Já alguma vez se interrogou sobre como soldar dois dos metais mais difíceis, o cobre e o aço inoxidável, em conjunto? Este artigo analisa as complexidades da soldadura destes metais dissimilares, abrangendo as principais técnicas e sugestões para evitar problemas comuns, como fissuras de penetração. Saiba mais sobre os melhores métodos de soldadura, materiais de enchimento adequados e parâmetros de processo para obter uma soldadura forte e sem defeitos. Mergulhe nas especificidades da soldadura por arco manual, soldadura por arco submerso, soldadura TIG, soldadura a gás e brasagem, assegurando uma compreensão abrangente de todo o processo.
A soldadura de cobre ao aço inoxidável é um processo crítico mas desafiante na metalurgia moderna, principalmente devido ao risco inerente de fissuração por penetração de cobre. Este fenómeno, também conhecido como fragilização por metal líquido (LME), ocorre quando o cobre fundido se infiltra nos limites dos grãos do aço inoxidável, comprometendo a integridade estrutural da junta.
Para atenuar o risco de fissuração por penetração, é essencial adotar uma abordagem dupla:
Otimização de processos:
Selecionar uma técnica de soldadura adequada que minimize a entrada de calor, como a soldadura por arco de tungsténio gasoso pulsado (GTAW) ou a soldadura avançada por arco de tungsténio gasoso (GTAW). soldadura a laser métodos.
Manter um controlo preciso sobre os parâmetros de soldadura, em particular a entrada de calor e a temperatura de interpasse, para limitar a zona afetada pelo calor (ZTA) e reduzir a probabilidade de migração do cobre.
Engenharia de materiais:
Utilizar materiais de enchimento especificamente concebidos para a soldadura de metais diferentes, tais como ligas à base de níquel (por exemplo, ERNiCu-7 ou ERNiCrMo-3).
Gerir cuidadosamente a composição do banho de soldadura: a) Minimizar os elementos susceptíveis de formar eutécticos de baixo ponto de fusão (por exemplo, S, P e O). b) Incorporação de elementos de liga como Al, Si, Mn, V, Mo e Ni para melhorar a metalurgia da soldadura e resistir à formação de fissuras.
Ao cumprir meticulosamente estas directrizes, os fabricantes podem reduzir significativamente o risco de fissuração por penetração e obter juntas robustas e de elevada integridade entre o cobre e o aço inoxidável. Esta abordagem não só assegura a solidez estrutural, como também optimiza o desempenho do componente soldado em aplicações exigentes em indústrias como a petroquímica, a produção de energia e o fabrico avançado.
Ao utilizar a soldadura por arco manual para o cobre e o aço inoxidável, é importante ter em conta que a seleção de um material austenítico elétrodo de aço inoxidável pode aumentar a probabilidade de fissuração térmica.
Por este motivo, é aconselhável escolher um cobre-níquel vareta de soldadura (70% níquel e 30% cobre), ou um elétrodo de liga à base de níquel. Uma alternativa é utilizar um elétrodo de soldadura de cobre haste (T237).
Durante o processo de soldadura, recomenda-se a adoção de uma técnica de soldadura rápida utilizando um diâmetro pequeno e uma corrente baixa, sem oscilar o arco. O arco deve também ser inclinado para o lado do cobre para reduzir o risco de fissuras de penetração.
Soldadura por arco submerso
Na soldadura por arco submerso (SAW) de cobre em aço inoxidável, os principais desafios são a prevenção da formação de fissuras e a minimização da porosidade. Estas questões são particularmente críticas devido às propriedades térmicas e mecânicas diferentes dos materiais.
Para mitigar estas preocupações, é essencial uma preparação meticulosa da superfície. Limpar e desengordurar cuidadosamente as superfícies das soldaduras e dos fios de soldadura imediatamente antes da soldadura. Este passo remove os contaminantes que podem levar a inclusões ou comprometer a integridade da soldadura.
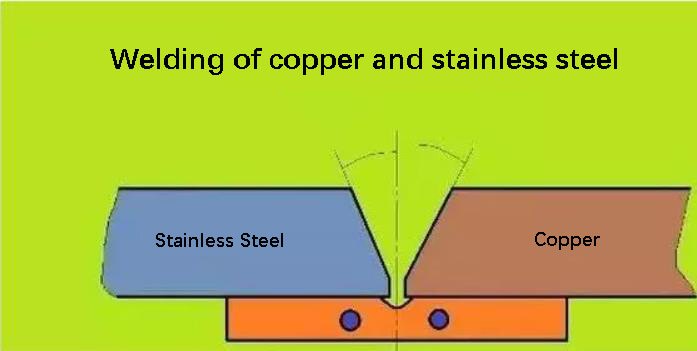
Para soldaduras com espessuras entre 8 e 10 mm, é tipicamente utilizada uma ranhura em V assimétrica de 70°. O ângulo da ranhura no lado do cobre é fixado em 40°, enquanto o lado do aço inoxidável (1Cr18Ni9Ti) é biselado em 30°. Esta assimetria permite acomodar as diferentes condutividades térmicas dos materiais.
Recomenda-se a utilização de um fluxo HJ431 ou HJ430. O fluxo HJ430 deve ser cozido a 200°C durante 2 horas para remover a humidade, que é crucial para reduzir a porosidade induzida pelo hidrogénio. Utilizar um fio de soldadura à base de cobre como material de enchimento primário. Para promover uma melhor ligação metalúrgica e reduzir o risco de fissuração, coloque um a três fios de níquel ou de liga de níquel-cobre estrategicamente dentro da ranhura. Estes actuam como uma camada de transição entre os metais dissimilares.
Para garantir uma penetração e fusão adequadas, utilize níveis de energia de soldadura mais elevados do que os normalmente utilizados para a soldadura de metais semelhantes. Utilizar uma barra de suporte de cobre arrefecida a água para controlar a entrada de calor e evitar a fusão excessiva do material de base de cobre. Posicione o fio de soldadura de modo a favorecer o lado do cobre, com um desvio de aproximadamente 5 a 6 mm em relação à linha central da ranhura. Esta técnica compensa a maior condutividade térmica do cobre e promove uma distribuição de calor mais uniforme ao longo da junta.
Monitorizar e controlar cuidadosamente a temperatura de interpasse para gerir as tensões térmicas e evitar a fissuração a quente. Poderá ser necessário um tratamento térmico pós-soldadura para aliviar as tensões residuais e otimizar as propriedades mecânicas da junta soldada.
Parâmetros do processo de soldadura por arco submerso de cobre puro e aço inoxidável
A soldadura TIG pode produzir juntas de alta qualidade ao unir cobre, ligas de cobre e aço inoxidável. No entanto, a obtenção de resultados óptimos requer o domínio de técnicas específicas. As principais configurações de juntas são as juntas de topo e de canto numa ranhura. Para a soldadura de metais diferentes, recomenda-se a preparação de uma meia ranhura em V no lado do aço inoxidável, deixando o lado do cobre quadrado.
Antes da soldadura, é crucial uma preparação completa da superfície. Limpar as superfícies de soldadura e aplicar uma composição de fluxo especializada (70% H3BO3, 21% Na2B4O2, 9% CaF2) na parte da frente e na parte de trás da junta. Deixar o fluxo secar completamente antes de iniciar o processo de soldadura.
A seleção do metal de adição é fundamental para o sucesso da soldadura de metais dissimilares. As opções preferidas incluem a liga Monel (70% Ni, 30% Cu) ou ligas de cobre contendo silício e alumínio, tais como HS221, QAI9-2, QAI9-4, QSi3-1, ou QSn4-3. Estes metais de adição melhoram a soldabilidade e as propriedades mecânicas da junta.
Durante a soldadura TIG, é essencial um posicionamento preciso do arco. Incline o arco de tungsténio para o lado do cobre, mantendo um desvio de 5-8 mm em relação à linha central da ranhura. Esta técnica ajuda a controlar a fusão do aço inoxidável, reduzindo o risco de formação de compostos intermetálicos.
O processo de soldadura utiliza normalmente fios de enchimento de cobre, cobre-níquel ou alumínio-bronze. Estes materiais melhoram as propriedades mecânicas do metal de soldadura e reduzem o risco de fissuração por penetração de cobre. É geralmente preferida uma técnica de cordão reto sem oscilação, utilizando velocidades de deslocação mais elevadas para minimizar a entrada de calor.
Ao implementar um processo híbrido de soldadura por arco de árgon e brasagem, minimize a fusão no lado do aço inoxidável. Esta abordagem cria uma ligação soldada na interface do aço inoxidável e uma junta soldada por fusão no lado do cobre, optimizando a compatibilidade metalúrgica entre os metais dissimilares.
Consulte a figura em anexo para conhecer os parâmetros específicos do processo de soldadura TIG de latão a aço inoxidável. Estes parâmetros servem como ponto de partida e podem exigir um ajuste fino com base na espessura do material, na conceção da junta e nas composições específicas da liga.
Soldadura TIG de latão H62Sn-1 e aço inoxidável 1Cr18Ni9Ti
Espessura da soldadura mm
Diâmetro do elétrodo de tungsténio mm
Comprimento da extensão do elétrodo de tungsténio
Diâmetro do bocal mm
Corrente de soldadura a
Caudal de árgon L / min
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Soldadura a gás
A soldadura por gás, quando aplicada ao cobre e ao aço inoxidável, apresenta desafios únicos devido à temperatura mais baixa da chama em comparação com os processos de soldadura por arco. Este diferencial de temperatura pode levar a várias complicações:
Fusão irregular: A disparidade dos pontos de fusão entre o cobre (1084°C) e o aço inoxidável (1400-1450°C) pode resultar numa fusão não uniforme dos metais de base.
Zona afetada pelo calor (ZAC) alargada: A aplicação prolongada de calor necessária para fundir ambos os materiais leva a uma ZTA mais alargada, alterando potencialmente a microestrutura e as propriedades dos metais de base.
Aumento da deformação: O período de aquecimento prolongado pode causar expansão térmica e subsequente contração, levando à distorção dos componentes soldados.
Risco de não fusão: Uma penetração de calor inadequada ou uma seleção incorrecta do metal de adição pode resultar na falta de fusão entre os metais de base e o material de adição.
Para enfrentar estes desafios, é crucial uma seleção adequada do metal de adição. Para unir cobre puro a aço inoxidável 18-8, são normalmente utilizados fios de soldadura de liga de cobre-zinco, como HSCuZn-2 (60% Cu, 40% Zn), HSCuZn3 (59% Cu, 41% Zn) ou HSCuZnNi (54-56% Cu, 43,5-45,5% Zn, 0,5-1,5% Ni). Estes metais de adição oferecem um equilíbrio de força, resistência à corrosão e compatibilidade com ambos os metais de base.
Para a soldadura por chama neutra, o pó de soldadura 301 (tipicamente uma mistura de bórax, ácido bórico e outros agentes fundentes) ou o bórax puro pode ser utilizado como fundente para proteger a poça de fusão da oxidação e melhorar as características de humidade.
Quando se trata de soldaduras mais longas, uma técnica para mitigar a discrepância de entrada de calor envolve a deposição de uma camada de latão na superfície da ranhura do lado do aço inoxidável antes da soldadura. Esta camada intermédia funciona como um tampão térmico e ajuda a igualar a distribuição de calor entre os dois metais diferentes durante o processo de soldadura.
Para otimizar a soldadura a gás de cobre em aço inoxidável, considere as seguintes boas práticas:
Utilizar uma chama ligeiramente oxidante para contrariar a elevada condutividade térmica do cobre.
Pré-aqueça as peças de trabalho para reduzir o gradiente de temperatura e minimizar a distorção.
Utilizar uma conceção adequada das juntas para garantir uma distribuição e penetração adequadas do calor.
Utilizar técnicas de soldadura intermitente para gerir a entrada de calor e reduzir a distorção geral.
Pode ser necessário um tratamento térmico pós-soldadura para aliviar as tensões residuais e otimizar as propriedades da junta.
Brasagem
Na brasagem de cobre em aço inoxidável, as soldas à base de prata são predominantemente utilizadas devido às suas excelentes propriedades de molhagem e pontos de fusão mais baixos. As ligas mais comuns incluem a HL302 (56% Ag), a HL309 (50% Ag) e a HL312 (45% Ag), cada uma oferecendo vantagens específicas consoante os requisitos da aplicação. O processo de brasagem segue princípios gerais, mas requer uma atenção cuidadosa ao controlo da temperatura e à distribuição do calor.
As principais considerações para a brasagem de cobre e aço inoxidável incluem:
Conceção da junta: Assegurar o ajuste e a folga adequados (normalmente 0,002″ a 0,005″) para facilitar a ação capilar do metal de enchimento fundido.
Preparação da superfície: Limpar cuidadosamente ambos os metais para remover óxidos e contaminantes. No caso do aço inoxidável, pode ser necessário um fluxo suave para quebrar a camada de óxido de crómio.
Controlo da temperatura: Crítico para o sucesso é manter a temperatura de brasagem dentro da estreita faixa entre o liquidus do metal de adição e o solidus dos metais de base. Para a maioria das soldas à base de prata, esta temperatura situa-se tipicamente entre 620°C e 760°C (1150°F e 1400°F).
Aplicação de calor: Como referido, a fonte de calor deve ser direccionada para o lado do cobre durante o aquecimento. Isto deve-se ao facto de o cobre ter uma condutividade térmica mais elevada do que o aço inoxidável. A aplicação de calor principalmente no cobre assegura um aquecimento mais uniforme de ambos os materiais, evitando o sobreaquecimento localizado do aço inoxidável que poderia levar à sensibilização ou deformação.
Taxa de arrefecimento: Controlar a taxa de arrefecimento para minimizar as tensões térmicas, especialmente importante para montagens maiores ou ao unir metais diferentes com diferentes coeficientes de expansão térmica.
Limpeza pós-brasagem: Remover quaisquer resíduos de fluxo para evitar a corrosão, especialmente importante em ambientes corrosivos ou aplicações de elevada pureza.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se perguntou como é que os arranha-céus se mantêm altos ou como é que os carros se mantêm soldados? Este blogue revela a magia por detrás das máquinas de soldar eléctricas. Saiba mais sobre os principais fabricantes, como a Lincoln Electric e a Miller Welds,...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...
Já se interrogou sobre como soldar eficazmente diferentes tipos de aço inoxidável? Este artigo aborda os métodos de soldadura especializados para o aço inoxidável martensítico e duplex, detalhando os desafios...
A soldadura de aço inoxidável exige precisão para evitar defeitos como fissuras e corrosão. Conhece os passos essenciais para garantir uma soldadura sem falhas? Este artigo destaca oito precauções essenciais,...
Como é que a soldadura de aço-carbono pode ser simultaneamente uma prática comum e um desafio complexo? Este guia explora o intrincado mundo da soldadura de aço-carbono, abrangendo os tipos de aço-carbono, os seus...