sujidade visíveis, nem incrustações, ferrugem ou revestimentos de tinta soltos. O despoeiramento deve ser mais completo do que o St2, e a parte exposta do substrato deve ter um brilho metálico.
Tratamento de superfície é fundamental para obter um bom efeito de revestimento. O investimento no tratamento de superfícies é bastante compensador. Por conseguinte, deve ser dada uma atenção especial à seleção dos métodos de tratamento de superfície e dos sistemas de pintura correspondentes.
É importante utilizar normas internacionais para medir o grau de tratamento da superfície, como a norma sueca: SIS055900 ou ISO08501.
Níveis de corrosão
A pedra angular das normas de tratamento de superfície assenta em quatro níveis de corrosão distintos:
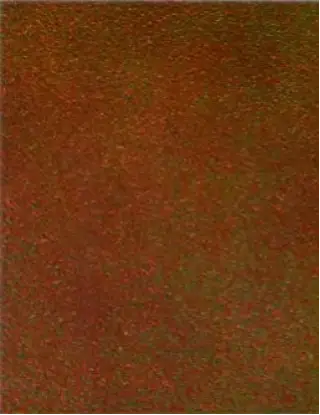
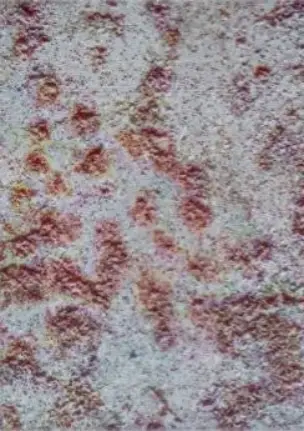
Nível A: A superfície do aço está totalmente coberta por carepa de laminação aderente, praticamente sem ferrugem.
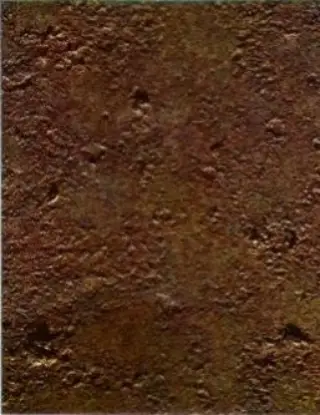
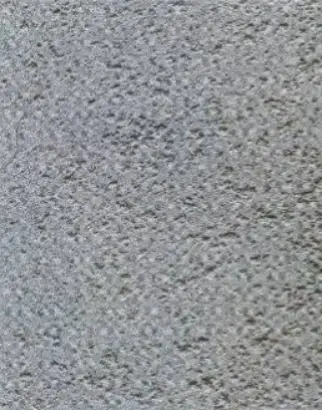
Nível B: A superfície do aço começou a enferrujar e a carepa de laminação começa a descamar.
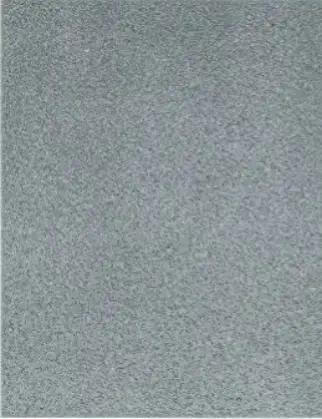
Nível C: A carepa de laminação na superfície do aço está enferrujada ou pode ser raspada, mas pequenos pontos de ferrugem são visíveis a olho nu.
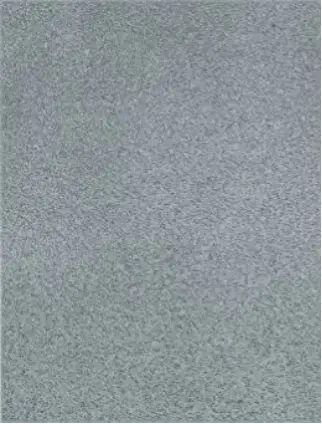
Nível D: A carepa de laminação na superfície do aço está enferrujada e descascada, com um grande número de pontos de ferrugem visíveis a olho nu.
Nível de pré-tratamento
De acordo com o SIS055900, o tratamento de superfície destes níveis de corrosão é efectuado de acordo com as seguintes normas de qualidade para a escovagem com fio e a decapagem abrasiva:
- St - Padrões de escovagem de arame St2, St3
- Sa - Normas de granalhagem abrasiva Sa1, Sa2, Sa2.5, Sa3
1. Escovagem de arame - St
- St1 - Limpeza manual e de ferramentas eléctricas
Quando observada sem ampliação, a superfície deve estar livre de óleo residual, gordura e poeira. Não deve haver pele oxidada, ferrugem, tinta ou objectos estranhos não fixados. Quaisquer contaminantes remanescentes devem estar firmemente aderidos.
- St2 - Limpeza manual e eléctrica completa da ferramenta.
A superfície deve estar isenta de gorduras visíveis, sujidade, carepa de laminagem, ferrugem, revestimentos de tinta e matérias estranhas.
- St3 - Limpeza muito completa de ferramentas manuais e eléctricas.
Semelhante ao St2, mas deve ser tratado mais profundamente do que o St2, com o substrato metálico a apresentar um brilho metálico.
Estas normas fornecem orientações e assistência significativas para o tratamento de superfícies. Os fornecedores de tintas estabelecem geralmente normas e requisitos de tratamento de superfície correspondentes para cada tipo de tinta.
2. Jateamento abrasivo - Sa
Antes da decapagem abrasiva, devem ser removidas todas as camadas espessas de ferrugem da superfície. Qualquer óleo, gordura e sujidade visíveis também devem ser eliminados. Após a decapagem abrasiva, a superfície deve estar limpa, sem pó ou detritos.
- Grau Sa1: Remoção de ferrugem por jato de areia ligeiro
A superfície deve estar isenta de gordura visível, sujidade, camadas de oxidação instáveis, ferrugem, revestimentos de tinta e impurezas.
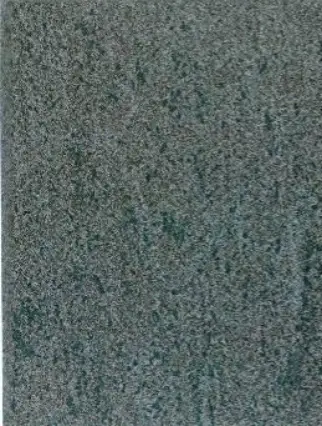
- Grau Sa2: Remoção completa de ferrugem por jato de areia
A superfície deve estar essencialmente isenta de gorduras visíveis, sujidade, camadas de oxidação, ferrugem, revestimentos de tinta e impurezas, com quaisquer substâncias remanescentes firmemente aderidas.
- Grau Sa2.5: Remoção de ferrugem por jato de areia muito profunda
A superfície deve estar isenta de gordura visível, sujidade, camadas de oxidação, ferrugem, revestimentos de tinta e impurezas. Os vestígios residuais devem apresentar-se apenas como pequenas manchas ou descolorações estriadas.
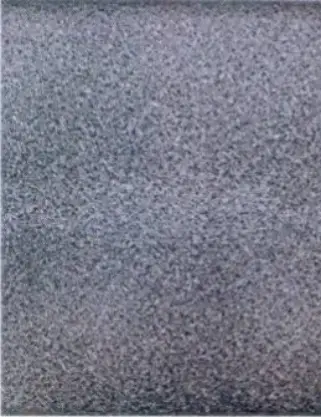
- Grau Sa3: Remoção de ferrugem por jato de areia para limpar a superfície de aço
A superfície deve estar isenta de gordura visível, sujidade, camadas de oxidação, ferrugem, revestimentos de tinta e impurezas, apresentando um brilho metálico uniforme.
- Grau Sa4: A limpeza observável da superfície do aço
Sem ampliação, a superfície deve parecer livre de óleo residual, gordura e poeira, desprovida de qualquer camada de oxidação não fixada, ferrugem, tinta e objectos estranhos, exibindo um brilho metálico uniforme.
3. Limpeza da chama - Fl
Antes da limpeza por chama, as camadas espessas de ferrugem devem ser raspadas e os resíduos visíveis, os óleos e a sujidade também devem ser removidos. Após a limpeza com chama, a superfície deve ser escovada com uma escova de arame eléctrica.
(A limpeza por chama inclui a remoção final dos subprodutos com uma escova de arame eléctrica. Uma escova de arame manual não consegue obter uma superfície satisfatória para a pintura).
Sem ampliação, a superfície deve parecer livre de oxidação, ferrugem, tinta e substâncias estranhas. Qualquer matéria residual deve manifestar-se apenas como uma descoloração da superfície (sombras de cores variáveis).
O termo "matérias estranhas" inclui sais solúveis e escórias de soldadura. Estes contaminantes não podem ser totalmente removidos com jato de areia seco, ferramentas manuais e eléctricas, ou chamas. Em vez disso, devem ser utilizados métodos de jato de areia húmida ou de pulverização de água.
Óxidos, ferrugem e tinta que podem ser raspados com um raspador de pedra-óleo são considerados pouco aderentes. Antes do jato de areia, as camadas espessas de ferrugem devem ser raspadas e os resíduos visíveis de óleo, gordura e sujidade também devem ser removidos. Após o jato de areia, o pó e os resíduos devem ser limpos.