Fundição por gravidade vs Fundição por pressão: Qual é o melhor?
Escolher entre a fundição por gravidade e a fundição sob pressão pode parecer uma decisão assustadora para os fabricantes. Deverá optar pela simplicidade e rentabilidade da fundição por gravidade, ou pela precisão e eficiência da fundição por pressão? Este artigo explora as principais diferenças, vantagens e limitações de ambos os métodos, ajudando-o a compreender qual a técnica que melhor se adequa às necessidades do seu produto. No final, terá uma compreensão clara de qual o método de fundição que se alinha com os requisitos do seu projeto, assegurando um desempenho ótimo e eficiência de custos.
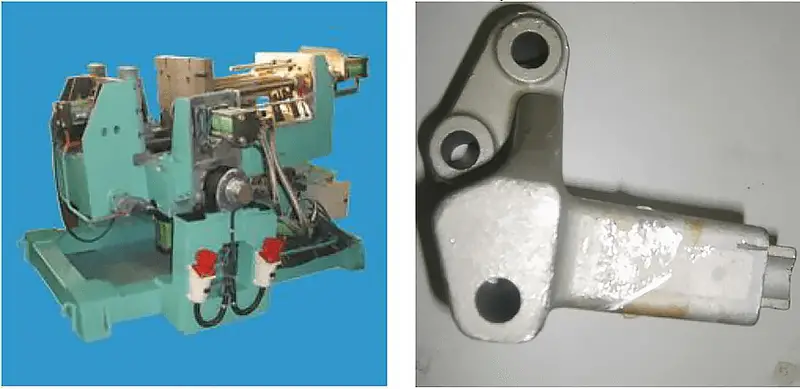
A fundição por gravidade é o processo de injeção de metal fundido num molde sob a força da gravidade, também conhecido simplesmente como fundição.
A definição mais ampla de fundição por gravidade engloba vários métodos, incluindo a fundição em molde de areia, a fundição em molde de metal, a fundição em molde de massa, a fundição em molde de desaparecimento e a fundição em molde de argila.
No entanto, num sentido mais restrito, a fundição por gravidade refere-se especificamente à fundição de moldes metálicos.
A fundição em molde metálico é uma técnica moderna que utiliza liga de aço para criar moldes.
Normalmente, o metal líquido é vertido manualmente na comporta e o produto final é produzido através do enchimento da cavidade do molde, da ventilação, do arrefecimento e da abertura do molde pela força do peso do metal líquido.
O processo envolve as seguintes etapas: fundição, colocação do material no molde, ventilação, arrefecimento, abertura do molde, tratamento térmico e pós-processamento.
As características da fundição por gravidade são as seguintes
A fundição tem poucos poros, o que permite o tratamento térmico. Isto resulta numa melhoria significativa da resistência, ultrapassando a dos produtos fundidos sob pressão.
O produto tem baixa densidade. Devido ao facto de ser moldado com peso próprio, a densidade é inferior à do fundição injectadaresultando numa resistência ligeiramente inferior mas num alongamento superior.
O acabamento superficial do produto não é ótimo. O arrefecimento e a contração podem provocar a formação de crateras semelhantes às produzidas pela granalhagem.
O processo de enchimento é lento e a eficiência da produção é baixa. Com uma eficiência de apenas 1/4 da fundição a alta pressão, o custo do produto é inferior.
A matriz tem uma vida útil mais longa e um custo mais baixo em comparação com a fundição sob pressão.
O processo é simples.
A fundição por gravidade não é adequada para a produção de peças com paredes finas.
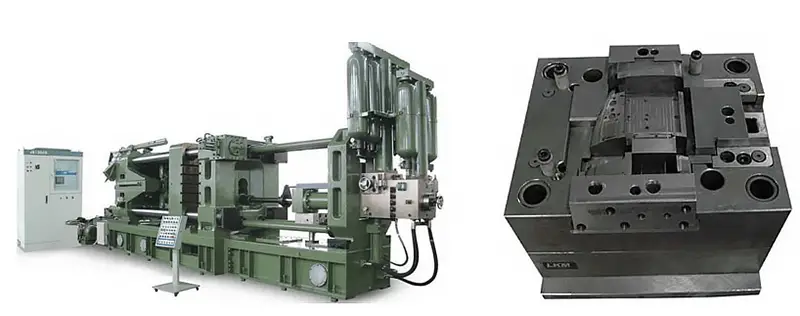
Introdução da fundição a alta pressão
A fundição sob pressão divide-se em duas categorias: fundição a alta pressão e fundição a baixa pressão.
A fundição a alta pressão é uma técnica de fundição em que a liga fundida é rapidamente vertida para a cavidade de um molde de aço dentro de uma câmara de pressão, solidificando sob alta pressão.
(1) O líquido metálico é introduzido na cavidade sob pressão e solidifica-se através da cristalização, normalmente com uma gama de pressão de 15-100 MPa.
(2) O líquido metálico é enchido na cavidade a alta velocidade, com velocidades que variam entre 10-50 m/s e, nalguns casos, excedendo mesmo 80 m/s, que é introduzido através da porta interna. Isto resulta num tempo de enchimento muito curto do líquido metálico, normalmente apenas 0,01-0,2 segundos, dependendo do tamanho da peça fundida.
As características da fundição a alta pressão incluem:
Enchimento rápido e produção eficiente.
A moldagem a alta pressão resulta num produto com elevada densidade, resistência e dureza superficial, mas com baixo alongamento.
Um excelente acabamento de superfície, normalmente até Ra6,3 e, nalguns casos, até Ra1,6.
A capacidade de produzir peças com espessuras de parede finas, sendo que a fundição injectada de alumínio tem a capacidade de atingir uma espessura de parede de 0,5 mm.
O enchimento rápido elimina o envolvimento de gás interno, resultando num produto com baixa porosidade.
A fundição a alta pressão não requer tratamento térmico, uma vez que o gás interno se expandirá durante o tratamento térmico, causando defeitos como abaulamento ou fissuração.
São necessárias pequenas margens de maquinagem (idealmente inferiores a 0,25 mm), uma vez que um processamento excessivo pode danificar a camada superficial densa e revelar poros internos, reduzindo a resistência do produto.
No entanto, a fundição a alta pressão tem custos de molde elevados e uma vida útil do molde reduzida.
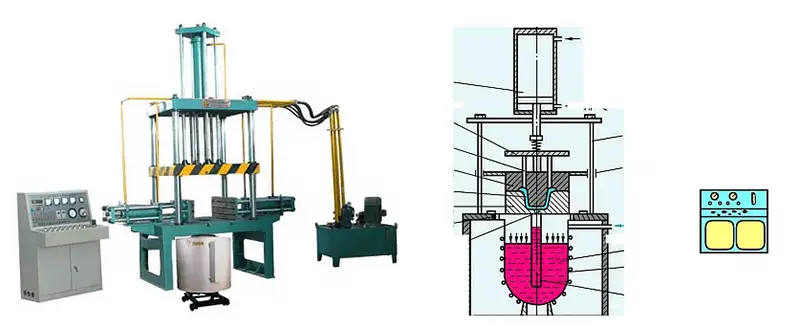
Introdução da fundição a baixa pressão
O processo da tecnologia de fundição a baixa pressão é o seguinte: O ar seco e comprimido é introduzido no cadinho ou tanque selado. Sob a influência da pressão do gás, o metal líquido sobe ao longo do riser e para dentro do jito, entrando suavemente na cavidade do molde. A pressão do gás é mantida no nível do líquido no cadinho até que a peça fundida esteja totalmente solidificada.
Após a solidificação, a pressão do gás na superfície do líquido é libertada, fazendo com que o metal líquido no riser flua de volta para o cadinho.
Por fim, o molde é aberto e a peça fundida é retirada.
A fundição a baixa pressão difere significativamente da fundição a alta pressão em termos de equipamento, processo e desempenho do produto.
A pressão aplicada na fundição a baixa pressão é relativamente baixa, variando tipicamente entre 20 e 60 kPa, e a fonte de pressão é fornecida por gás.
Devido à baixa pressão, o enchimento do produto é mais lento e a eficiência da produção é menor, no entanto, a porosidade do produto é melhorada, permitindo-lhe ser submetido a tratamento térmico.
Em geral, a fundição a baixa pressão é um equilíbrio entre as vantagens da fundição a alta pressão e da fundição por gravidade.
Comparação de vantagens e desvantagens
Técnicas
Custo do molde
Vida útil
Porosidade
Tratamento térmico
Subsídio de maquinagem
Acabamento da superfície
Produtos adequados
Eficiência da produção
Fundição a alta pressão
complexo
elevado
curto
mau
não
pequeno
elevado
Peças com paredes finas
elevado
Fundição a baixa pressão
simples
baixo
longo
bom
sim
grande
elevado
Partes da parede intermédia
médio
Fundição por gravidade
simples
baixo
longo
bom
sim
grande
baixo
Peças com paredes espessas
baixo
A força de ligas de alumínio podem variar muito devido a diferenças nas matérias-primas. Os produtos de fundição sob pressão, por outro lado, têm uma elevada densidade e resistência devido ao facto de serem formados sob alta pressão. Por exemplo, os produtos de fundição injectada do A380 têm uma resistência de 360MPa e um alongamento de apenas 3,7%.
Os produtos de fundição por gravidade têm geralmente uma resistência inferior à dos produtos de fundição sob pressão. Por exemplo, o ZL101A tem uma resistência de 310MPa após tratamento térmico, mas com um alongamento de 5-6%. Existem também materiais, como o ZL201a e o ZL204a, com uma resistência superior a 380MPa.
Ao escolher um processo de produção, a espessura da parede do produto é a principal consideração. A fundição a alta pressão é um processo altamente eficiente e deve ser a primeira escolha, desde que o processo de produção e o desempenho do produto cumpram os requisitos. No entanto, se a espessura da parede do produto for superior a 8 mm, a fundição a alta pressão pode não satisfazer os requisitos de resistência desejados devido aos poros internos, caso em que se pode considerar a fundição por gravidade ou a fundição a baixa pressão.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre o fascinante mundo da fundição? Este processo de fabrico antigo, mas em constante evolução, molda o nosso quotidiano de inúmeras formas. Nesta publicação do blogue, vamos explorar o...
Já alguma vez se interrogou sobre como são feitas as peças complexas do seu automóvel? Este artigo revela o fascinante mundo da fundição automóvel, descrevendo em pormenor as tecnologias e os métodos avançados que...
Este artigo mergulha no fascinante mundo da produção de fundição, revelando o processo passo-a-passo que transforma matérias-primas em componentes essenciais. Saiba mais sobre as técnicas, materiais e controlos de qualidade envolvidos,...
Já se interrogou como é que as peças metálicas complexas são fabricadas com tanta precisão? Entre no mundo da fundição injetada, onde o metal fundido a alta pressão é injetado em moldes duráveis, criando tudo, desde carros...
E se a escolha entre zinco e alumínio pudesse revolucionar o seu processo de fabrico? No mundo da fundição injectada, é crucial compreender os pontos fortes e fracos de cada material. Este...
Porque é que algumas peças fundidas falham enquanto outras se destacam? A resposta está nas propriedades da liga de fundição. Este artigo explora a forma como factores como a fluidez, a contração, a oxidabilidade e a absorção de gás têm impacto...
Qual é a verdadeira diferença entre o alumínio fundido e o alumínio fundido sob pressão? Este artigo analisa os diferentes processos de fabrico e as propriedades que distinguem estes dois tipos de alumínio. A partir do...
Já alguma vez se perguntou porque é que o motor do seu carro funciona sem problemas ou porque é que as máquinas pesadas funcionam sem problemas? O segredo está nos óleos utilizados - óleo lubrificante e óleo hidráulico. Este artigo explora...
Já alguma vez se interrogou sobre o que torna as peças do motor do seu automóvel tão duráveis e eficientes? Este artigo revela os segredos por detrás da fundição de ligas de alumínio, os campeões desconhecidos da engenharia automóvel. Aprender...