Escolher entre a soldadura contínua a laser e a soldadura por impulsos: Um guia completo
Soldadura contínua da chapa galvanizada pelo laser de semicondutores Soldadura por impulsos da chapa de aço inoxidável com laser Nd 3+: YAG 1. Princípios relevantes Os lasers podem ser classificados de várias formas. Um método de classificação baseia-se no comprimento de onda, em que os lasers podem ser divididos em infravermelhos, visíveis e ultravioletas. Outra classificação baseia-se no [...]
Os lasers podem ser classificados de várias formas. Um método de classificação é baseado no comprimento de onda, em que os lasers podem ser divididos em infravermelhos, visíveis e ultravioletas.
Outra classificação baseia-se na substância de trabalho do laser, incluindo o CO2 laser, laser de fibra, laser de estado sólido Nd3+:YAG, Nd3+:YAG disco laser (exclusivo da Trumpf), laser direto de semicondutores, laser de corante, entre outros. O modo de funcionamento do laser, se contínuo ou por impulsos, também determina o tipo de laser.
Em geral, um feixe laser produz uma única saída à medida que oscila na cavidade ressonante, mas podem formar-se várias saídas através de uma oscilação de alta frequência. Considera-se que um laser tem uma saída de luz contínua quando a frequência atinge um valor crítico e é considerado um laser de impulsos se a frequência de saída for inferior a esse valor crítico.
No entanto, não existe uma definição padrão para a divisão entre laser contínuo e laser de impulsos no meio académico e na indústria. O entendimento comum é que quando a frequência de luz repetida é inferior a 102 Hz, é considerado um laser de impulsos, 102-103 Hz é considerado quase-contínuo (QCW), 103-106 Hz é considerado contínuo (CW) e qualquer coisa acima de 106-109 Hz é considerado supercontínuo.
Por exemplo, no domínio do corte de metais, os parâmetros de frequência típicos do IPG e do Raycus Os lasers de fibra são de 5000 Hz, enquanto a frequência típica das primeiras máquinas de corte a laser de estado sólido Nd3+:YAG é de 300 Hz. Em termos de parâmetros de potência, os lasers CW geralmente apenas fornecem potência, enquanto os lasers de impulsos fornecem potência de impulso único, potência média, largura de impulso e frequência.
O método específico de custo-eficácia é:
Potência média = Potência de impulso único × Largura do impulso × Frequência
2. Fonte de luz laser
No domínio dos metais soldadura a laserOs lasers de estado sólido Nd3+: YAG são normalmente utilizados na soldadura por impulsos, enquanto os lasers de fibra são normalmente utilizados na soldadura contínua. No entanto, com os avanços na tecnologia laser, a distinção entre os dois está a tornar-se menos clara, uma vez que os lasers directos de semicondutores de nível industrial são cada vez mais utilizados na soldadura contínua.
A soldadura por laser pulsado, que utiliza lasers Nd3+: YAG, é conhecida pelos seus impulsos de baixa frequência e alta energia. Por exemplo, um laser de impulsos de 500W pode produzir uma potência de impulso único de até 12KW ou mais, resultando numa maior penetração da soldadura em comparação com lasers de fibra da mesma potência.
Por outro lado, os lasers contínuos (de fibra) caracterizam-se por uma elevada frequência e uma saída de energia estável e de baixo impulso único.
Uma analogia simples para explicar a diferença entre a soldadura por impulsos e a soldadura contínua é que a soldadura por impulsos é como a cravação de estacas com um bate-estacas, em que cada impacto é forte mas a velocidade é lenta. Por outro lado, a soldadura contínua é como martelar pregos com um martelo elétrico, em que cada impacto é pequeno mas a velocidade de martelagem é rápida.
3. Características do feixe
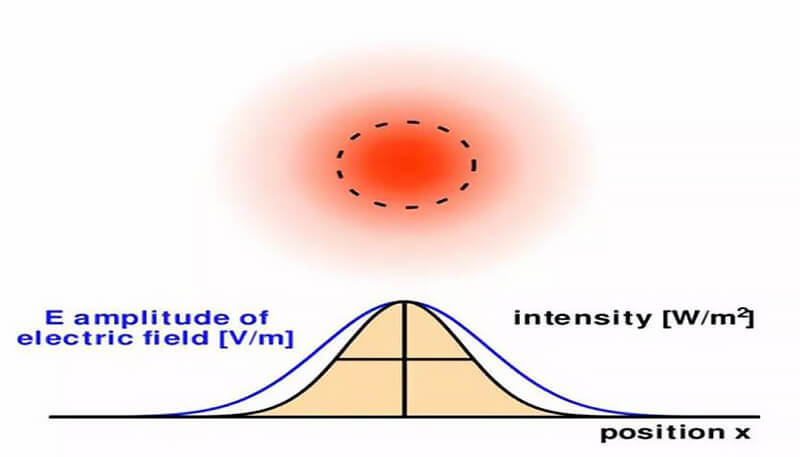
Como é sabido, o feixe produzido por um laser de onda contínua (fibra) é um feixe gaussiano típico. Isto significa que a densidade de potência no centro do feixe é muito elevada e diminui rapidamente para longe do centro.
Em contraste, a intensidade da luz de um laser pulsado tem uma distribuição de topo plano, o que significa que a energia é distribuída de forma aproximadamente uniforme pela superfície perpendicular ao feixe.
Vale a pena notar que a distribuição do feixe de um laser direto de semicondutores é também semelhante à distribuição de topo plano, mas este aspeto não será aqui discutido.
Distribuição de energia de feixes gaussianos
Distribuição de energia de uma viga de topo plano
4. Processo de soldadura
A frequência da emissão de luz na soldadura contínua é extremamente elevada.
Quando são utilizados parâmetros e proteção de soldadura adequados, é possível obter uma soldadura uniforme e suave que não requer esmerilagem ou polimento.
A soldadura por impulsos, por outro lado, tem uma frequência de luz mais baixa e produz um som de batida claro e intermitente durante o processo de soldadura. processo de soldadura. A soldadura resultante tem um aspeto plano de escamas de peixe, semelhante a soldadura por arco de árgonou pontos de soldadura simples completos, conforme necessário.
A soldadura contínua requer apenas a seleção de alguns parâmetros, tais como a pista de soldadura adequada, a velocidade de funcionamento e a potência, o que a torna relativamente simples. A soldadura por impulsos, no entanto, requer uma consideração abrangente de vários parâmetros, incluindo a largura do impulso, a frequência de saída da luz, a potência de impulso único, a velocidade de funcionamento e a forma de onda do impulso, tornando-a um processo mais complexo.
Ponto de soldadura por impulsos (ponto de soldadura)
Cordão de soldadura contínuo
Além disso, o feixe de laser de fibra tem uma elevada densidade de energia no seu centro ótico. Com a tecnologia atual, o feixe laser pode ser transmitido eficientemente através de uma fibra com um diâmetro de núcleo muito pequeno. Isto torna os lasers de luz de média a alta potência ideais para a soldadura de penetração profunda, produzindo soldaduras com uma elevada relação profundidade/largura.
A distribuição de topo plano dos feixes de laser pulsado oferece vantagens significativas para a soldadura por condução de calor, particularmente na soldadura de emendas de placas finas.
5. Aplicação
O laser contínuo (fibra) ganhou uma quota de mercado significativa no domínio da soldadura, substituindo o laser de CO2 e Nd3+: YAG, devido à sua estabilidade, baixo consumo de energia, eficiência, elevada qualidade do feixe e densidade de energia. Prevê-se que esta tendência se mantenha no futuro.
O Nd3+: YAG laser de estado sólidoApesar da sua longa história de desenvolvimento e grande mercado, terá oportunidades promissoras em domínios especializados. Atualmente, a soldadura a laser contínua é utilizada principalmente para a soldadura de penetração profunda. Por exemplo, os lasers de fibra ótica (contínuos) são amplamente utilizados na indústria de autopeças. À medida que a tecnologia avança, particularmente em laser de fibra ótica e a tecnologia laser direta de semicondutores, espera-se que a soldadura por laser contínuo seja aplicada numa gama mais vasta de domínios.
Além disso, a elevada eficiência e estabilidade da soldadura a laser contínua alinha-se com a tendência crescente da indústria transformadora para métodos de produção inteligentes e automatizados.
Embora a soldadura por impulsos tenha vindo a diminuir no mercado, ainda tem um lugar no futuro. Os lasers de fibra desenvolveram lasers quase contínuos que competem com a soldadura por impulsos, mas a soldadura por impulsos continua a ter uma função para materiais especiais e requisitos de soldadura. Além disso, o laser de estado sólido Nd3+: YAG tem as vantagens de baixo custo, facilidade de utilização e manutenção simples, o que continuará a manter a soldadura por impulsos relevante a longo prazo.
6. Conclusão
Escolher entre dois métodos de soldadura exige uma avaliação cuidadosa de vários factores, como o custo, as despesas de funcionamento, os requisitos do processo e a eficiência da produção.
A soldadura por impulsos tem uma eficiência global baixa, mas oferece uma energia de impulso único elevada. No entanto, a sua utilização pode ser dispendiosa. Por outro lado, a soldadura contínua é mais eficiente e tem custos operacionais mais baixos, mas tem um custo inicial mais elevado.
Ambos os métodos têm as suas próprias vantagens e desvantagens, pelo que têm domínios de aplicação específicos.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...