Juntas soldadas: Obtenção de um aspeto e qualidade superiores
Como é possível obter sempre juntas de soldadura perfeitas? Este artigo aborda as principais técnicas para garantir um aspeto superior e a integridade estrutural das juntas soldadas. Aborda a importância de mãos firmes, tempo preciso e pontos de início e fim consistentes na soldadura. Seguindo estas directrizes, será capaz de produzir soldaduras bonitas e fortes que resistem a exigências rigorosas. Mergulhe para descobrir dicas práticas e melhorar a qualidade da sua soldadura hoje mesmo.
Em geral, há vários factores-chave que contribuem para criar um padrão de soldadura bonito e forte.
Primeiro:
A mão deve ser estável e não pode tremer, pois está diretamente relacionada com o aspeto do padrão de soldadura.
Segundo:
O controlo adequado do tempo é crucial.
Se o chapa de aço for mais espessa, o tempo de soldadura deve ser mais longo; caso contrário, é provável que ocorra uma soldadura incompleta. Inversamente, se a placa for mais fina, pode ser aplicado menos tempo de soldadura para evitar uma penetração excessiva.
Terceiro:
O tempo de início e o tempo de fim da soldadura devem ser consistentes para garantir que os componentes soldados são fortes e capazes de suportar um peso maior.
Durante o processo de soldaduraSe o arco for imediatamente puxado para fora no final de um cordão de soldadura, pode resultar na formação de um poço de arco que é mais baixo do que a superfície da soldadura.
Se a cratera resultante for demasiado profunda, pode levar à concentração de tensões e à formação de fissuras. Por isso, é crucial controlar o tempo de residência e assegurar que a cratera é devidamente preenchida no final.
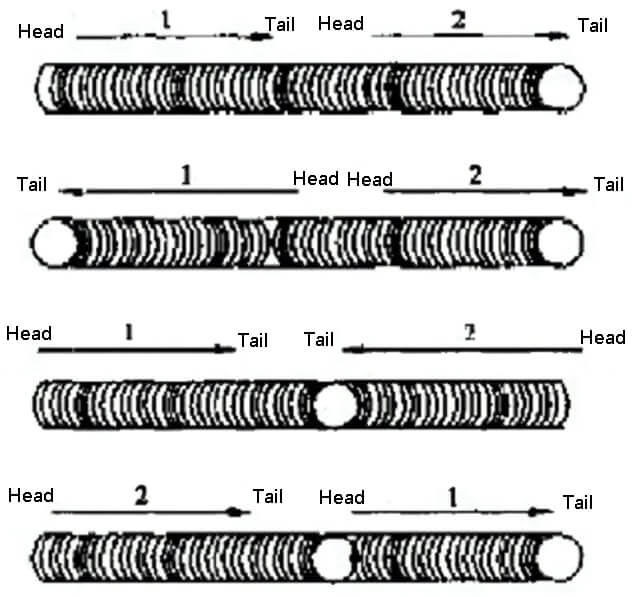
Ligação do cordão de soldadura (como mostra a figura abaixo)
A ligação da extremidade traseira é uma técnica de soldadura em que a junta traseira da cordão de soldadura é soldada em primeiro lugar e é o método mais comummente utilizado.
A ligação cabeça-a-cabeça, por outro lado, é uma técnica em que o junta de soldadura é continuado desde o início do primeiro cordão de soldadura. Para o conseguir, é necessário bater o arco ligeiramente à frente do início do cordão de soldadura, alongar ligeiramente o arco, puxar o arco para o início do cordão e cobrir a sua extremidade. Uma vez o início do cordão de soldadura nivelado, avançar na direção oposta. Consulte a figura abaixo para uma representação visual.
Versão revista:
A "ligação caudal a caudal" refere-se a uma técnica de soldadura em que a parte traseira cordão de soldadura inicia o arco a partir da extremidade oposta da interface, em direção à extremidade do cordão de soldadura frontal.
Durante este processo, velocidade de soldadura é ligeiramente mais lento para assegurar o enchimento adequado do poço do arco, após o que é soldada uma pequena secção a uma velocidade mais rápida antes de extinguir o arco. Consulte a figura abaixo para uma representação visual.
A ligação cabeça-cauda refere-se à ligação do fim do cordão de pós-soldadura com o início do cordão de pré-soldadura.
Esta ligação utiliza a alta temperatura no final para derreter repetidamente o início do cordão de pré-soldadura. Como resultado, o cordão de soldadura é achatado e terminado rapidamente.
A essência da terminação do cordão de soldadura é como gerar o arco no final do cordão de soldadura.
Os métodos gerais de encerramento são os seguintes:
(1) Método do fim do círculo:
Para terminar a soldadura de uma chapa grossa, siga esta técnica: como o vareta de soldadura Aproxime-se do fim da soldadura, faça um movimento circular até que o poço do arco esteja cheio e, em seguida, retire lentamente o arco.
(2) Método de fim de quebra de arco repetido:
Quando a vareta de soldadura chegar ao fim da soldadura, apague repetidamente e bata com o arco na cratera várias vezes até esta ficar cheia.
Esta técnica é tipicamente adequada para chapas finas e soldadura de alta corrente, mas não é adequada para eléctrodos alcalinos, uma vez que estes tendem a criar poros.
(3) Método de finalização da soldadura por retorno:
Para voltar a soldar uma secção curta com um elétrodo alcalino, mover a vareta de soldadura até ao fim da soldadura, parar e depois ajustar o ângulo da vareta de soldadura. Este método é eficaz para este tipo de elétrodo.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou porque é que as soldaduras em liga de alumínio racham apesar de uma soldadura cuidadosa? Este artigo aborda os principais problemas, como a porosidade, as fissuras a quente e a resistência desigual da junta em soldaduras de ligas de alumínio...
Já alguma vez se perguntou como é que a soldadura transforma peças metálicas separadas num todo unificado? Este artigo explora o fascinante mundo das juntas soldadas, examinando os seus tipos, características mecânicas e...
Imagine construir uma ponte ou um arranha-céus, e depois ver a sua estrutura falhar devido a falhas despercebidas na soldadura. A resistência à fadiga em estruturas soldadas é um fator crítico para garantir...
Já se interrogou sobre como garantir sempre soldaduras em ângulo perfeitas? Este guia aborda os aspectos essenciais para obter juntas de soldadura em ângulo de alta qualidade. Aprenderá a selecionar os materiais adequados, a...
Já alguma vez se interrogou sobre o que torna a soldadura de aço inoxidável e de aço resistente ao calor tão difícil? Este artigo analisa as complexidades da soldadura destes materiais, desde as propriedades únicas dos diferentes...
Como garantir sempre soldaduras fortes e duradouras? É fundamental compreender os princípios e técnicas fundamentais da soldadura. Este guia abrange conhecimentos essenciais de soldadura, desde a avaliação da soldabilidade e a prevenção de...
Porque é que a soldadura de alumínio é considerada uma das tarefas mais difíceis na metalomecânica? As propriedades únicas do alumínio - como a sua elevada condutividade térmica, suscetibilidade à oxidação e tendência para a fissuração a quente - exigem técnicas específicas e...
E se pudesse garantir que as suas soldaduras são sempre perfeitas? Neste artigo, vamos explorar a avaliação do processo de soldadura, um método crucial para testar e aperfeiçoar as técnicas de soldadura. Irá...
Os símbolos de soldadura podem parecer uma língua estrangeira, mas o seu domínio é crucial para uma comunicação eficaz no mundo da engenharia mecânica. Nesta publicação do blogue, um engenheiro mecânico experiente...