Cálculo do desdobramento de chapas metálicas facilitado com o fator K
Já se interrogou sobre como desdobrar chapa metálica com precisão para dobrar? Compreender o fator K é fundamental. Este artigo analisa o processo de cálculo, fornecendo aos engenheiros e técnicos um guia prático para obter dimensões exactas. Saiba como a análise teórica e o software de modelação 3D podem transformar os seus projectos de chapa metálica, melhorando a eficiência e a precisão. Prepare-se para melhorar as suas competências metalúrgicas e otimizar o seu processo de produção com estes conhecimentos essenciais.
Nos últimos anos, o processo de dobragem de chapas metálicas registou um rápido desenvolvimento na indústria do transporte ferroviário, uma vez que é um método de processamento essencial.
A precisão nos aspectos dimensionais do processo de dobragem é crucial para as empresas de processamento de chapas metálicas, uma vez que a dobragem é um processo abrangente de trabalho a frio.
Esta publicação utiliza a análise teórica de peças de chapa metálica dobradas a 90° para deduzir o método de cálculo do fator K e explica o âmbito da sua aplicação. Fornece aos engenheiros e técnicos do sector chapa metálica O sector da indústria com uma base teórica e uma referência prática.
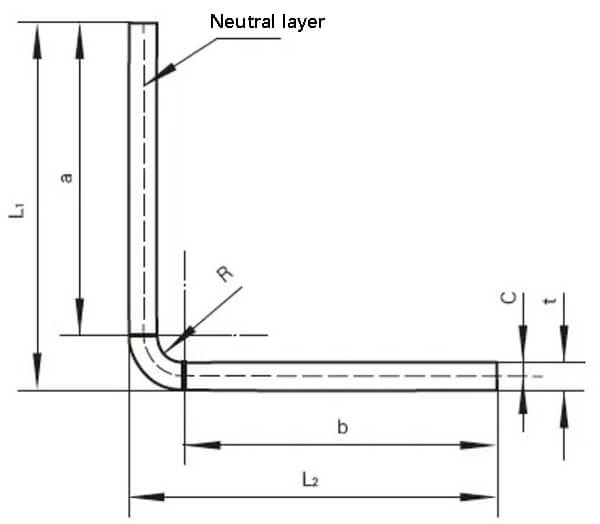
No processo de flexão, a camada exterior da chapa metálica é sujeita a tensões de tração, enquanto a camada interior sofre tensões de compressão.
Entre as camadas exterior e interior encontra-se uma camada de transição conhecida como camada neutra, que não sofre tensões de tração nem de compressão.
O comprimento da camada neutra permanece constante antes e depois da dobragem, o que o torna um fator importante no cálculo da dimensão de desdobramento da chapa metálica.
A figura 1 é uma ilustração esquemática das dimensões envolvidas na dobragem de chapa.
Fig. 1 Diagrama esquemático da dimensão da dobragem de chapas metálicas
Como se mostra na Fig. 1, o tamanho de desdobramento da chapa metálica é definido como L, pelo que existe:
L=a+b+2π(R+C)/t ①
L1=a+R+t ② L2=b+R+t ③
Em que o fator K: 0<K=c/t<1 ④
Derivado das equações ① ~ ④, pode-se obter que:
K=2(L-L1-L2+2R+2t)/πt - R/t ⑤
Os resultados obtidos a partir da equação ⑤ mostram que o valor do fator K depende das dimensões gerais, do diâmetro interior de flexão e da espessura do material das peças de chapa metálica.
Cálculo tradicional de desdobramento manual de chapas
Tradicionalmente, os técnicos de chapa metálica criavam um desenho de desdobramento de chapa metálica em CAD com base no coeficiente de dobragem derivado de anos de experiência em dobragem. Em seguida, desenhavam a forma desdobrada da chapa metálica, exportavam-na em formato DXF e introduziam-na numa máquina de corte a laser para obter a forma desdobrada da peça.
Neste método tradicional de cálculo manual, o coeficiente de flexão pode variar entre diferentes instalações de processamento.
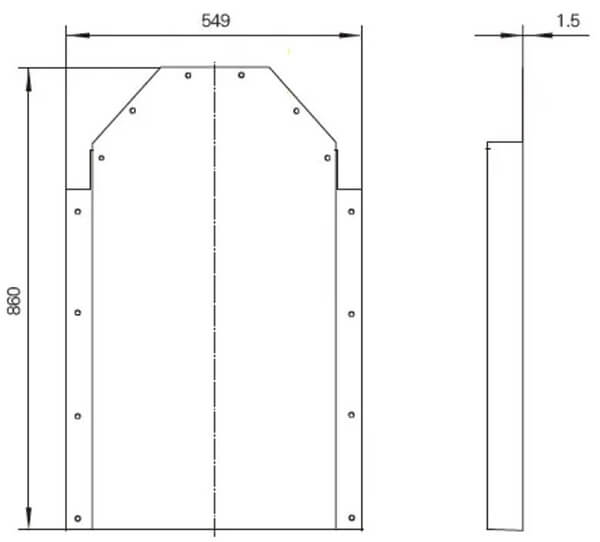
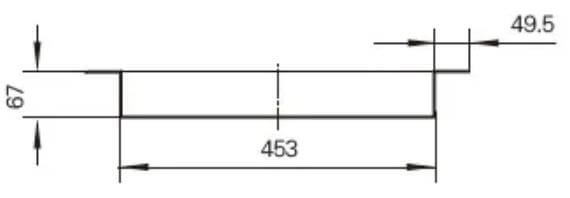
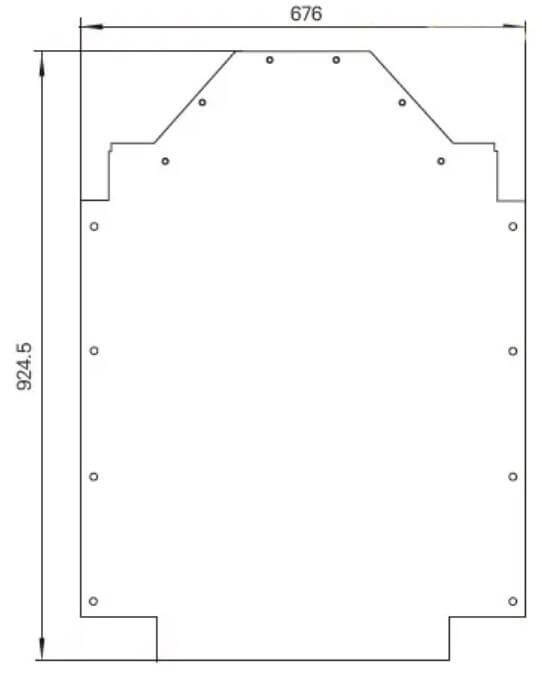
Como exemplo, considere-se a tampa traseira de um armário de distribuição de energia para uma locomotiva eléctrica, feita de 1.5 mm de espessura chapa de aço laminada a frio, como se mostra na Figura 2. Uma unidade de transformação calcularia a sua dimensão de expansão da seguinte forma:
Fig. 2 Esquema dimensional da tampa traseira de um armário elétrico
Largura total = 453 + 67 × 2+49,5 × 2-8 × 1,5 (espessura do material) + 4 × 0,5 (fator de flexão) = 676mm
Comprimento total = 860 + 67-2 × 1,5 (espessura do material) + 0,5 (coeficiente de flexão) = 924,5 mm
Cálculo do desdobramento de chapas metálicas através de software de modelação 3D pelo método do fator K e sua gama de aplicações
O processo de desenho manual é pouco eficiente.
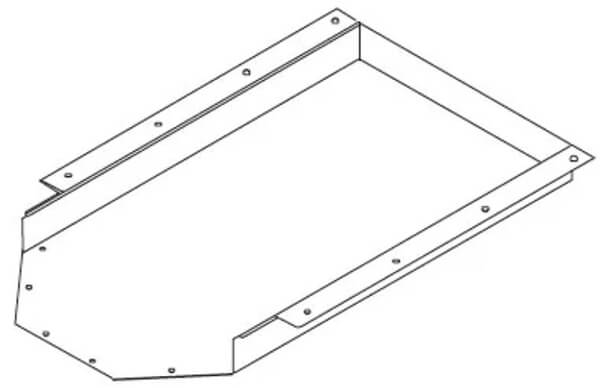
Ao utilizar um software de modelação tridimensional e o método do fator K, a eficiência do cálculo do desdobramento de chapas metálicas é significativamente melhorada.
Fig. 3 Vista 3D da tampa traseira de um armário elétrico
Utilizando o método manual tradicional de cálculo da dimensão desdobrada da chapa metálica, a dimensão desdobrada e o diâmetro interior de dobragem são introduzidos na equação ⑤ para determinar o fator K correspondente.
Durante a montagem da chapa processo de dobragemSe o diâmetro interno de curvatura for menor, a compressão e a tensão nas camadas interna e externa do material aumentam. Se o limite de elasticidade do material é excedido, podem ocorrer fissuras e fracturas.
Por exemplo, a tampa traseira de um armário de alimentação para uma locomotiva eléctrica na Figura 2 tem um diâmetro interior de flexão de 1,5 mm, e o fator K correspondente calculado através da equação ⑤ é de 0,486 quando se utiliza um software de modelação tridimensional.
Da mesma forma, o fator K para outras especificações de espessura pode ser calculado.
No entanto, quando o software é utilizado para expansão direta, podem existir lacunas no desenho expandido, tais como as observadas nos desenhos ampliados locais I e II na Figura 5.
Estas lacunas devem ser corrigidas para cumprir os requisitos de corte a laser, como demonstrado na Figura 6.
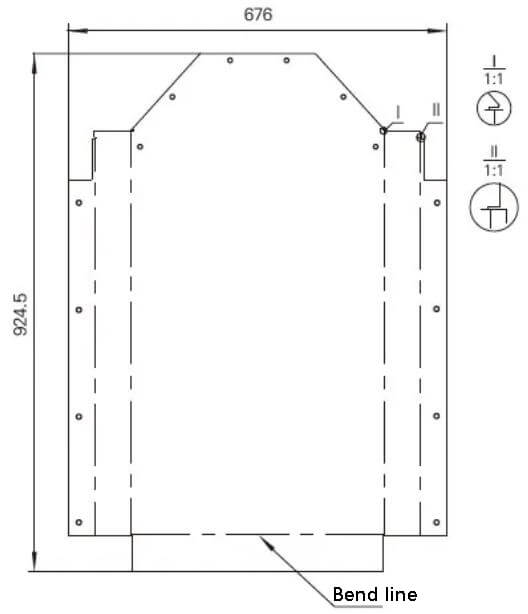
O Software de modelação 3D também pode exportar desenhos DXF com linhas de dobragem para ajudar nos processos de dobragem subsequentes.
Fig. 5 Vista ampliada da tampa traseira do armário de distribuição diretamente exportada pelo software de modelação 3D
Fig. 6 Vista alargada modificada
Análise do processo de dobragem
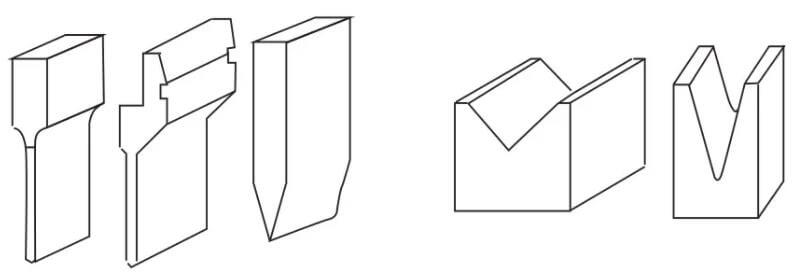
As formas das ferramentas de dobragem são apresentadas na Figura 7.
Durante o processamento, as ferramentas adequadas são escolhidas com base na forma da peça de trabalho.
A maioria das empresas de transformação possui uma vasta gama de ferramentas de dobragem, especialmente aquelas com um elevado nível de especialização.
Para dobrar várias peças complexas de chapa metálica, são utilizadas muitas ferramentas de dobragem feitas à medida, com várias formas e especificações.
Fig. 7 Ferramenta de dobragem
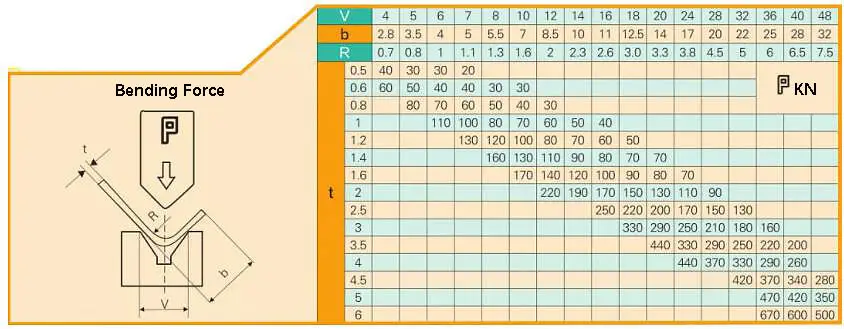
Muitos factores podem afetar o processo de dobragem, incluindo o raio do arco da matriz superior, as propriedades do material, a espessura do material, a resistência do matriz inferior, tamanho da matriz inferior, etc.
Para cumprir os requisitos do produto e garantir a segurança da máquina de dobragem, processamento de chapas metálicas as empresas normalizaram as suas matrizes de dobragem.
É importante ter um conhecimento geral das matrizes de flexão disponíveis durante o processo de projeto estrutural.
Como se pode ver na Figura 7, o lado esquerdo representa a matriz superior e o lado direito representa a matriz inferior.
O princípio básico da dobragem é utilizar a faca de dobragem (matriz superior) e a ranhura em V (matriz inferior) da máquina de dobragem para moldar as peças de chapa metálica.
Precisão de dobragem:
Uma dobra: ± 0,1 mm
Duas dobras: ± 0,2 mm
Três dobras: ± 0,3 mm
e assim por diante.
Conclusão
A utilização do método do fator K no software de modelação tridimensional para o cálculo do desdobramento de chapas metálicas resulta em desenhos de desdobramento altamente precisos que podem ser exportados diretamente. Isto elimina a necessidade de os técnicos de desdobramento de chapas metálicas redesenharem os desenhos de desdobramento, melhora a eficiência de processamento das empresas de produção de chapas metálicas e reduz o ciclo de entrega.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...