Prevenção de fissuras por tratamento térmico em peças de eixo: Análise da causa e prevenção
As fissuras durante o tratamento térmico de peças de eixo podem levar a falhas catastróficas em máquinas. Este artigo analisa as causas destas fissuras, centrando-se em factores como as propriedades dos materiais, a tensão durante a têmpera e o revenido e as falhas no processo de fabrico. Ao compreender estas questões, os engenheiros podem implementar estratégias para evitar tais defeitos, garantindo a durabilidade e a fiabilidade de componentes críticos. Espere aprender sobre técnicas de análise específicas e medidas preventivas que podem melhorar significativamente a qualidade das peças de eixo.
O 42CrMo é uma liga de aço de alta resistência conhecida pelas suas excelentes propriedades mecânicas, tais como elevada resistência e tenacidade, boa temperabilidade e ausência de fragilidade de têmpera.
Após a têmpera e o revenido, apresenta um elevado limite de fadiga, resistência ao impacto e uma boa tenacidade ao impacto a baixa temperatura, o que o torna ideal para o fabrico de componentes de aço de grandes e médias dimensões que exijam tanto resistência como tenacidade.
A nossa empresa escolheu o aço 42CrMo para fabricar um pivô de grandes dimensões, e o processo de fabrico envolve os seguintes passos: forjamento em branco, normalização, maquinagem em bruto, têmpera e revenido, acabamento, excírculo de endurecimento por indução e excírculo de moagem.
A estrutura do pivô é ilustrada na Figura 1.
Fig. 1 Estrutura do pivô
2. Visão geral das peças defeituosas
Podem ocorrer fissuras no eixo do pivô durante os processos de têmpera, revenido e resfriamento.
A fissura surge normalmente na zona do arco de transição entre a raiz do eixo do pivot e a flange.
Todo o eixo pivotante parte-se na direção radial e estende-se até à flange da extremidade grande.
O eixo pivotante pode rachar completamente. Consulte a Fig. 2 para ver a forma e a localização da fissura.
Fig. 2 Morfologia das fissuras após têmpera, revenido e arrefecimento
O têmpera e revenimento O processo para esta peça envolve mantê-la a 840 ℃ durante 3 horas, seguido de uma têmpera por arrefecimento com óleo assim que é retirada do forno. O tempo de arrefecimento é de 30 minutos, e o óleo Houghton K é utilizado como óleo de têmpera.
Foram produzidos vários lotes deste produto sem qualquer fissura.
Para analisar as causas das fissuras, foi recolhida uma amostra de uma peça de trabalho fissurada na flange da extremidade grande e foram analisadas a sua composição química, a estrutura metalográfica e as fissuras. Foram retiradas amostras da fissura da flange (ver Fig. 3) para análise.
Fig. 3 Colheita de amostras na flange
Ver quadro 1 para os resultados da análise da composição química
Quadro 1 Composição química (fração mássica) de 42CrMo Pivô de aço (%)
Elemento
Valor standard
Valor medido
C
0.38~0.45
0.43
Si
0.17~0.37
0.28
Mn
0.5~0.8
0.68
S
≤0.035
0.007
P
≤0.035
0.016
Cr
0.9~1.2
1
Mo
0.15~0.25
0.2
Ni
≤0.30
0.034
Cu
≤0.30
0.046
Al
–
0.026
A estrutura metalográfica é mostrada na Fig. 4.
Fig. 4 Estrutura metalográfica da fenda e da superfície
Os resultados da análise indicam que a composição química do aço 42CrMo cumpre os requisitos técnicos. A dureza superficial medida é 296HBW, que se enquadra no intervalo exigido de 277-331HBW. A estrutura metalográfica é sorbite temperada, e a estrutura central é sorbite+ferrite temperada.
A fenda da peça de trabalho é em forma de arco, e não há descarbonização em ambos os lados da fenda, indicando que não havia fenda antes da têmpera e do revenido, e não foram observadas outras anomalias.
Os analistas físico-químicos atribuem a fissura a uma tensão excessiva durante a têmpera, o revenido e a cozedura, com base na amostra.
No entanto, devido ao tamanho da peça e ao desafio da amostragem, o autor sugere que a posição de corte da amostra pode ser a área de crescimento da fenda e não o local de iniciação da fenda, sendo necessária uma análise mais aprofundada.
Uma vez que a origem da fenda não pode ser identificada através da superfície da fratura, propõe-se cortar a peça de trabalho para localizar a origem da fenda. Chama ou corte por plasma pode ter impacto na localização da fratura, pelo que se recomenda o corte com fio para cortar a localização da fenda na zona de transição do eixo da peça defeituosa.
Quando o corte atinge 1/3 do diâmetro, o eixo pivô parte-se em duas secções, permitindo uma análise mais aprofundada da causa da fissura.
3. Análise das causas das fissuras
A morfologia da fratura após o corte do fio é mostrada na Fig. 5.
Fig. 5 Posição da fratura da fenda após o corte com fio
O centro da fratura parece castanho, enquanto a parte exterior apresenta uma coloração metálica normal. A coloração castanha no centro é anormal e é provavelmente causada por oxidação.
A análise indica que provavelmente existiam fissuras no centro da peça antes dos processos de têmpera, revenido e subsequente forjamento, normalização e têmpera. As fissuras teriam sofrido oxidação durante estes processos, o que levou à descoloração castanha.
Para confirmar esta hipótese, foi retirada uma amostra da área castanha e analisada. A amostra foi cortada a partir do centro numa direção axial. Após o corte e o processamento, descobriu-se que numerosas fissuras estavam distribuídas radialmente, como se mostra na Figura 6.
Fig. 6 Localização da fratura da fenda
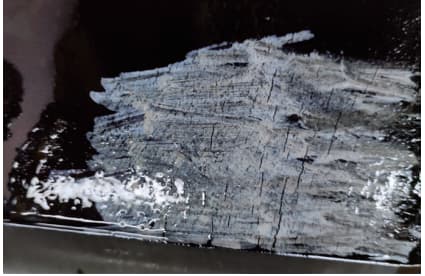
A análise da amostra mostra que a amostra tem uma estrutura de bandas óbvia (Grau 4), como mostra a Fig. 7.
Fig. 7 Estrutura metalográfica do centro da fenda
As fissuras, que são múltiplas e sensivelmente paralelas, distribuem-se ao longo da direção da estrutura em banda e perpendicularmente à direção de forjamento.
O autor acredita que existiam fissuras antes do processo de têmpera e revenimento do eixo do pivô, e que estas fissuras estavam localizadas no centro, sem fissuras visíveis na superfície.
Durante o processo de têmpera e revenimento, as fissuras expandiram-se devido à influência do stress organizacional e térmico, com a estrutura em banda a desempenhar também um papel importante.
Consequentemente, é necessário efetuar uma análise mais aprofundada para determinar se houve problemas como uma temperatura de forjamento insuficiente e um rácio de forjamento não razoável durante o processo de forjamento.
Para evitar que quaisquer peças defeituosas entrem no mercado, os produtos em processo foram cuidadosamente investigados.
Todos os produtos em processo foram submetidos a ensaios NDT utilizando um detetor de defeitos por ultra-sons.
Após o inquérito, foram detectados dois produtos anómalos e os seus números de série de produção foram verificados.
Verificou-se que os números de série de produção dos dois produtos anómalos faziam parte do mesmo lote de produtos forjados que continham as peças fissuradas.
Para validar a análise e o julgamento iniciais, foi efectuado um corte com fio nas partes anormais encontradas ao longo da direção axial.
A superfície de corte revelou claramente a presença de várias fissuras de pormenor, perpendiculares à direção de forjamento, como ilustrado na Fig. 8.
Fig. 8 Superfície de corte de peças defeituosas
Através de uma verificação mais aprofundada, concluiu-se que a fenda foi gerada durante o forjamento.
4. Conclusão
1)A fratura do eixo do pivô pode ser diretamente atribuída à fenda de forjamento formada durante o processo de forjamento da peça. Esta fenda expandiu-se durante a têmpera e o revenido, e a presença de uma estrutura em banda também contribuiu para o seu crescimento.
2)Ao efetuar a análise de falhas, é importante localizar cuidadosamente a origem da fissura. Diferentes locais de amostragem podem afetar significativamente os resultados da análise. Portanto, é essencial analisar e identificar a causa da fonte para evitar desvios.
3)Reforçar a inspeção de entrada de matérias-primas é crucial para evitar que peças defeituosas entrem no processo de produção.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como pode evitar que os seus moldes rachem durante o tratamento térmico? Este artigo mergulha no intrincado processo de tratamento térmico de moldes, delineando defeitos comuns como fissuras de têmpera e...
Já alguma vez se perguntou quem são os principais intervenientes na indústria dos permutadores de calor? Nesta publicação do blogue, vamos mergulhar no mundo do fabrico de permutadores de calor e explorar os...
Porque é que o pré-aquecimento é crucial na soldadura e como é que afecta a integridade das estruturas soldadas? Este artigo fornece uma tabela abrangente de temperaturas de pré-aquecimento para vários materiais de soldadura comuns, destacando...
Já alguma vez se perguntou por que razão aparecem fissuras em peças metálicas durante o fabrico? Nesta publicação perspicaz do blogue, vamos mergulhar no mundo intrigante das fissuras de forjamento, fissuras de tratamento térmico e...
Já alguma vez se perguntou porque é que os fusos de esferas, cruciais nas máquinas-ferramentas, falham frequentemente? Este artigo aborda a importância de uma manutenção correcta para evitar tais falhas. Ele explica como o desgaste...
Porque é que os rolamentos do motor aquecem tanto e o que pode ser feito? Este artigo analisa as causas da produção de calor nos rolamentos do motor, desde cargas excessivas e...
Que segredos se escondem no intrincado processo de tratamento térmico do aço rápido? Este artigo aprofunda as técnicas críticas que garantem a dureza, a tenacidade e o desempenho ideais das ferramentas de aço rápido. Descubra...
E se fosse possível aumentar a resistência e a durabilidade dos componentes metálicos apenas com um tratamento de superfície? O tratamento térmico químico consegue este objetivo através da infusão de elementos na superfície do metal,...
O que é que provoca a fissuração dos lingotes de aço durante o forjamento? Esta questão crucial afecta as indústrias que dependem de componentes metálicos robustos. Este artigo analisa os factores subjacentes à fissuração em lingotes de aço 1Cr17Ni2,...