Conceção de uma linha de produção de estampagem de alta velocidade: Uma visão geral
O rápido desenvolvimento da ciência e da tecnologia melhorou consideravelmente a eficiência da produção, o que se reflecte na melhoria contínua da automatização do equipamento na linha de produção de estampagem, que promove a produção de estampagem com elevada eficiência de produção a um novo patamar, podendo melhorar a qualidade do produto e reduzir o custo de produção de uma única peça sob [...]
O rápido desenvolvimento da ciência e da tecnologia melhorou consideravelmente a eficiência da produção, o que se reflecte na melhoria contínua da automatização do equipamento na linha de produção de estampagem, que promove a produção de estampagem com elevada eficiência de produção para um novo patamar, podendo melhorar a qualidade do produto e reduzir o custo de produção de uma única peça sob a condição de produção em massa.
Atualmente, a maior parte das oficinas de estampagem das fábricas de automóveis utilizam a alta velocidade linhas de estampagem automática.
Existem grandes diferenças no grau de automatização destas linhas de produção, pelo que o ritmo é diferente, havendo ainda muito espaço para melhorias.
O ritmo máximo de produção da linha de estampagem que utiliza a tecnologia de servo-acionamento direto oficialmente adoptada por um fabricante de automóveis alemão de topo de gama atingiu 23 vezes/min.
Visão geral do equipamento
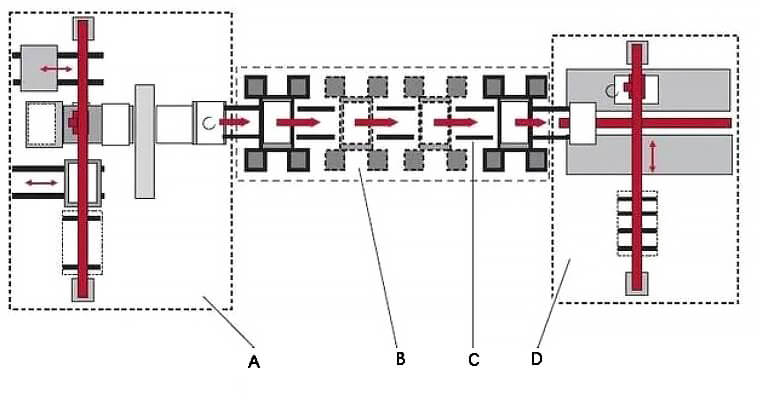
Fig. 1 Esquema da linha de produção de estampagem
A linha de produção de estampagem pode realizar a produção de estampagem de painéis de automóveis e outras grandes peças formadas.
Como se mostra na Fig. 1, a linha de estampagem de toda a fábrica de veículos é composta por um sistema de cabeça de linha (A), uma prensa de grandes dimensões (B), equipamento de manuseamento (C) e um sistema de cauda de linha (D).
Em comparação com a linha de produção manual tradicional com uma eficiência muito baixa, a aplicação de equipamento automático pode reduzir o custo e aumentar a eficiência.
Sistema de cabeça de linha
A unidade de carregamento da cabeça desembala e transporta o chapa metálica para a posição de agarrar o primeiro equipamento de movimentação, que é totalmente composto por:
2 carros de carga de chapas metálicas (com separador magnético regulável), detetor de altura do material (que pode ser colocado no carro de chapas ou na viga da mão de desempilhamento), detetor de fim de material, mão de desempilhamento (manipulador ou robô), dispositivo de alimentação servo (geralmente correia transportadora magnética), dispositivo de deteção de material duplo, scanner, lavador de chapas, lubrificador de chapas, mesa de centragem e respectivos servo controlo sistema.
Vamos agora falar sobre o scanner e as suas tecnologias relacionadas.
A linha de produção de estampagem pode funcionar normal e rapidamente para produzir peças de alta qualidade. O alinhamento rápido e preciso da chapa metálica é essencial.
A utilização de um scanner e da tecnologia de digitalização de imagens na plataforma de centragem ótica pode melhorar a precisão de preensão do equipamento e reduzir a taxa de falhas.
Quando se utiliza equipamento de manuseamento diferente, a aplicação do scanner é diferente.
A Fig. 2 mostra um modo de disposição, em que A é o scanner e B é a plataforma de centragem.
Fig. 2 Mesa de centragem e scanner
Na linha de estampagem em que o braço mecânico é utilizado para agarrar as peças, uma vez que as peças a estampar estão sempre no plano de altura fixa da superfície superior do tapete transportador, a aplicação desta tecnologia é, na verdade, uma análise quantitativa do desvio da posição da peça num plano bidimensional.
Ao instalar verticalmente o scanner na viga, a imagem que passa através da folha pode ser registada e, em seguida, a imagem pode ser transmitida ao controlador do scanner.
Através da comparação entre a posição padrão e a posição real, o sinal correspondente pode ser enviado para o dispositivo de condução da consola central, que controla o servomotor para efetuar a ação correspondente, a fim de garantir a precisão da posição da folha agarrada pelo dispositivo de manuseamento subsequente.
Se o processo exigir a limpeza da superfície da chapa metálica, também pode avaliar diretamente se existe uma mancha de óleo excessiva através da análise da imagem da chapa metálica.
Quando o robô de barra transversal é utilizado como equipamento de manuseamento entre as prensas, os seis eixos fornecidos pelo próprio robô, complementados pelo eixo de alimentação longitudinal da viga e pelo eixo de suporte do pickup final, podem fazer com que o equipamento de manuseamento tenha um grau de liberdade muito elevado, de modo a que a sua atitude de preensão possa ser ajustada de acordo com o desvio da chapa metálica.
O vetor de desvio entre a posição de ensino da placa e a posição real calculada pelo controlador do scanner é transmitido ao sistema de controlo do robô através do bus de campo para realizar a preensão precisa do robô.
Press
Na linha de produção de estampagem, a prensa é o equipamento que tem o maior impacto na qualidade das peças formadas.
Ao definir parâmetros razoáveis para cada peça, podem ser estampados vários painéis de automóveis que satisfazem os requisitos de conceção.
A imprensa pode ser dividida em prensa mecânica e prensa hidráulica de acordo com o princípio de funcionamento. O prensa hidráulica é uma máquina que utiliza Princípio de Pascal e a pressão do líquido para transmitir potência, enquanto a prensa mecânica converte o movimento rotativo do motor no movimento vertical do cursor através da estrutura mecânica (como a biela da manivela).
Hprensa hidráulica
Em comparação com a prensa mecânica, a prensa hidráulica tem as vantagens de uma grande pressão de trabalho, grande gama ajustável de curso de trabalho, pressão máxima de saída em qualquer posição do curso, ajuste de velocidade contínuo e assim por diante, mas tem grandes deficiências na frequência de trabalho.
Na linha de produção de estampagem produzida pela fábrica de veículos, a prensa hidráulica não é aplicável devido aos requisitos de ritmo de produção.
A prensa mecânica pode ser subdividida em prensa servo (também conhecida como prensa CNC) e prensa mecânica geral.
A prensa mecânica tradicional controla a velocidade do motor AC através de conversor de frequênciautiliza o volante do motor para armazenar energia e a embraiagem para controlar a transmissão de potência.
A sua curva de pressão é geralmente sinusoidal, ou seja, a tonelagem nominal é sempre atingida antes do ponto morto inferior, e o curso é fixo e ajustável.
A prensa servo utiliza a tecnologia servo e a tecnologia mecânica tradicional para controlar o movimento do cursor através de um sistema de controlo elétrico complexo.
A prensa servo pode programar arbitrariamente a velocidade e a pressão de uma determinada posição no curso do cursor, e pode também atingir a tonelada nominal da prensa a baixa velocidade.
Alguns fabricantes de prensas no país e no estrangeiro realizaram progressos neste domínio e lançaram produtos comercializados, que são designados por "imprensa de terceira geração".
A prensa servo é, sem dúvida, uma das principais direcções do desenvolvimento da equipamento de moldagem. As suas vantagens são apresentadas no quadro 1.
Quadro 1 vantagens da prensa servo
Alta precisão
A posição do cursor é controlável (servo controlo e controlo do dispositivo de feedback da posição), e a precisão geral da posição pode atingir 0,01 mm.
Flexibilidade e inteligência
Ao utilizar o servomotor em vez do motor de indução comum, podem ser obtidas características de deslizamento arbitrárias e a curva de processo correspondente pode ser optimizada.
Otimização da transmissão
A receção de faxes não utiliza dispositivos de transmissão intermédios, como a embraiagem e o volante, o que reduz a vibração, o ruído (cerca de 159% podem ser reduzidos em 250) e a perda de energia, e é fácil de manter.
Melhorar a vida útil do equipamento e a eficiência do trabalho
A estrutura é simples, a vida útil da matriz pode ser aumentada para três vezes, e a vida útil do equipamento também pode ser melhorada: a caraterística do curso ajustável melhora muito a sua eficiência de trabalho.
Tecnologia de estampagem a quente
O peso leve do automóvel é uma das direcções de desenvolvimento do automóvel.
A leveza do automóvel visa reduzir o peso do veículo, reduzir o consumo de combustível, reduzir a poluição das emissões e melhorar a potência do automóvel, mas garantir que a resistência e o desempenho de segurança do automóvel não sejam reduzidos.
Na moldagem por estampagem, a seleção de aço de resistência ultra-elevada é uma forma importante de tornar o automóvel mais leve.
À temperatura ambiente, o aço de ultra-alta resistência tem baixa plasticidade e difícil conformação.
Devido às limitações da estampagem a frio, é difícil resolver problemas como a fissura de estampagem, a precisão geométrica, o enrugamento e o retorno elástico.
O processo de produção de estampagem a frio é difícil de cumprir os requisitos de precisão de formação.
Assim, surgiu a tecnologia de estampagem a quente.
Esta tecnologia é para aquecer a folha para acima da temperatura de austenitização, em seguida, pressionar e formar, ao mesmo tempo, saciar na imprensa a uma taxa de resfriamento maior que 27 ℃ / s para obter martensitepara que as peças estampadas possam cumprir os requisitos em termos de propriedades mecânicas e precisão dimensional.
As vantagens e desvantagens dos diferentes métodos de aquecimento são as seguintes
(1) O aquecimento por radiação tem as vantagens de uma baixa taxa de utilização do calor, de uma grande ocupação do solo e de um custo elevado.
(2) Aquecimento por condução (efeito de resistência), fraca uniformidade de aquecimento e requisitos elevados para a chapa metálica.
(3) Aquecimento por indução (indução electromagnética), elevada utilização do calor, velocidade rápida e espaço reduzido.
Devido a razões técnicas, atualmente, o equipamento de aquecimento da linha de produção de estampagem adopta basicamente o forno de aquecimento por radiação.
Cerca de 100 empresas nacionais possuem linhas de produção de estampagem a quente, que podem produzir painéis para automóveis TS1500.
No contexto da perspetiva de aplicação mais alargada do aço de resistência ultra-elevada, o equipamento e a tecnologia de estampagem a quente constituem também uma importante direção de desenvolvimento.
Equipamento de manuseamento
Em geral, o equipamento de movimentação tem, pelo menos, quatro veios móveis.
Através da pré-aprendizagem da posição da chapa metálica e da utilização de um captador final especial para cada peça, é realizado o manuseamento da chapa metálica na linha de produção de estampagem, que se divide principalmente em manipulador e robot.
Manipulador
A Fig. 3 mostra um quatro eixos manipulador de prensas.
O software de controlo automático identifica a posição do cursor da prensa superior e confirma que não há interferência na preensão do material pelo manipulador nesta posição.
Em seguida, o sinal de saída controla o manipulador para se deslocar para a posição de preensão pedagógica da peça.
O gerador de vácuo na extremidade do pickup permite agarrar e baixar a folha através de sucção de ar e ação de sopro, de modo a realizar o manuseamento automático de peças entre prensas.
A linha de produção de manipuladores também pode ser dividida em linha de braço simples e linha de braço duplo.
Em comparação com a linha de braço simples, a linha de braço duplo tem maior eficiência e menos erros.
Atualmente, foram colocadas em funcionamento muitas instalações de motores principais e espera-se que venham a ser mais amplamente utilizadas no futuro.
Robot
Quando o robô é utilizado como equipamento de manuseamento de peças de estampagem, em comparação com o manipulador, o robô tem mais graus de liberdade, uma estrutura mais complexa e uma grande diferença de custos.
O robô de barra transversal é um produto típico. O robô combina tecnologia de barra transversal e tecnologia de robô para alcançar 8 eixos móveis e maior eficiência de produção.
Em algumas ocasiões especiais, como a linha de transformação da produção manual ou limitada por outros problemas no local, o robô de disposição tem as suas vantagens únicas.
A prensa de corte da linha de produção de uma fábrica de automóveis utiliza o robot FANUC como equipamento de manuseamento de carga e descarga.
Sistema de cauda
O sistema de cauda de linha (também conhecido como sistema de empilhamento de cauda de linha) transporta a chapa metálica transportada pelo último manipulador para a posição especificada e, em seguida, efectua o enquadramento e o armazenamento.
O sistema tradicional de cauda utiliza principalmente um transportador de correia para transportar as peças (semelhante à correia transportadora da cabeça) e, em seguida, enquadra manualmente e, depois, a estrutura do material é armazenada por empilhador.
Como o ritmo da linha de estampagem automática pode basicamente atingir 10 peças/min, e uma única estação de empilhamento geralmente não pode atender aos requisitos, a maioria das linhas de produção desviará os produtos acabados e, em seguida, carregará a folha na estrutura do material após verificar a qualidade da peça manualmente ou por equipamento.
Atualmente, a estação de cauda é uma das principais estações humanas na linha de produção de estampagem, e a intensidade do trabalho é elevada, o que não é propício à ergonomia, e a transferência frequente da estrutura do material por empilhador também apresenta um certo risco de colisão.
Este post apresenta o equipamento de tração automática maduro - o carrinho AGV, que tem um elevado grau de automatização, pequeno volume e fácil controlo.
O carrinho está equipado com dispositivos de orientação automática electromagnéticos ou ópticos, que podem deslocar-se ao longo do percurso de orientação especificado, e o percurso de deslocação pode ser controlado pelo computador ou pela via electromagnética.
A disposição razoável do carrinho AGV no sistema de cauda de linha pode melhorar a taxa de automatização e reduzir o risco de interferência homem-máquina.
Conclusão
A automatização da linha de produção de estampagem foi muito melhorada, mas com a melhoria da procura do mercado e a aplicação contínua de novas tecnologias, o equipamento de estampagem é constantemente atualizado.
Compreender os vários equipamentos de automatização de estampagem existentes no mercado e o seu princípio de funcionamento pode melhorar efetivamente a capacidade técnica dos engenheiros de equipamento e otimizar continuamente o desempenho dos equipamentos de estampagem em termos de melhoria da qualidade, melhoria da capacidade, segurança, poupança de energia e redução de custos.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...