Forjamento vs. laminagem: As diferenças explicadas
Já alguma vez se interrogou sobre como é feito o aço do seu carro ou os tubos da sua casa? Este artigo mergulha no fascinante mundo da forja e da laminagem, dois...
Porque é que as matrizes de forjamento a quente falham prematuramente, interrompendo a produção e aumentando os custos? Este artigo analisa as principais formas e causas de falha de matrizes, tais como desgaste, fissuras, fadiga térmica e deformação plástica. Oferece também soluções práticas para melhorar a longevidade e o desempenho das ferramentas. Os leitores obterão informações sobre a otimização dos processos de forjamento para reduzir o tempo de inatividade e melhorar os resultados económicos.

A matriz de forjamento é uma ferramenta crucial no processo de forjamento, que é um fator-chave no processo de produção. A matriz é considerada um acessório consumível, e a sua avaria refere-se à perda da sua utilização funcional durante o seu tempo de vida útil especificado. A vida útil da matriz refere-se ao número de peças produzidas a partir do momento em que é colocada em uso até que o desgaste normal leve ao seu consumo.
A falha prematura da matriz pode resultar em interrupções da produção, aumento dos custos, diminuição da competitividade no mercado e redução dos benefícios económicos para a empresa. Para maximizar o desempenho da material da matrizmelhorar a sua qualidade e vida útil, e reduzir os custos de produção, é uma das principais preocupações da indústria de forja.
Este artigo centra-se nas principais causas de falha da matriz de forjamento e apresenta formas eficazes de melhorar a sua vida útil.
As matrizes de forjamento com martelo e as matrizes de forjamento com máquina são matrizes de conformação a quente utilizadas em martelos de forjamento livre, martelos de forjamento com matriz e prensas. Trata-se de matrizes de trabalho a quente típicas que sofrem tensões mecânicas e térmicas durante o processo de trabalho. A tensão mecânica provém principalmente do impacto e da fricção, enquanto a tensão térmica é causada pelo aquecimento e arrefecimento alternados.
Devido às complexas condições de trabalho das matrizes de forjamento, a sua falha também pode ser complexa, incluindo o desgaste e a fissuração da parte da cavidade, a fadiga térmica (fissuração térmica) e a deformação plástica da superfície da cavidade.
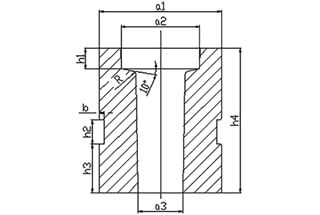
A figura 1 ilustra os vários modos de falha que são susceptíveis de ocorrer em diferentes partes da cavidade da matriz de forjamento.
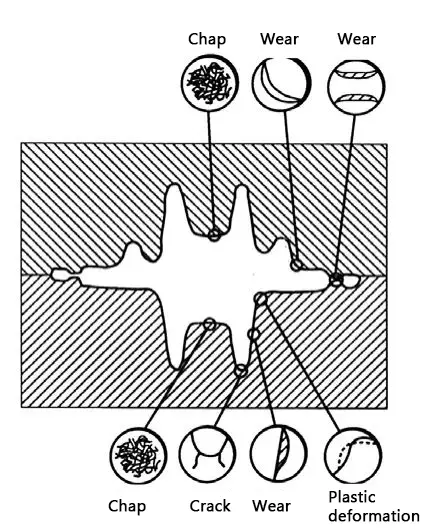
Figura 1 Diferentes posições de falha da matriz de forjamento na cavidade
De acordo com os dados da Fig. 2, entre os principais modos de falha, a probabilidade de desgaste é de cerca de 68%, a fissuração é de cerca de 24%, a deformação plástica (colapso) é de cerca de 3% e a fissuração térmica é de cerca de 2%.
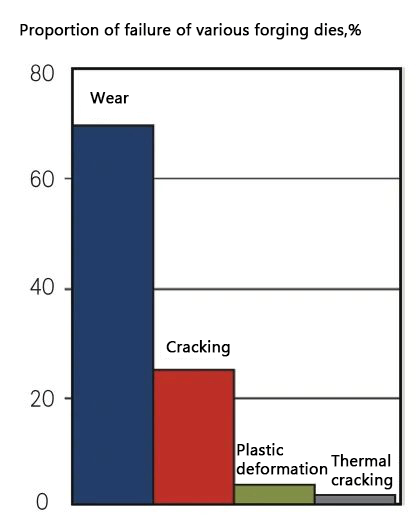
Figura 2 Proporção dos vários modos de falha principais da matriz de forjamento
As características da superfície da matriz de forjamento a quente quando ocorre o desgaste são mostradas na Figura 3.

Figura 3 Morfologia de desgaste da superfície da matriz de forjamento
Sob a ação combinada de tensões mecânicas e térmicas, o blank e a superfície da cavidade sofrem tensões de impacto, enquanto o fluxo a alta velocidade do blank, a sua pele de óxido e a superfície da cavidade criam uma forte fricção. Como resultado, o desgaste tende a ocorrer nos cantos arredondados e na ponte de ranhura da matriz, como ilustrado na Figura 1.
O desgaste é influenciado por factores como o material da matriz, o tipo de peça em bruto e o processo de forjamento. A redução da temperatura de forjamento, que aumenta a resistência do blank à deformação, conduzirá a um aumento dramático do desgaste da matriz. Além disso, a explosão causada pela combustão do lubrificante à base de óleo confinado no espaço entre a matriz e o blank pode resultar em desgaste corrosivo.
O desgaste da matriz de forjamento a quente está normalmente associado aos nove factores seguintes:
Seguem-se as contramedidas para melhorar o desgaste a quente causado pelos factores anteriormente enumerados:
As características morfológicas da fissuração da matriz de forjamento são apresentadas na Figura 4.

Figura 4 Características morfológicas da fissuração da matriz de forjamento
De acordo com a sua natureza, a fissuração em matrizes de forjamento pode ser dividida em duas categorias: fissuração frágil precoce e fissuração por fadiga mecânica.
A fissuração precoce ocorre tipicamente quando o molde é utilizado pela primeira vez e pode resultar de apenas alguns golpes de martelo. A fissura começa na origem e expande-se para o exterior num padrão de espinha de peixe.
A fissuração por fadiga mecânica ocorre após a matriz ter sido submetida a vários cursos de forjamento. Tem as características das fracturas por fadiga em geral, mas a zona de extensão da fenda é geralmente mais pequena a nível macroscópico.
As causas da fissuração de matrizes podem ser resumidas em sete categorias principais:
Todos estes factores podem levar à iniciação de fissuras e resultar tanto em fissuras frágeis precoces como em fissuras por fadiga mecânica.
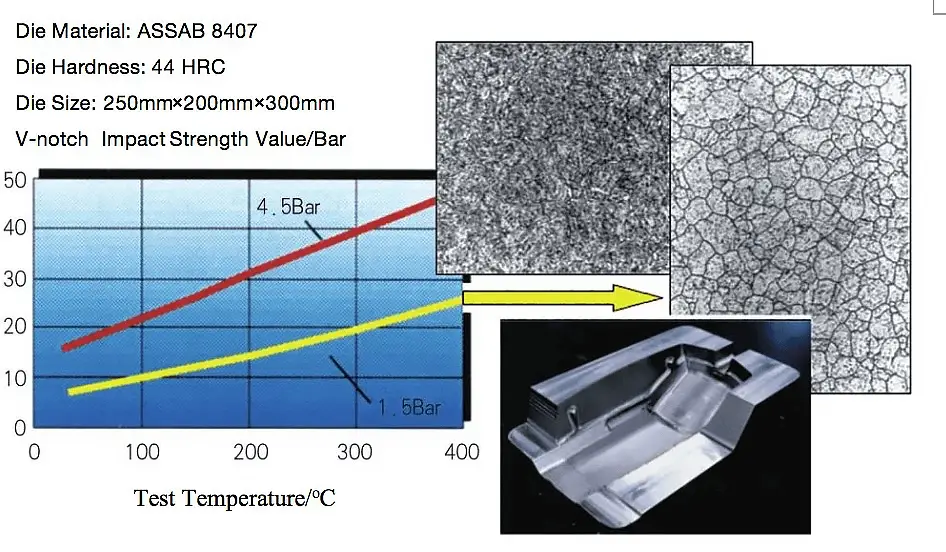
Figura 5 A influência de diferentes processos de tratamento térmico na estrutura e nas propriedades do molde (o aço para moldes a qualidade é ASSAB 8407, aço de alta qualidade H13)
A Figura 5 ilustra o efeito de várias taxas de arrefecimento na tenacidade ao impacto e na microestrutura do aço para trabalho a quente durante a têmpera em vácuo. Quando a taxa de arrefecimento é insuficiente, a martensite diminui, e um grande número de carbonetos precipita nos limites dos grãos, reduzindo a resistência ao impacto do material e aumentando o risco de fissuração na matriz.
Para evitar a fissuração do molde, é importante evitar o aparecimento da camada branca resultante da maquinagem por descarga eléctrica (EDM), como se mostra na Figura 6. A camada branca de EDM tem pouca ductilidade, o que pode levar à fissuração. Além disso, uma camada de nitretos demasiado espessa e os nitretos em forma de veios produzidos durante a nitretação podem também reduzir significativamente a tenacidade da matriz. As figuras 7 e 8 mostram o impacto da profundidade da camada de nitretos na tenacidade e nas características microestruturais dos nitretos em forma de veios, respetivamente.
Em suma, são apresentadas a seguir as contramedidas para melhorar o problema da fissuração de matrizes:
(1) Evitar a sobrecarga da matriz, assegurando que a temperatura da peça em bruto está dentro de um intervalo razoável para reduzir a resistência à deformação.
(2) Pré-aquecer corretamente o molde (150 a 200°C) para melhorar a tenacidade e reduzir o stress térmico.

Figura 6 Morfologia da camada branca de EDM

Figura 7 Profundidade da camada de nitruração no impacto da resistência ao impacto do aço da matriz

Fig. 8 Características microestruturais dos nitretos em forma de veia da camada de nitretação
(3) Aplicar um sistema razoável conceção da matriz para maximizar o raio dos cantos arredondados, organizar a porosidade e o brilho de uma forma razoável e utilizar estruturas de inserção.
(4) Utilizar medidas de arrefecimento adequadas e eficazes para evitar tensões térmicas excessivas na superfície.
(5) Escolher material de molde de alta qualidade e elevada resistência.
(6) Tratamento térmico adequado da matriz com têmpera e revenimento e efetuar um tratamento de superfície adequado, evitando a sobre-nitrificação.
(7) Evitar a camada branca residual da electroerosão e as superfícies rugosas da ferramenta (como marcas profundas da ferramenta).
As características morfológicas das fissuras de fadiga térmica da superfície da cavidade da matriz (fissuração) são apresentadas na Figura 9.

Figura 9 Térmica fissura de fadiga características morfológicas da superfície da cavidade da matriz
A chamada "fadiga térmica" refere-se às fissuras de fadiga e às falhas produzidas pelo molde sob a ação repetida de tensões térmicas cíclicas, como se mostra na Figura 10.
Existem 7 causas principais de fadiga térmica (fissuração), apresentadas a seguir:
1) Sobrearrefecimento na superfície da cavidade do molde.
2) Arrefecimento incorreto.

Figura 10 Distribuição da temperatura de trabalho e da tensão térmica na superfície da cavidade.
(3) Seleção incorrecta do tipo de líquido de arrefecimento/lubrificante.
(4) A temperatura da superfície da cavidade do molde é demasiado elevada.
(5) Pré-aquecimento inadequado do molde.
(6) Seleção inadequada do material do molde.
(7) Defeitos de tratamento térmico e defeitos de tratamento de superfície.
As contra-medidas correspondentes para melhorar a fadiga térmica (fissuração) são as seguintes
(1) Evitar a têmpera e o amolecimento da superfície causados pela temperatura excessiva da superfície da cavidade, o que pode reduzir a resistência à fadiga térmica da matriz.
(2) Utilizar medidas de arrefecimento adequadas e eficazes para evitar tensões térmicas excessivas na superfície, bem como a sua têmpera e amolecimento.
(3) Escolher um molde adequado temperatura de pré-aquecimentoA temperatura do produto deve estar compreendida entre 150 e 200°C, evitando temperaturas demasiado altas ou demasiado baixas.
(4) Selecionar material de matriz com elevada qualidade e excelente resistência.
(5) Implementar um processo de tratamento térmico correto, como a utilização de uma temperatura de austenitização adequada, uma taxa de arrefecimento de têmpera elevada e uma têmpera completa, para evitar uma camada de nitreto excessivamente espessa e nitreto de veias durante a nitretação.
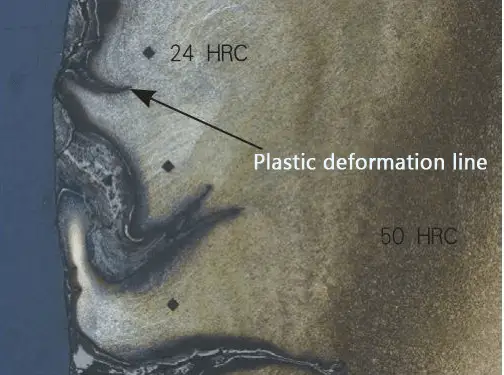
Figura 11 Características topográficas da deformação plástica na matriz de forjamento a quente
Quando a matriz de forjamento é submetida a uma tensão de trabalho que excede a limite de elasticidade do material da matriz, ocorre a deformação plástica. A Figura 11 mostra as características morfológicas típicas da deformação plástica causada pela têmpera severa e pelo amolecimento da superfície devido à temperatura excessivamente elevada da superfície da cavidade na matriz.
A deformação plástica ocorre frequentemente em partes da cavidade da matriz que estão sujeitas a tensão e calor, como as nervuras e a curvatura. A elevada temperatura da peça em bruto e o aumento da temperatura devido ao atrito durante o processo de deformação da cavidade (que é superior à temperatura de têmpera da matriz) reduzem a tensão de cedência do material da matriz e formam uma camada amolecida na superfície. Na parte mais profunda desta camada, pode ocorrer deformação plástica, tal como o colapso de arestas e cantos ou depressões na cavidade profunda.
As principais causas da deformação plástica da matriz de forjamento são as seguintes
As contramedidas correspondentes para melhorar a deformação plástica são as seguintes
Os principais modos de falha das matrizes de forjamento incluem o desgaste e a fissuração da cavidade, a fadiga térmica (fissuração térmica) e a deformação plástica da superfície da cavidade.
Este artigo analisa as principais formas de falha da matriz de forjamento e identifica as suas causas, oferecendo soluções para prevenir a falha e fornecer referência para os fabricantes de forjamento.

Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.