Guia para o ajuste das lâminas de cisalhamento do pêndulo hidráulico
Como é que o ajuste das lâminas de uma tesoura hidráulica pendular pode melhorar significativamente a sua qualidade de corte? Este guia explora os meandros da instalação e ajuste das lâminas para garantir um desempenho ótimo. Ao compreender factores-chave como a altura da lâmina e a adaptação da hélice, aprenderá técnicas práticas para obter cortes precisos e de alta qualidade e prolongar a vida útil do seu equipamento. Mergulhe neste artigo para melhorar a eficiência e a precisão da sua máquina de corte.
Nos últimos anos, com o rápido crescimento da indústria transformadora, a utilização de máquinas de corte como equipamento de processamento primário de chapas metálicas tem vindo a generalizar-se.
Uma das opções mais populares entre os utilizadores é a máquina de corte pendular hidráulica, devido à sua estrutura simples, baixa taxa de falhas e excelente qualidade de corte.
Para maximizar a qualidade de corte da máquina de corte pendular hidráulica, os utilizadores são encorajados a ter uma compreensão abrangente da instalação e ajuste da lâmina.
Embora o método de ajuste da lâmina para a máquina de corte com pêndulo hidráulico esteja descrito em vários documentos, a obtenção de resultados satisfatórios na prática pode ser um desafio devido a factores como o comprimento da lâmina, a dureza e o material e espessura da chapa a cortar.
Este artigo, baseado numa análise da posição, tamanho e instalação da lâmina para o pêndulo hidráulico máquina de cortepropõe que a regulação da lâmina não implique apenas a regulação da altura da lâmina, mas também a adaptação da hélice da lâmina.
2. Os requisitos de instalação da lâmina no processo de corte da máquina de corte pendular hidráulica
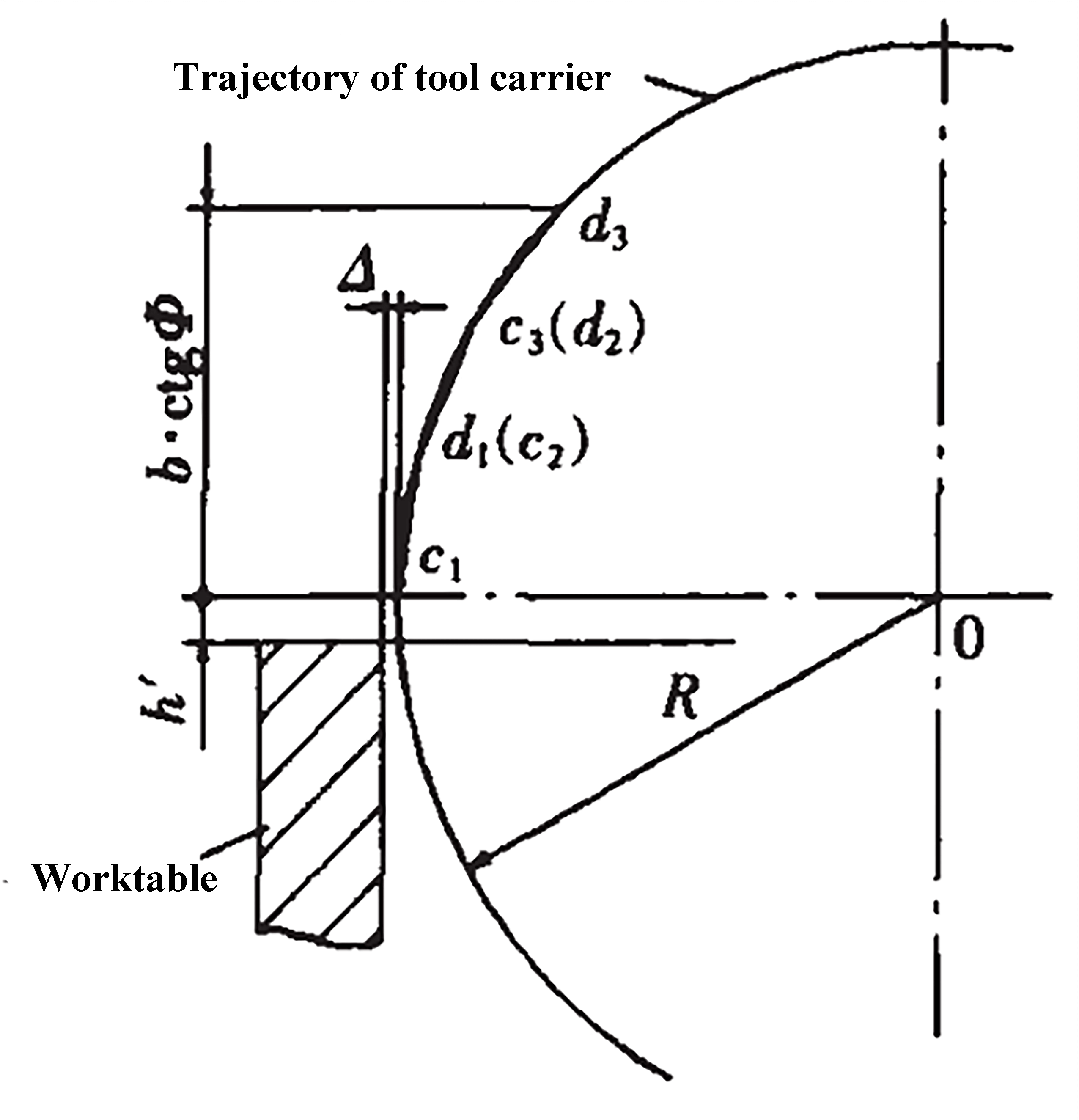
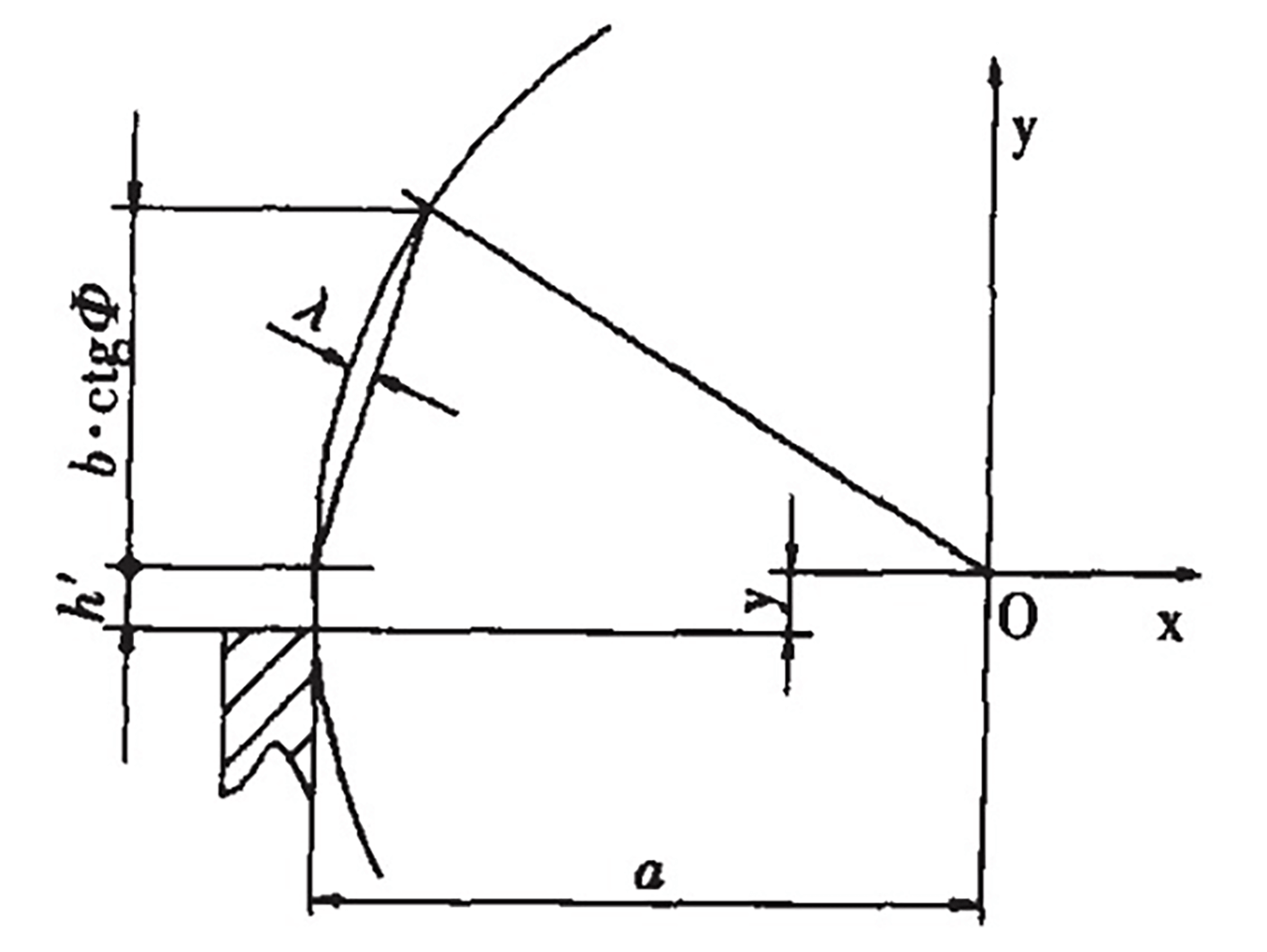
Como ilustrado na Figura 1, o porta-ferramentas oscilante gira em torno do ponto O e corta a chapa metálica sob a influência do cilindro hidráulico.
Fig. 1 O princípio do corte
Para permitir o corte contínuo da direita para a esquerda, a lâmina instalada no descanso da ferramenta forma um ângulo X (ou seja, ângulo de corte) com a mesa de trabalho. Os principais requisitos são os seguintes:
Requisitos para o ângulo frontal e traseiro:
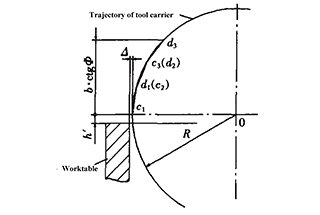
Para garantir a qualidade do corte, o plano vertical entre a lâmina e a mesa de trabalho deve manter sempre um ângulo γ. No entanto, como não é possível manter a lâmina na mesma superfície cilíndrica rotativa do porta-ferramentas, os ângulos frontal e posterior da lâmina podem mudar durante todo o processo de corte.
No início do corte, o ângulo frontal é grande e o ângulo posterior é pequeno devido ao pequeno raio de viragem (OA') do porta-ferramentas. Em contrapartida, no final do corte, o ângulo frontal é pequeno e o ângulo posterior é grande devido ao aumento do raio de viragem da torre (OB').
Evitar a fricção:
Para evitar uma fricção significativa entre a frente da lâmina e a placa que está a ser cortada, a face frontal da lâmina deve estar sempre dentro do arco do seu percurso de movimento durante todo o processo de corte (do ponto c ao ponto d).
Exigência de autorização:
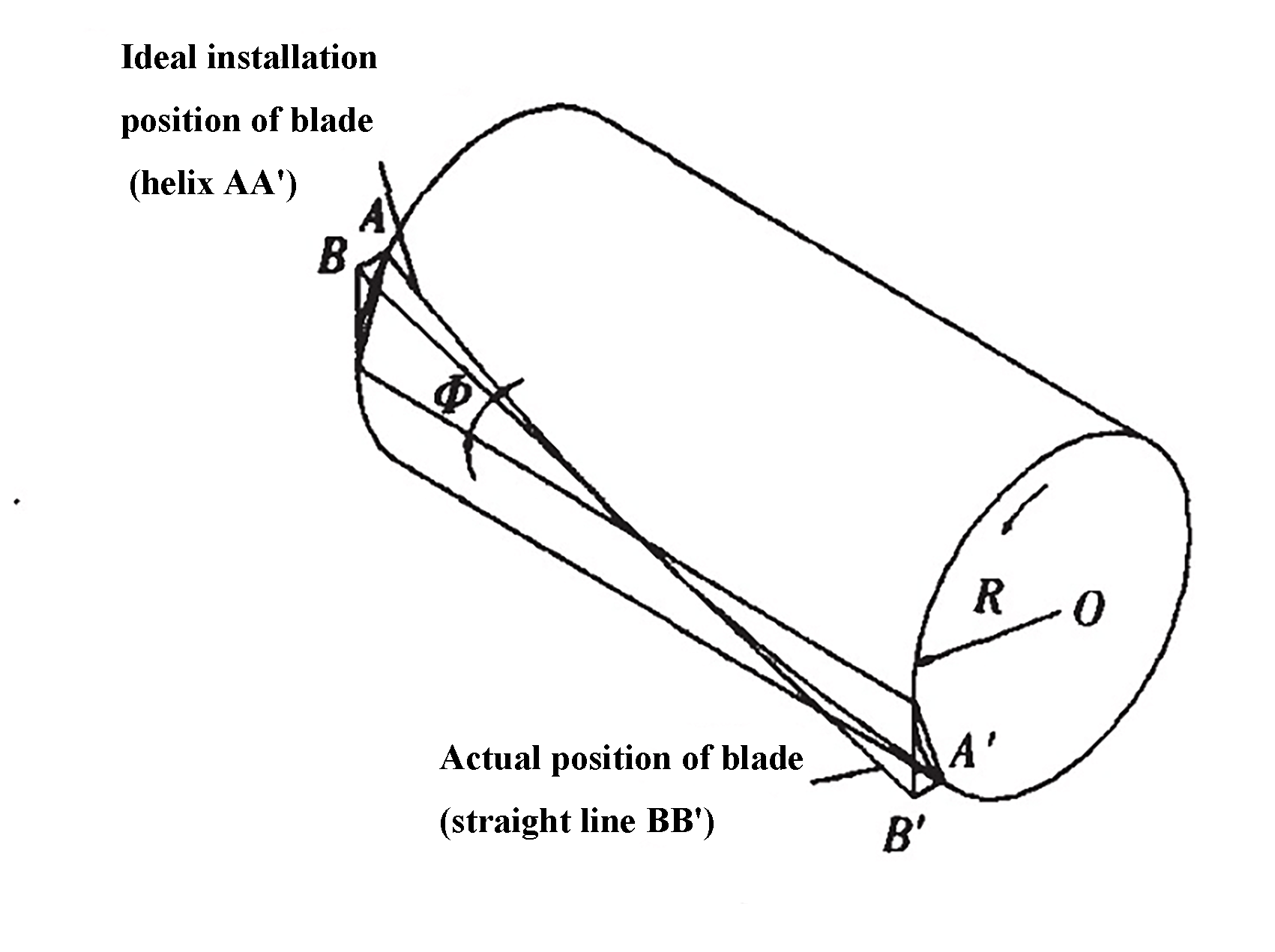
Para obter uma melhor qualidade da secção cortada, é crucial manter uma folga constante △ entre a lâmina e a placa a ser cortada, tanto quanto possível (consulte a Figura 2).
Fig. 2 Folga de corte
A folga da lâmina deve permanecer consistente ao longo de todo o comprimento da lâmina. Um ajuste incorreto pode aumentar o desgaste e danificar a lâmina, e pode mesmo fazer com que a lâmina colida com a mesa ou fazer com que a chapa de metal tombe.
Para cumprir os requisitos acima referidos, é essencial ajustar a frente da lâmina o mais próximo possível de uma superfície espiralada espacial, para garantir que os ângulos frontal e traseiro permanecem constantes durante o processo de corte.
3. Método de ajustamento gerals de hidráulica lâmina da máquina de corte pendular
Uma vez que é impraticável ajustar a face frontal da lâmina a uma superfície espiralada espacial, o requisito de uma superfície curva espacial é tipicamente satisfeito ajustando a espessura da junta de ajuste entre a lâmina e o porta-ferramentas, como se mostra na Figura 3.
Fig. 3 A regulação da lâmina
Apesar da sua simplicidade, o método de ajuste da espessura da junta ainda tem algumas limitações. Para satisfazer os requisitos ideais de instalação da lâmina em curvas paralelas espaciais, a lâmina deve satisfazer os seguintes critérios:
x=R cosθ y=R sinθ (1) z=Rθ-ctg
Onde:
θ - ângulo de rotação do porta-ferramentas em torno do eixo
Ф - ângulo de corte
A lâmina deve ser uma hélice espacial, com a sua superfície frontal sendo uma hélice cilíndrica. No entanto, a utilização do método de ajuste simples da junta pode resultar nos dois problemas seguintes:
Questão de lacuna:
Um método simples para ajustar a espessura da junta é alinhá-la ao longo do comprimento da lâmina com uma linha reta, resultando numa lâmina que é uma linha reta, como ilustrado na Figura 4.
Fig. 4 A lâmina da lâmina é uma linha reta.
Isto resulta num espaço real entre a lâmina e a placa a ser cortada de △+. Como λ varia com o ângulo de oscilação θ do porta-ferramentas, o espaço entre a lâmina e a placa a ser cortada torna-se variável. O intervalo de variação para λ é o seguinte:
λ=R(1- cosβ) (2)
Onde:
β - ângulo de oscilação do porta-ferramentas do início ao fim do corte
β = arcsin( btgФ /R)
Por exemplo, se calcularmos utilizando QC12Y-6×200 (com R=469mm, Ф =1,5° e b=1600mm), a gama de variação é de aproximadamente 1,8mm. Se for utilizada uma lâmina de 1100mm para ajustar a espessura da junta, a gama de variação é de 0,88mm, o que excede a folga recomendada de 0,5mm ao cortar uma junta de 6mm chapa de aço.
É evidente que, embora o método de ajuste da espessura da junta seja simples, não pode assegurar uma folga constante entre a lâmina e a chapa metálica ao longo do processo de corte, o que afecta negativamente a qualidade do corte.
Problema de ângulo frontal:
O método de ajuste da espessura da junta ignora o requisito de que a frente da lâmina seja uma superfície em espiral e, em vez disso, substitui-a por um plano perpendicular à bancada, o que não pode garantir o ângulo frontal desejado (normalmente entre 1,5° e 2° para garantir a qualidade do corte e a resistência da lâmina) durante o corte.
Para uma lâmina com largura W, a distância entre as arestas superior e inferior e a superfície helicoidal ideal pode ser calculada da seguinte forma:
X'=R{1- cos[arcsin(y /R)} (3)
Ao substituir os parâmetros relevantes do QC12Y-6×200 na equação (3), obtém-se um valor de X' = 6,87 mm e o ângulo frontal máximo é -arctan (x'/y') = 4,91°. Um valor negativo indica um ângulo frontal negativo.
É evidente que uma gama tão grande de variação do ângulo frontal não pode garantir a qualidade de cisalhamento desejada.
4. Soluções
(1) Questão de apuramento
A razão para a excessiva folga de corte na análise e cálculo anteriores é que apenas duas linhas rectas foram utilizadas para aproximar o segmento de linha espiral da lâmina durante todo o processo de corte. Ao utilizar a aproximação de segmentos de várias linhas, a folga máxima pode ser reduzida.
A lâmina do QC12Y-6×200 é de 1100mm, e o espaçamento entre os furos de localização é de 200mm. Se forem usadas juntas em cada furo de posicionamento para ajuste, a variação da folga de cisalhamento, λ, pode ser calculada como 0,03mm usando a fórmula (2) e atenderia aos requisitos. A espessura da junta de ajuste pode ser determinada calculando a altura de cada segmento de reta que se aproxima do arco curvo.
Para cumprir o requisito do ângulo frontal (γ = 1,5° a 2,0°), é necessário aumentar a distância, y, entre o eixo de rotação da torre e a mesa de trabalho. Y depende do centro de rotação da torre e da espessura da chapa. Quanto mais curto for o raio de rotação da torre, mais espessa será a chapa e maior será o valor de Y. Estes factores devem ser tidos em consideração durante a conceção do corte.
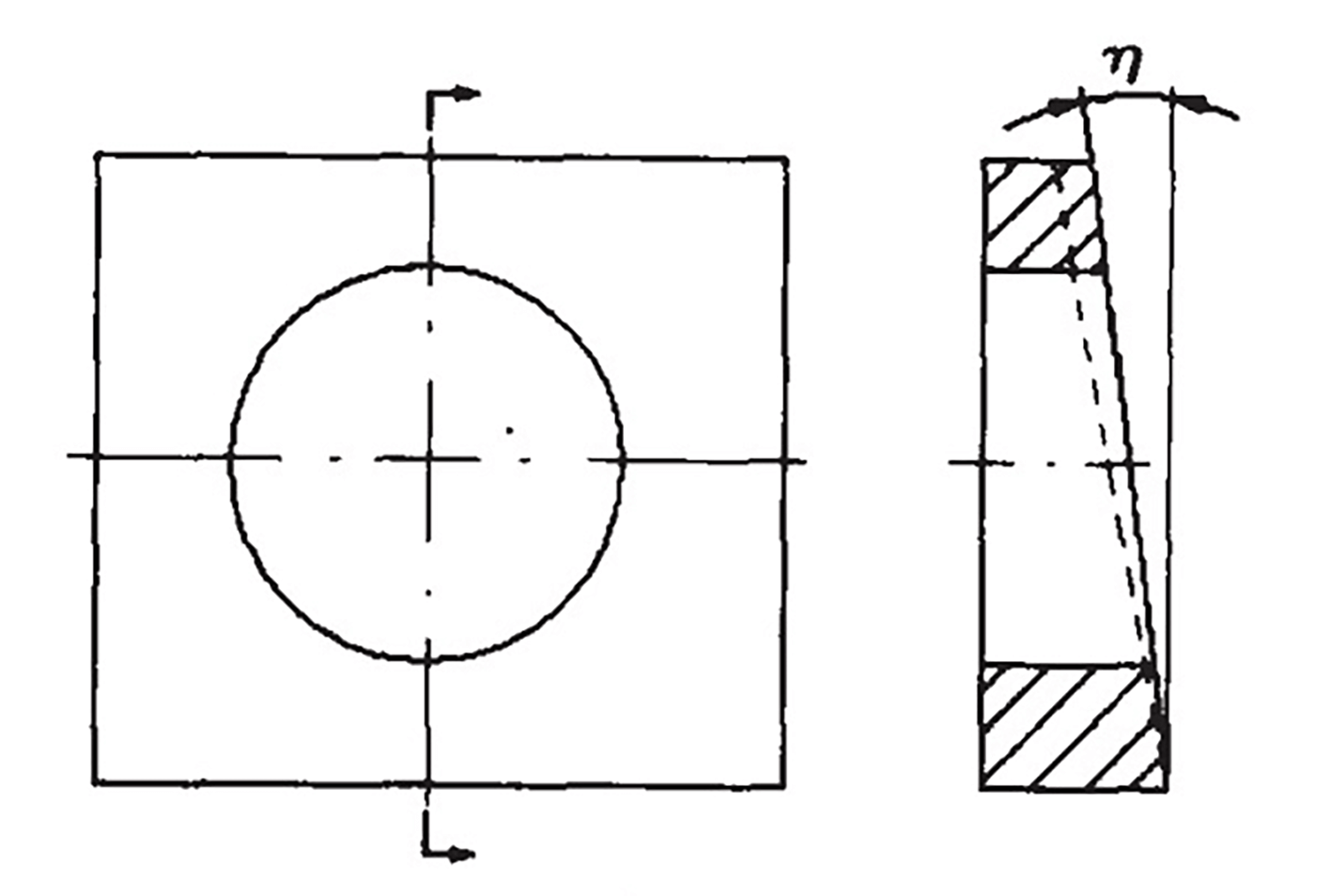
Na prática, é frequentemente utilizado um dispositivo de ajuste da folga para aumentar a folga de corte, mas isto sacrifica a qualidade do corte. A Figura 5 mostra a junta do bisel, e o ângulo do bisel, n, é retificado na direção perpendicular à mesa de trabalho (um ângulo de 1,5° é selecionado no projeto, e o raio de giro do porta-ferramentas pode ser ligeiramente aumentado se for pequeno) para compensar o erro causado pelo uso de um plano perpendicular à mesa de trabalho para aproximar a superfície espiral.
Fig. 5 Junta de bisel
Para melhor cumprir os requisitos da superfície helicoidal, quando o porta-ferramentas é longo, a superfície que entra em contacto com a lâmina também pode ser retificada com um plano inclinado de 1° ao longo da direção do comprimento da lâmina, como indicado pela linha pontilhada na Figura 5. Quanto mais comprida for a torreta, mais pronunciado se torna o efeito.
5. Resultados da prática
Os métodos descritos acima foram aplicados ao ajuste da folga da lâmina das guilhotinas QC12Y-6×3200 e Q12Y-12×2500, como mostra a Tabela 1. Os dados demonstram que, utilizando a junta inclinada e aparando a junta em cada orifício de montagem, a folga da lâmina pode ser reduzida sem que haja subcotação durante o processo de corte efetivo, resultando numa melhor qualidade de corte.
É importante notar que os dados experimentais da Tabela 1 incluem o impacto dos erros de forma das pás na folga mínima de cisalhamento.
Tabela 1 O contraste da folga mínima de corte entre dois métodos de ajuste da lâmina / mm
Modelo
Método de ajustamento geral
Utilizar a junta inclinada e aparar a junta em cada orifício de montagem
QC12Y-6 × 3200
0.62
0.36
Q12Y-12 × 2500
1.0
0.65
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...