Domínio do ferro fundido cinzento: Guia de tratamento térmico para especialistas
Já se interrogou sobre como tornar o ferro fundido cinzento mais durável e maquinável? Este artigo explora os processos complexos de tratamento térmico do ferro fundido cinzento, incluindo o recozimento, a normalização e a têmpera. Aprenderá sobre as temperaturas e técnicas específicas que melhoram a resistência e a estabilidade do material. Quer esteja no sector da produção ou seja apenas um curioso, este guia oferece informações valiosas sobre a otimização das propriedades do ferro fundido cinzento. Mergulhe para descobrir como estes métodos podem melhorar os seus projectos e produtos.
Para eliminar tensão residual na peça fundida, estabilizar o seu tamanho geométrico e reduzir ou eliminar a distorção após o corte, é necessário efetuar o recozimento de alívio de tensões na peça fundida.
A composição do ferro fundido deve ser tida em conta ao determinar o processo de recozimento de alívio de tensões.
Quando a temperatura do ferro fundido cinzento excede 550 ℃, pode ocorrer grafitização e granulação de parte da cementita, causando uma redução na resistência e dureza.
A presença de elementos de liga pode aumentar a temperatura a que a cementite começa a decompor-se para cerca de 650 ℃.
Normalmente, a temperatura de recozimento de alívio de tensão para ferro fundido cinzento é 550 ℃, enquanto o ferro fundido cinzento de baixa liga é recozido a 600 ℃ e o ferro fundido cinzento de alta liga pode ser recozido a 650 ℃. A taxa de aquecimento é geralmente de 60 a 120 ℃ por hora.
O tempo de espera é determinado por factores como a temperatura de recozimento, o tamanho e a complexidade da peça fundida e os requisitos de alívio de tensões.
A figura seguinte ilustra a relação entre o tempo de espera e tensão residual a diferentes temperaturas de recozimento.
Fig. 2 Relação entre a temperatura e o tempo de recozimento e o resíduo tensão interna
a) Composição (fração mássica) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Composição (fração mássica) (%): C 3.12, Si 1.76, Mn 0.78, S 0.097, P 0.075, Ni 1.02, Cr 0.41, Mo 0.58;
c) Composição (fração mássica) (%): C 2.78, Si 1.77, Mn 0.55, S 0.135, P 0.069, Ni 0.36, Cr 0.10, Mo 0.33, Cu 0.46, V 0.04.
A velocidade de arrefecimento durante o recozimento de alívio de tensões das peças fundidas deve ser lenta para evitar o desenvolvimento de tensões secundárias. A taxa de arrefecimento é tipicamente controlada a uma taxa de 20 a 40 ℃ por hora, e a temperatura deve ser arrefecida para menos de 150 a 200 ℃ antes de permitir o arrefecimento do ar.
A tabela seguinte mostra as especificações de recozimento para alívio de tensões para alguns materiais cinzentos peças fundidas de ferro:
Tabela 3 Especificação de recozimento para alívio de tensões para fundição cinzenta peças fundidas de ferro
Tipo de fundição
Massa de fundição / kg
Espessura da parede de fundição / mm
Temperatura de carregamento / ° C
Taxa de aumento da temperatura / (C / h)
Temperatura de aquecimento / C
Tempo de espera / h/
Velocidade de arrefecimento lento (C / h)
Temperatura de descarga / C
Ferro fundido comum
Ferro fundido de baixa liga
Fundição geral
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Fundição de precisão
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Peças vazadas simples ou cilíndricas, peças vazadas de precisão geral
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Estrutura complexa e fundição de alta precisão
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Maquinaria têxtil máquina-ferramenta de fundição pequena máquina-ferramenta de fundição pequena máquina-ferramenta de fundição grande
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Recozimento de grafitização
O objetivo do recozimento de grafitização para peças fundidas de ferro cinzento é reduzir a sua dureza, melhorar a sua maquinabilidade e aumentar a sua plasticidade e tenacidade. Se a peça fundida não contiver cementita eutéctica ou tiver apenas uma pequena quantidade, pode ser efectuado o recozimento de grafitização a baixa temperatura. No entanto, se a quantidade de cementita eutéctica for substancial, é necessário o recozimento de grafitização a alta temperatura.
(1) Recozimento de grafitização a baixa temperatura.
O processo de grafitização e granulação da cementita eutectoide no ferro fundido cinzento ocorrerá quando o material for recozido a baixas temperaturas. Este processo resultará numa redução da dureza e num aumento da plasticidade.
O recozimento de grafitização a baixa temperatura do ferro fundido cinzento envolve o aquecimento da peça fundida a uma temperatura ligeiramente inferior ao limite inferior de AC1mantendo-o a esta temperatura durante um determinado período de tempo para decompor a cementite eutectóide, e arrefecendo-o depois no forno.
A curva do processo é a seguinte:
Fig. 4 Curva do processo de recozimento por grafitização a baixa temperatura do ferro fundido cinzento
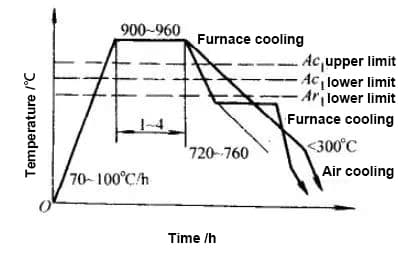
(2) Recozimento de grafitização a alta temperatura.
O processo de recozimento de grafitização a alta temperatura do ferro fundido cinzento envolve o aquecimento do material a uma temperatura acima do limite superior de AC1. Este processo decompõe a cementita livre no ferro fundido em austenite e grafite. O material é então mantido a esta temperatura durante um determinado período de tempo e arrefecido de uma forma específica, dependendo da estrutura da matriz desejada.
Se for desejada uma matriz de ferrite com elevada plasticidade e tenacidade, a especificação do processo e o método de arrefecimento são os seguintes:
Fig. 5 Processo de recozimento de grafitização a alta temperatura da matriz de ferrite
Se se pretender obter uma estrutura de matriz de perlite com elevada resistência e boa resistência ao desgaste, a especificação do processo e o método de arrefecimento podem ser efectuados de acordo com a Figura 6, como se segue:
Fig. 6 Processo de recozimento de grafitização a alta temperatura da matriz de perlite
2. Normalização
O objetivo da normalização do ferro fundido cinzento é melhorar a sua força, dureza e resistência ao desgaste, ou servir como um tratamento térmico preliminar para a têmpera superficial e para melhorar a estrutura da matriz.
A especificação para o processo de normalização de ferro fundido cinzento é mostrado na figura abaixo:
Normalmente, a peça fundida é aquecida até ao limite superior de AC1que se situa entre 30°C e 50°C. Isto faz com que a estrutura original se transforme em austenite.
Após um período de espera, a peça fundida é arrefecida pelo ar (ver figura a abaixo).
Para peças fundidas complexas ou com formas importantes, o recozimento é necessário após a normalização para eliminar qualquer tensão interna.
Se a estrutura original do ferro fundido tiver cementite livre em excesso, deve ser aquecida até ao limite superior de AC1que se situa entre 50°C e 100°C, para eliminar a cementita livre através da grafitização a alta temperatura (ver Figura b).
A figura abaixo ilustra o impacto da temperatura de aquecimento na dureza do ferro fundido após a normalização.
Dentro da gama de temperaturas de normalização, a dureza do ferro fundido aumenta com o aumento da temperatura.
Como tal, para obter uma elevada dureza e resistência ao desgaste no ferro fundido normalizado, pode ser selecionada uma temperatura de aquecimento mais elevada dentro da gama de temperaturas de normalização.
Fig. 8 Efeito da temperatura de normalização na dureza do ferro fundido cinzento
Nota: O conteúdo dos elementos na figura é expresso em fração mássica (%).
A taxa de arrefecimento após a normalização afecta a quantidade de ferrite precipitada e, por conseguinte, a dureza.
Quanto maior for a taxa de arrefecimento, menor será a quantidade de ferrite precipitada, resultando numa maior dureza.
Assim, a velocidade de arrefecimento pode ser controlada (por exemplo, através de arrefecimento por ar, água ou névoa de arrefecimento) para alcançar o ajuste desejado da dureza do ferro fundido.
3. Têmpera e revenido
1. Resfriamento
O processo de têmpera para ferro fundido envolve o aquecimento da fundição a uma temperatura do limite superior AC1 mais 30-50 ℃, normalmente entre 850 ℃ -900 ℃, para transformar sua estrutura em austenita. A fundição é então mantida a esta temperatura para aumentar a solubilidade do carbono na austenita antes da têmpera. Têmpera em óleo é normalmente utilizado para este processo.
Peças fundidas com formas complexas ou tamanhos grandes devem ser aquecidos lentamente para evitar rachaduras devido ao aquecimento desigual. Se necessário, pré-aquecê-los a 500-650 ℃ também pode ajudar a evitar rachaduras.
A Tabela 8.1 mostra o efeito da temperatura de aquecimento de têmpera na dureza do ferro fundido. A composição química do ferro fundido indicada no quadro anterior pode ser consultada no Quadro 8.2.
O aumento da temperatura de austenitização resulta numa maior dureza após a têmpera. No entanto, temperaturas de austenitização mais elevadas também aumentam o risco de deformação e fissuração do ferro fundido, bem como produzem mais austenite retidao que reduz a dureza.
A figura 9 ilustra o efeito do tempo de espera na dureza.
Tabela 8.1 Efeito da temperatura de austenitização na dureza do ferro fundido cinzento após o fogo (coceira de óleo)
Ferro fundido cinzento
Como elenco
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Tabela 8.2 Composição química (fração mássica) (%) de vários ferros fundidos
Fig. 9 Efeito da estrutura original da matriz metálica do ferro fundido na dureza após têmpera a 840 ° C para diferentes tempos de espera
A composição química (fração mássica) deste ferro fundido cinzento é a seguinte 3.34% C, 2.22% Si, 0.7% Mn, 0.11% P, e 0.1% S.
A temperabilidade do ferro fundido cinzento é influenciada por factores como o tamanho, a forma e a distribuição da grafite, a composição química e o tamanho do grão de austenite.
A grafite no ferro fundido diminui a sua condutividade térmica, reduzindo assim a sua temperabilidade. Quanto maior for a quantidade de grafite grosseira presente, mais pronunciado se torna este efeito.
2. Têmpera
O impacto da temperatura de revenimento nas propriedades mecânicas do ferro fundido pode ser observado na Figura 10 abaixo.
Para evitar a grafitização, a temperatura de revenimento deve geralmente ser mantida abaixo de 550 ℃, e o tempo de espera para o revenimento deve ser calculado como t = [espessura da fundição (mm) / 25] + 1 (h).
Fig. 10 Efeito da temperatura de têmpera sobre dureza e resistência de ferro fundido temperado
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...