Tesouras de guilhotina: Análise e otimização do desempenho mecânico
Já alguma vez se interrogou sobre como a precisão e a eficiência se conjugam no corte industrial? Este artigo explora o fascinante mundo das tesouras de guilhotina, detalhando as suas vantagens e desafios. Saiba como a análise mecânica e a otimização podem melhorar o desempenho, garantindo que se mantém na vanguarda no campo da engenharia mecânica.
A guilhotina oferece maior eficiência, precisão e fiabilidade em comparação com a guilhotina de viga oscilante, uma vez que elimina a folga na estrutura e permite ajustar o ângulo de corte.
No entanto, ao cortar chapas largas e pesadas ou chapas finas de elevada resistência, a guilhotina pode enfrentar desafios como a deformação da máquina que afecta a precisão do corte.
A maior parte da investigação neste domínio centra-se no impacto dos parâmetros de corte na precisão, na conceção e automatização do sistema de controlo ou na simulação do processo de corte utilizando pontos discretos.
No entanto, a investigação sobre a análise das propriedades mecânicas e a otimização da estrutura das tesouras de guilhotina é limitada.
Este artigo tem como objetivo colmatar esta lacuna, analisando as características estáticas e dinâmicas da máquina-ferramenta e simulando o processo de corte de chapas. Através desta análise, são obtidos dados de cisalhamento contínuo e é proposto um esquema de otimização.
2. Análise estática
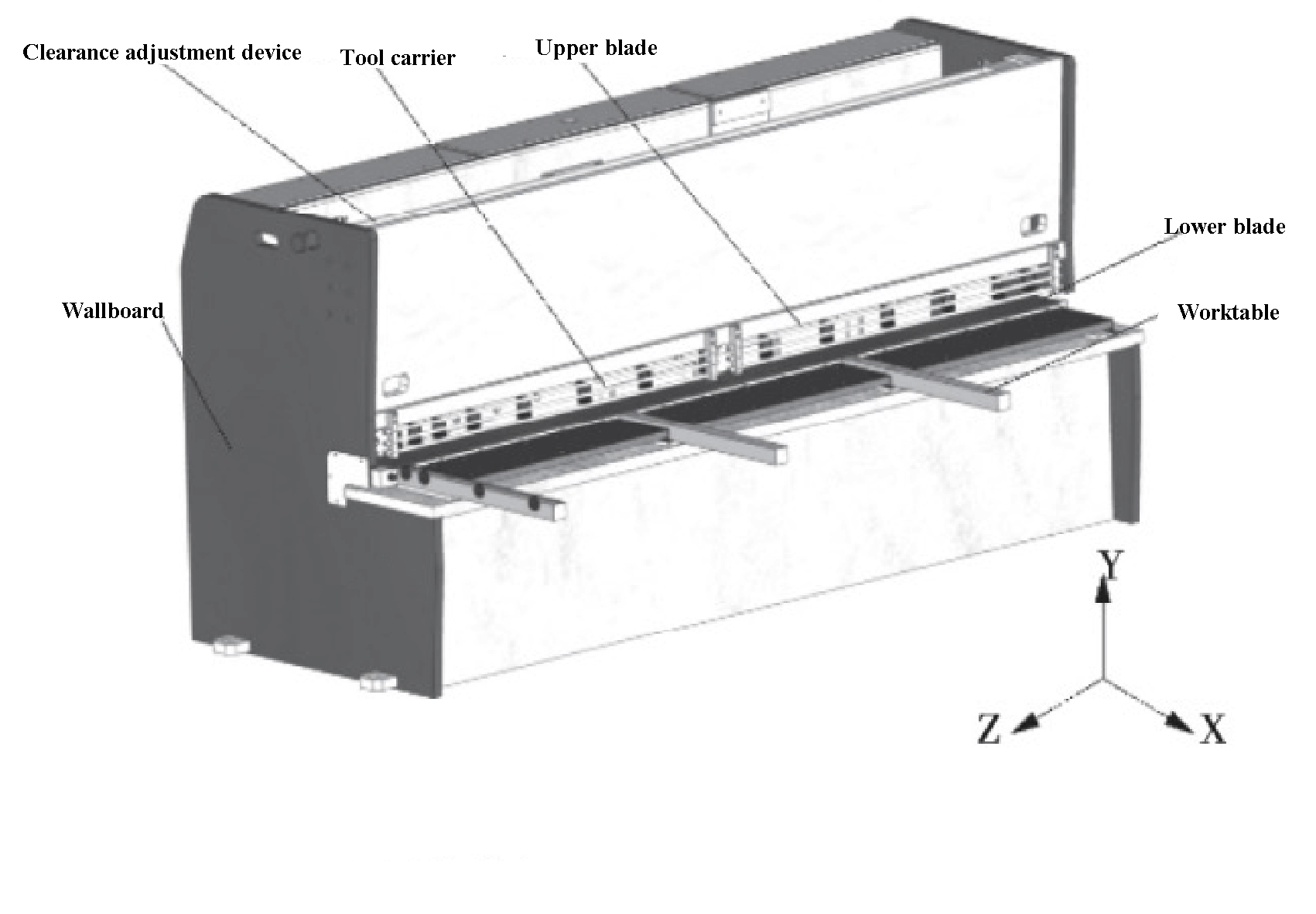
Um modelo estrutural de uma máquina 6 x 3200 NC tesoura de guilhotina é apresentado na Figura 1. Durante o funcionamento, o dispositivo de encosto, acionado pelo parafuso de rolos, ajusta o comprimento de corte. O cilindro de prensagem é então comprimido pela placa de corte.
Uma vez definidos os parâmetros de corte, tais como a folga da lâmina e o ângulo de corte, os cilindros hidráulicos em ambas as extremidades accionam as lâminas superior e inferior para se moverem e completarem o corte. corte de chapa processo.
Na análise de simulação, o filete de transição e o furo roscado não são considerados, e um modelo tridimensional simplificado é importado para um software de análise de elementos finitos. Os dois lados do suporte superior da ferramenta são fixados com restrições e é estabelecido um contacto de ligação para simular a soldadura e a fixação da rosca das peças do suporte superior da ferramenta.
Fig. 1 Modelo estrutural de uma guilhotina de corte 6 × 3200 NC
De acordo com a fórmula de Norsali:
Na fórmula:
σb - Limite de resistência da chapa a cortar;
δs - Ductilidade da chapa a cortar;
h - Espessura da folha a cortar;
α - Ângulo de corte;
x、y、z - O força de flexão o valor relativo da folga lateral da aresta de corte e o coeficiente de pressão.
A força de corte vertical (P1) é calculada como sendo 212,8 kN utilizando a fórmula (1), enquanto a força de corte horizontal (P2) é estimada como sendo 30% da força de corte vertical, ou 63,8 kN. As forças de corte vertical e horizontal são aplicadas à torre superior e resolvidas utilizando o ANSYS Workbench.
A deformação em cada direção no início, a meio e no fim do corte é comparada e analisada. Como se pode ver na Tabela 1, a deformação do carro superior na direção Y é a maior, e a deformação nas direcções X e Z pode ser considerada insignificante em comparação.
As posições inicial e final da deformação na direção Y são aproximadamente iguais e muito inferiores à posição intermédia. Durante o processo de corte, a deformação do porta-ferramentas superior apresenta uma tendência côncava.
Quadro 1 Tensão equivalente máxima e deformação máxima nas direcções X, Y e Z do porta-ferramentas superior
Posição de cisalhamento
Tensão máxima equivalente /MPa
Deformação máxima na direção X /mm
Deformação máxima na direção Y /mm
Deformação máxima na direção Z /mm
Início
137.7
0.020
0.141
0.074
Médio
135.3
0.090
0.183
0.650
Fim
137.2
0.013
0.151
0.085
As figuras 2 e 3 mostram a tensão equivalente máxima no meio e a deformação máxima na direção Y, respetivamente.
Fig. 2 Tensão máxima equivalente do porta-ferramentas superior
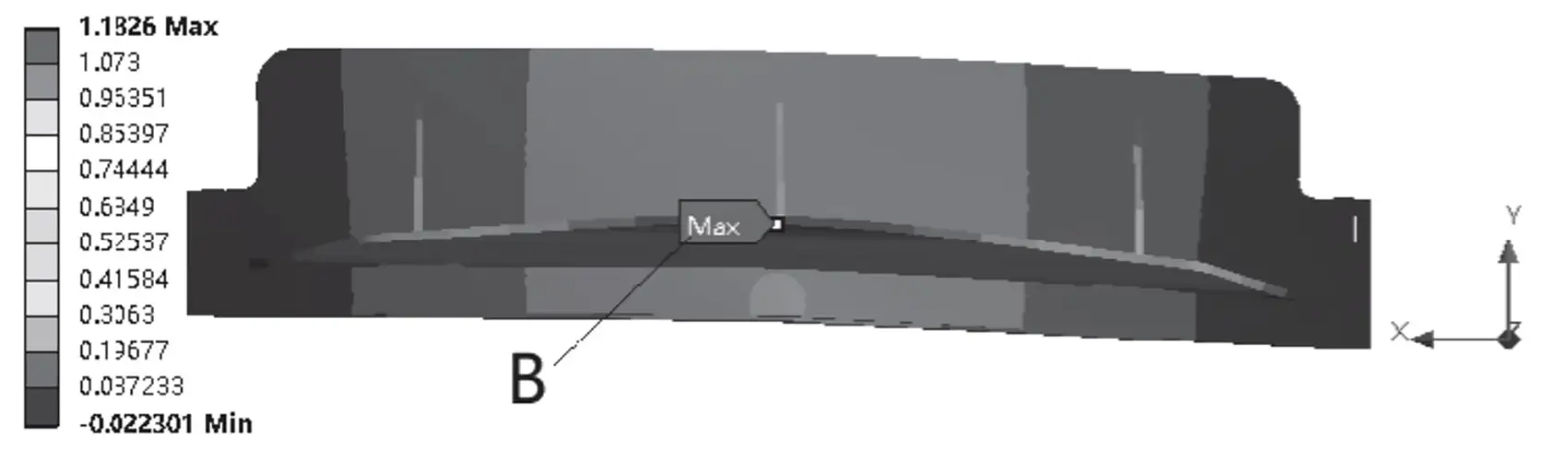
Fig. 3 Deformação máxima do porta-ferramentas superior na direção Y
Analisando a Tabela 1 e as Figuras 2 e 3, é possível determinar que a tensão equivalente do porta-ferramentas superior é a mais elevada no início do processo de corte. Esta tensão está localizada na posição do cilindro hidráulico e tem um valor de 137,7 MPa, que é inferior ao valor de limite de elasticidade de 235 MPa para o apoio superior da ferramenta.
A meio do processo de corte, a deformação máxima do suporte superior da ferramenta na direção Y é observada na placa de suporte posterior B, com um tamanho de 1,183 mm. Entretanto, a deformação da lâmina na direção Y é de 0,346 mm, o que é inferior a 1 mm e cumpre os requisitos necessários.
3. Análise dinâmica transiente
Na simulação dinâmica, um cursor é colocado na posição inicial da lâmina superior e é constantemente sujeito à força de corte com uma velocidade especificada. O movimento do cursor é utilizado para simular o processo de corte da placa.
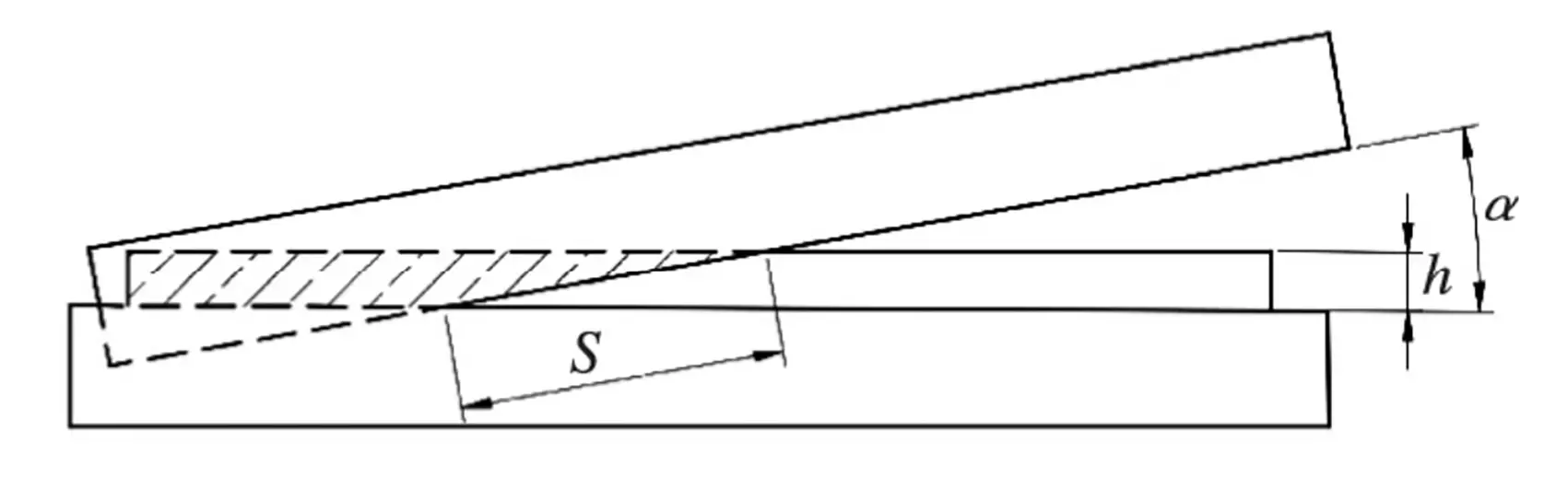
Uma vez que o cursor apenas transmite força de corte, foi ajustado para ter contacto sem fricção com a lâmina superior. Durante o corte da chapa metálicaO contacto entre a lâmina superior e a chapa metálica a cortar é ilustrado na Figura 4. O comprimento de contacto (s) é de 8:1.
Fig. 4 Esquema de corte
Para simplificar o cálculo, assume-se que a força de corte é distribuída uniformemente por uma área retangular com o comprimento (s) e a largura (t) da lâmina. Como resultado, a lâmina é modelada como um cuboide com o mesmo comprimento (s) e largura (t), conforme ilustrado na Figura 5.
Fig. 5 Diagrama esquemático da simulação do cursor
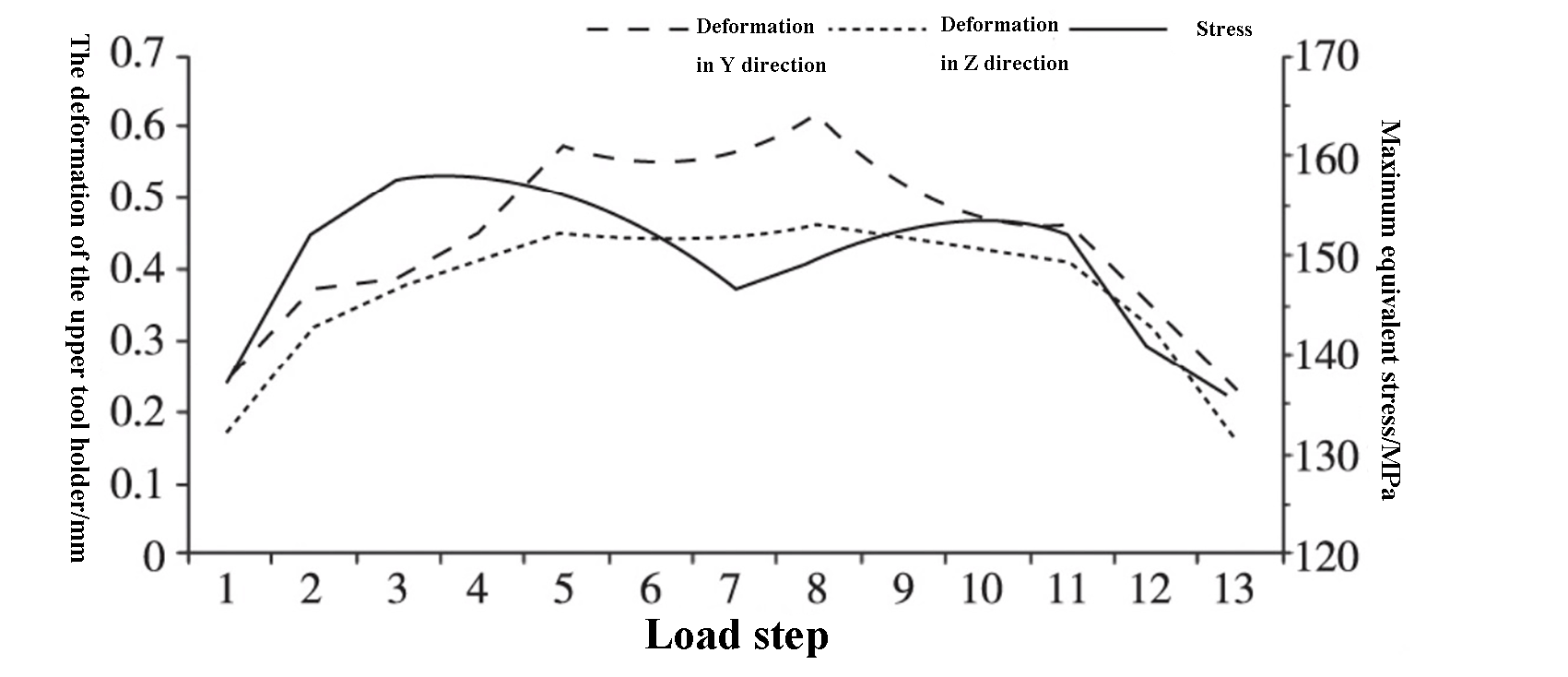
Ao resolver a tensão equivalente máxima e a deformação máxima nas direcções Y e Z em cada posição, os resultados são apresentados no Quadro 2. A tendência da deformação e da tensão do porta-ferramentas superior durante o processo de corte é apresentada na Figura 6.
Quadro 2: Tensão máxima equivalente e deformação máxima nas direcções Y e Z do porta-ferramentas superior em cada patamar de carga
Passo de carga
Tensão máxima equivalente /MPa
Deformação máxima na direção Y /mm
Deformação máxima na direção Z /mm
1
138.1
0.265
0.181
2
153.2
0.380
0.330
3
158.4
0.403
0.386
4
159.2
0.469
0.426
5
157.5
0.592
0.463
6
153.8
0.571
0.454
7
148.1
0.580
0.461
8
150.3
0.635
0.478
9
153.7
0.543
0.458
10
154.9
0.477
0.446
11
153.2
0.482
0.425
12
141.8
0.358
0.336
13
136.4
0.250
0.175
Como se pode ver na Tabela 2 e na Figura 6, a deformação do porta-ferramentas superior altera-se com a mudança da posição de corte. A deformação é significativa no meio e relativamente pequena e simétrica em ambos os lados, o que está de acordo com os resultados da simulação estática.
A deformação máxima do porta-ferramentas superior nas direcções Y e Z ocorre no patamar de carga 8, com valores de 0,635 mm e 0,478 mm, respetivamente, que são inferiores a 1 mm.
A tensão equivalente máxima é encontrada no passo de carga 4 e tem um valor de 159,2 MPa, que é inferior à tensão de cedência de 235 MPa para o porta-ferramentas superior.
Fig. 6 Deformação e tensão equivalente máxima do suporte superior da ferramenta nas direcções Y e Z
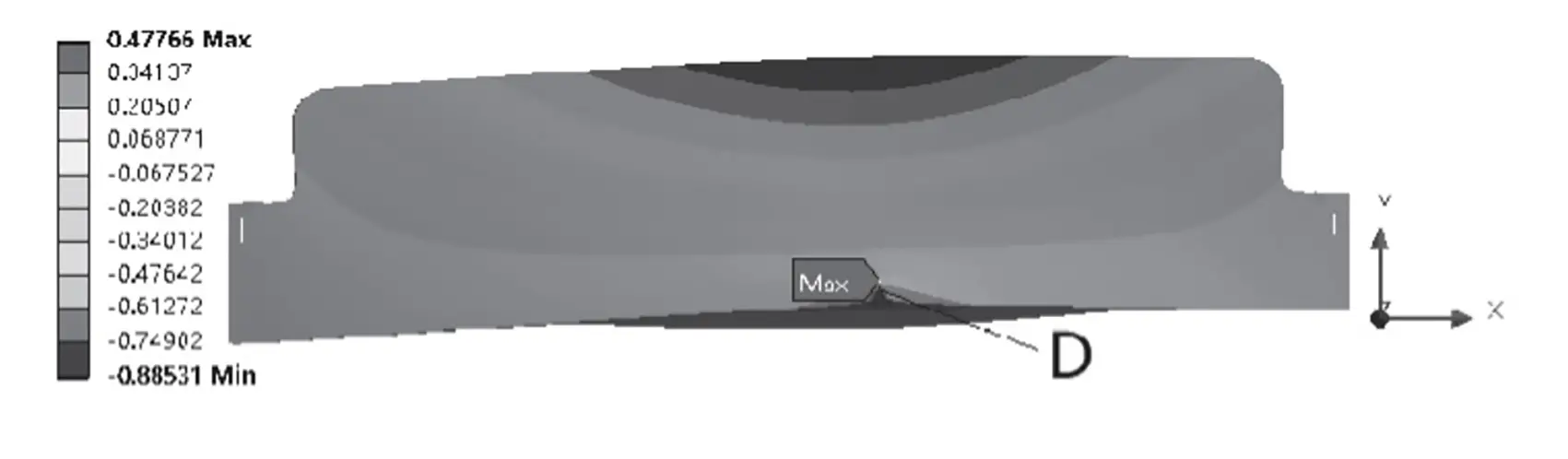
As figuras 7, 8 e 9 mostram a deformação máxima e a tensão equivalente máxima nas direcções Y e Z, respetivamente.
Fig. 7 Deformação máxima do porta-ferramentas superior na direção Y
Fig. 8 Deformação máxima do porta-ferramentas superior na direção Z
Fig. 9 Tensão máxima equivalente do porta-ferramentas superior
A partir das Figuras 7, 8 e 9, pode observar-se que a deformação máxima do carro superior na direção Y ocorre na lâmina C, enquanto a deformação máxima na direção Z ocorre na lâmina D. Ambas as deformações são inferiores a 1 mm, cumprindo os requisitos de conceção.
A tensão equivalente máxima ocorre na posição E do porta-ferramentas superior sob a influência do cilindro hidráulico. A tensão na lâmina é mínima e demonstra uma boa rigidez.
4. Análise modal do pórtico
Na análise modal, as quatro bases do pórtico são fixas e mantidas no lugar com restrições. O método de Lanczos em bloco é selecionado como método de extração de modos e o número de modos expandidos é fixado em 4 para resolver as primeiras quatro frequências naturais da estrutura do pórtico.
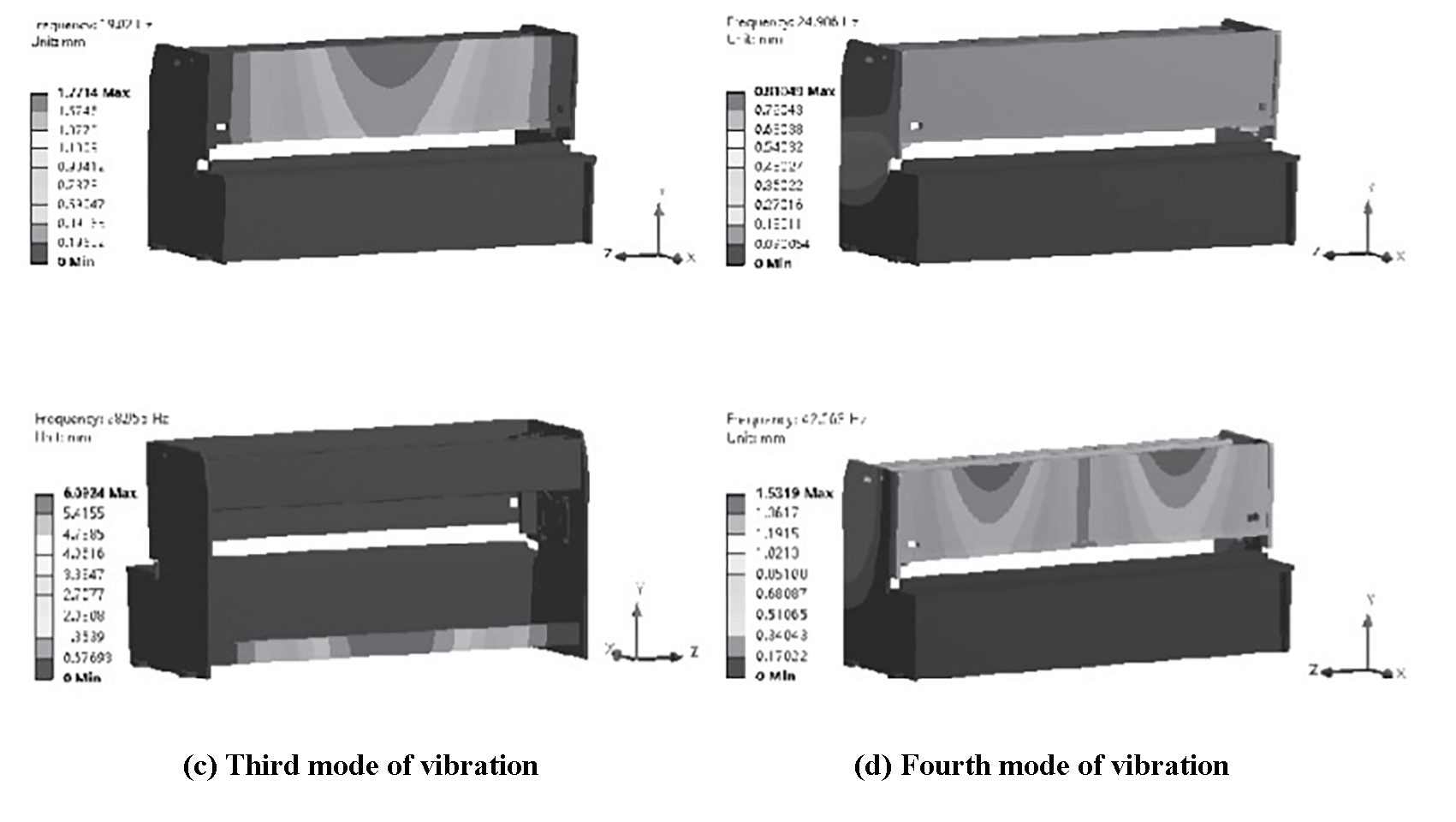
Os quatro modos de vibração são apresentados na Figura 10 e o Quadro 3 apresenta as frequências naturais, as amplitudes e as formas modais dos quatro modos de vibração estruturais.
Fig. 10 Os quatro modos de vibração
Quadro 3 Tabela de dados da análise modal do corte de chapas
Encomendar
Frequência /Hz
Amplitudes /mm
Modo de vibração
1
19.02
1.77
O painel frontal está dobrado para a frente na direção X
2
24.98
0.81
A parte superior do quadro dobra-se e oscila na direção Z
3
28.96
6.09
A viga de suporte inferior é dobrada para a frente ao longo da direção X
4
42.66
1.53
O painel frontal está dobrado para trás e para a frente na direção X
Com base na Figura 10 e no Quadro 3, pode verificar-se que a deformação por vibração da estrutura afecta principalmente o painel frontal e a viga de suporte inferior, causando vibrações e ruídos significativos. Quando a frequência é de 19,02 Hz, a amplitude do painel frontal é mais elevada, o que pode ter um impacto negativo no processo de corte e diminuir a sua precisão.
No entanto, a frequência de corte da guilhotina NC é de 9 vezes por minuto, o que é significativamente inferior à frequência natural de primeira ordem e cumpre os requisitos para o funcionamento normal.
É importante minimizar a influência das fontes de vibração externas durante o processo de trabalho para evitar a deformação por vibração excessiva.
5. Conceção da otimização
A análise das características estáticas e dinâmicas do processo de corte revela que a deformação da torre superior apresenta uma tendência côncava durante o corte, o que pode afetar a rebarba e a precisão dimensional do corte e reduzir a qualidade global do corte.
Para melhorar a qualidade do corte, a folga da lâmina nos parâmetros de corte pode ser ajustada para aumentar a rigidez de posicionamento do porta-ferramentas superior. Neste artigo, foi concebido um dispositivo de ajuste da folga da lâmina do tipo guia de bisel dinâmico, como mostra a Figura 11.
Fig. 11 Diagrama da estrutura da guilhotina para carris de guia inclinados
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...