Já alguma vez se perguntou como é que folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das guilhotinas hidráulicas. Ficará a conhecer as suas características de segurança, directrizes de funcionamento e a tecnologia por detrás dos seus cortes precisos. Prepare-se para desvendar os segredos destas poderosas máquinas e melhorar a sua compreensão das suas incríveis capacidades.
Ao operar a máquina de guilhotina hidráulica, a adesão aos protocolos de segurança fundamentais é primordial para mitigar os riscos de incêndio, choque elétrico e ferimentos pessoais. Antes da operação da máquina, os operadores devem rever e compreender cuidadosamente todas as instruções, guardando-as para referência futura.
Os operadores devem possuir uma compreensão abrangente da construção, das caraterísticas e dos parâmetros operacionais da máquina, conforme detalhado no Manual de Operação. Em cenários com vários operadores, um supervisor designado deve supervisionar a produção para garantir uma operação coesa e segura.
É estritamente proibido operar a máquina com qualquer parte do corpo, incluindo as mãos, dentro da zona operacional da máquina. Deve-se ter especial cuidado para evitar que as mãos entrem no espaço entre as matrizes superior e inferior, pois isso representa um risco grave de ferimentos.
A lubrificação deve ser aplicada de acordo com o diagrama de lubrificação fornecido, assegurando a manutenção correta e a longevidade da máquina.
Manter um espaço de trabalho limpo e organizado, incluindo a área circundante e as linhas de isolamento elétrico. Deve ser dada especial atenção à manutenção da área da mesa de trabalho livre de obstruções para evitar acidentes e garantir um fluxo de trabalho ótimo.
Efetuar inspecções regulares e exaustivas de todos os componentes da máquina para identificar e resolver potenciais riscos antes que estes se agravem.
A pressão máxima de trabalho da máquina é fixada de fábrica em 23 MPa. Esta pode ser ajustada para satisfazer requisitos operacionais específicos, mas apenas por pessoal qualificado que siga os procedimentos corretos.
O acesso ao armário elétrico é restrito apenas a pessoal autorizado. Antes de abrir a porta do armário, verifique se o interrutor de alimentação está na posição OFF para evitar riscos eléctricos.
Este sinal de aviso e o Manual de Operação são parte integrante da segurança da máquina. Não os remova, danifique ou desloque em nenhuma circunstância.
INTRODUÇÃO
Aconselhamos vivamente todos os utilizadores e operadores a reverem cuidadosamente este Manual de Operação antes de operarem a máquina. Este guia abrangente foi concebido para pessoal especializado e qualificado, fornecendo diagramas e documentação essenciais para garantir o manuseamento seguro, a instalação correta, o funcionamento eficiente e a manutenção eficaz da máquina de corte hidráulico de chapas metálicas.
As informações apresentadas neste manual são exactas à data da sua publicação. No entanto, a nossa empresa reserva-se o direito de implementar modificações e melhorias sem notificação prévia, como parte do nosso compromisso de melhoria contínua do produto.
A instalação correta da máquina, tal como é descrita neste manual, é crucial para um desempenho ótimo. As inspecções regulares e os serviços de manutenção diligentes são igualmente importantes para manter a eficiência, a precisão e a longevidade da máquina. A adesão a estas diretrizes prolongará significativamente a vida útil da máquina e garantirá uma produção consistente e de alta qualidade.
É imperativo notar que a operação incorrecta ou irresponsável da máquina de corte hidráulico de chapa metálica pode resultar em danos irreparáveis no equipamento e, mais importante ainda, comprometer a segurança do operador e do pessoal circundante. Os protocolos de segurança descritos neste manual devem ser rigorosamente seguidos em todas as circunstâncias.
A nossa empresa declina toda a responsabilidade por quaisquer danos ou ferimentos resultantes de manutenção incorrecta, modificações não autorizadas ou ligações efectuadas por pessoal não qualificado. Para manter a garantia da máquina e assegurar o seu funcionamento seguro, todas as manutenções e modificações devem ser efectuadas por técnicos autorizados, utilizando peças e procedimentos aprovados.
Salientamos vivamente a importância de compreender totalmente este manual antes de tentar operar a máquina de corte hidráulico de chapa metálica. A compreensão correta das capacidades, limitações e caraterísticas de segurança da máquina é essencial para maximizar a produtividade e manter um ambiente de trabalho seguro.
Seguindo as diretrizes apresentadas neste manual, os operadores podem assegurar a longevidade da máquina, manter uma precisão de corte óptima e defender os mais elevados padrões de segurança no local de trabalho em operações de fabrico de chapa metálica.
características padrão da máquina de corte guilhotina
Esta máquina é conhecida pela sua fiabilidade comprovada e pelas suas capacidades de elevado desempenho em operações de corte de metais de precisão.
A construção robusta da estrutura, concebida com materiais de elevada resistência, assegura uma integridade estrutural a longo prazo e uma precisão de corte consistente durante longos períodos de funcionamento.
O inovador sistema hidráulico monobloco reduz significativamente a tubagem hidráulica, minimizando os potenciais pontos de fuga e aumentando a fiabilidade geral do sistema e a eficiência da manutenção.
O sistema hidráulico de bomba dupla oferece uma ação de corte rápida e independente, ao mesmo tempo que permite uma pressão de retenção variável, optimizando o desempenho de corte em diversos tipos e espessuras de material.
A proteção integrada contra sobrecarga hidráulica protege os componentes críticos contra forças excessivas, aumentando a longevidade da máquina e a segurança operacional.
A iluminação LED de alta intensidade está estrategicamente posicionada para proporcionar uma visibilidade óptima da zona de corte, melhorando a precisão do corte e a segurança do operador.
O ajuste preciso da folga da lâmina é facilitado por um sistema indicador de fácil utilização calibrado para a espessura do material, assegurando uma qualidade de corte consistente em várias dimensões de material.
O sistema hidroelétrico de ajuste do ângulo de inclinação permite um ajuste fino do ângulo da lâmina, minimizando a distorção do material e maximizando a capacidade de corte efectiva da máquina para chapas mais grossas.
As lâminas de corte são fabricadas em aço para ferramentas D2 de qualidade superior, com elevado teor de crómio e carbono para uma dureza, resistência ao desgaste e desempenho de corte superiores. Estas lâminas são fabricadas exclusivamente no Reino Unido de acordo com normas de qualidade rigorosas.
Um medidor traseiro motorizado com um curso de 750 mm está equipado com leitura digital e roda manual de ajuste fino, facilitando o posicionamento preciso do material e operações de corte repetitivas.
O sistema elétrico incorpora componentes de nível industrial com proteção integrada contra sobrecarga do motor, garantindo um desempenho fiável e salvaguardando contra falhas eléctricas.
Um braço de esquadria de 1000 mm com uma escala integrada e um batente retrátil melhora o manuseamento do material e a precisão de corte para operações em grandes chapas metálicas.
A máquina é fornecida com um sistema hidráulico totalmente preparado, permitindo o funcionamento imediato após a instalação.
Está incluído um conjunto abrangente de ferramentas de manutenção, que permitem a manutenção de rotina e pequenos ajustes para manter um desempenho ótimo.
Instalação da guilhotina hidráulica
Embalagem e expedição de tesouras de guilhotina
Todas as máquinas são meticulosamente preparadas para o transporte, com o braço de esquadria e o pedal firmemente fixados ao protetor de mão para evitar movimentos durante o transporte. Um conjunto completo de ferramentas de trabalho e um manual de operação detalhado são guardados em segurança no painel elétrico para fácil acesso à chegada.
Todas as superfícies metálicas expostas são protegidas com um composto resistente à corrosão, facilmente removível com solventes adequados ou querosene.
Levantamento da máquina de corte guilhotina
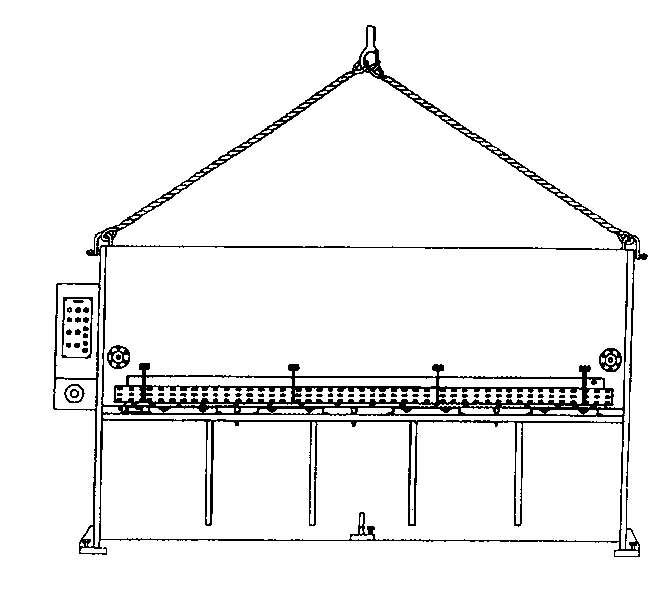
Para um içamento seguro, utilize apenas cabos de aço ou correntes certificados com capacidade de carga adequada. Fixe-os aos dois pontos de elevação integrados na estrutura da máquina em ambos os lados. Verifique sempre se a capacidade nominal do equipamento de elevação excede o peso da máquina com um fator de segurança adequado.
Requisitos da Fundação
Embora as nossas tesouras sejam concebidas para funcionamento independente, o desempenho e a longevidade ideais são alcançados com uma base de betão armado de alta qualidade. As especificações recomendadas incluem:
Espessura mínima: 150 mm
Resistência do betão: Pelo menos 25 MPa (3600 psi)
Reforço: Malha de aço ou vergalhões de acordo com os códigos de construção locais
Planicidade da superfície: Dentro de ±5mm num intervalo de 3m
Procedimento de instalação e nivelamento
O nivelamento preciso é fundamental para garantir uma óptima precisão de corte e minimizar o desgaste dos componentes. Siga estes passos:
Colocar cinco placas de base (dimensões mínimas 150 x 150 x 9mm) sob os pés da máquina para distribuir a carga e proteger o chão.
Utilizar um nível de precisão de maquinista (precisão de, pelo menos, 0,02 mm/m) na área de fixação da placa.
Regular sistematicamente os parafusos de nivelamento, verificando os eixos longitudinal e transversal.
Uma vez nivelada, fixe a máquina utilizando uma mistura de betume epóxi de alta resistência e sem retração. Permitir um tempo de cura adequado de acordo com as especificações do fabricante.
Instalação eléctrica
Antes da ligação à rede eléctrica:
Verificar se a fonte de alimentação local corresponde aos requisitos de tensão, frequência e fase da máquina.
Certifique-se de que o cabo de alimentação cumpre os códigos eléctricos locais em termos de capacidade e isolamento.
Ligue o cabo de alimentação ao terminal R.S.T.E. localizado na parte inferior esquerda do painel elétrico.
Para as máquinas que requerem um fio neutro (N), certifique-se de que este está corretamente ligado e ligado à terra.
Implemente uma proteção adequada contra sobreintensidades e, se exigido pelos regulamentos locais, um interrutor de desconexão bloqueável.
Consulte sempre um eletricista autorizado para as ligações finais e verificações de segurança.
EQUIPAMENTO DISPOSITIVO DE CONTROLO NORMALIZADO
Botão Iniciar
Para iniciar o funcionamento do motor principal e o circuito de controlo
Botão de paragem
Para parar o funcionamento do motor principal e o circuito de controlo
Modo Auto/Man
Selecionar o modo de trabalho
Interruptor seletor
No modo Auto: -Função de ajuste do ângulo de inclinação capaz de -Função de medição traseira motorizada capaz de -Pode comandar o corte apenas com o pedalNo modo Man: -Ajuste do ângulo de inclinação não funcional -O indicador traseiro motorizado não funciona -Comando para cima e para baixo do porta-lâminas superior através do botão de pressão '↑' ou '↓'
Pedal
Prima para comandar a descida da lâmina de corte e liberte-a para fazer subir o suporte da lâmina superior no modo AUTO.
Luz de iluminação
Luz de trabalho para iluminar a zona da lâmina de corte, funcionando com alimentação eléctrica monofásica a 220V, 50Hz.
Retirar o braço de esquadria e o pedal da zona da proteção da mão. Montar o braço de esquadria no lado esquerdo (perto do painel elétrico), aparafusando-o à mesa da máquina de corte e aos dois orifícios laterais.
ARRANQUE DA MÁQUINA DE CORTE
Carregue no botão "START" e solte-o. A luz indicadora de "ligado" do motor deve acender-se. Em seguida, coloque o seletor de modo da posição 'MAN' para 'AUTO'. O suporte superior da lâmina levantar-se-á após alguns segundos. Se isso não acontecer, isso indica que o motor está a funcionar na direção errada. Neste caso, desligue a fonte de alimentação, inverta um dos fios das duas fases e ligue novamente o motor. O transportador da lâmina superior sobe e pára quando atinge o interrutor de limite L/S 2.
REGULAÇÃO DO ÂNGULO DE INCLINAÇÃO
Coloque o seletor no modo "AUTO". O ajuste do ângulo do ancinho só está disponível neste modo.
Premir o botão "ângulo +", o porta-lâminas superior deve subir 3 graus (três luzes devem acender-se) e parar quando atingir o interrutor de limite L/S 7.
Premir o botão "ângulo -", o porta-lâminas superior deve baixar 1 grau (uma luz deve acender-se) e parar quando atingir o interrutor de limite L/S 5.
A indicação acima confirma que o sistema de regulação do ângulo de inclinação está a funcionar corretamente.
CONFIGURAÇÃO DO BRAÇO DE ESQUADRIA
Ligue o motor e mantenha-o no modo AUTO.
Premir o botão "ângulo -" até que o ângulo de inclinação se reduza a 1 grau e parar, accionando o interrutor de fim de curso L/S 5.
Colocar o seletor no modo "MAN".
Prima o botão '↓', a lâmina superior descerá e intersectará com a lâmina inferior. Verifique se o ponto de intersecção está a cerca de 300 mm a 400 mm do início do corte (LHS).
Utilize um esquadro triplo fiável para medir contra a lâmina superior para ajustar o esquadro do braço de esquadria utilizando os dois parafusos e porcas laterais.
AJUSTE DA FOLGA DA LÂMINA
Na parte de trás da máquina de corte, existem dois níveis de ajuste da folga da lâmina em ambos os lados da máquina, ambos com uma indicação da espessura da chapa. A fábrica coloca-os na posição mais baixa durante a entrega, o que é adequado para cortar chapas de aço macio com 5 a 6 mm (1/4 de polegada) de espessura. Para ajustar as definições, puxe a manga de bloqueio e levante-a para cima até à posição de 1 mm. Será mais pesado colocá-lo na posição superior (1 mm) do que na posição inferior (6 mm) devido à tensão da mola. Ambos os lados do ajuste da folga da lâmina são ajustados na fábrica e devem ter uma tensão semelhante.
Colocar o seletor no modo AUTO, o contra-indicador motorizado só funciona neste modo. A fábrica definiu com exatidão a leitura do medidor traseiro motorizado e esta deve corresponder à distância entre a barra do medidor traseiro e a aresta de corte. Quando se prime o botão '+', a barra do calibre traseiro desloca-se para trás, a leitura aumenta e pára quando atinge o interrutor de limite de curso máximo L/S 3. Quando se prime o botão '-', a barra do calibre traseiro desloca-se para a frente, a leitura diminui e pára quando atinge o interrutor de limite de curso mínimo L/S 4. A fábrica definiu o paralelismo do calibre traseiro, mas este pode ser calibrado, se necessário. Para remover o revestimento anti-ferrugem antes do corte, levar a barra do medidor traseiro para trás.
FOLGA DA LÂMINA
Tabela de folga da lâmina
Ajuste rápido da lâmina
Clearance
Fou espessura do material
Blade
Clearance
Posição de topo
1 a 2 mm
( 1/24'' a 1/12'' )
0,05 mm
(0.002")
2ª posição
3 a 4,5 mm
( 1/8" a 3/16'' )
0,3 mm
(0.012")
Posição mais baixa
5 a 6,5 mm
(5/24" a 13/48'' )
0,6 mm
(0.023")
Verificar a folga máxima
Coloque a alavanca de folga da lâmina na posição mais baixa.
Colocar o ângulo de inclinação a 3 graus no modo "AUTO".
Colocar o seletor no modo "MAN".
Prima o botão "↓" para baixar o suporte da lâmina superior, de modo a que o ponto de interceção das lâminas superior e inferior fique imediatamente antes da extremidade da lâmina (RHS)
Utilize um calibrador de folgas para verificar a folga no ponto de interceção, que deve ser de 0,6 mm (0,023")
Premir o botão '↑' para fazer subir o porta-lâminas superior até ao ponto de interceção imediatamente antes do início do corte
Utilize um calibrador de folga para verificar, deve estar a 0,6 mm (0,023")
Verificar a folga mínima
Colocar o seletor no modo "MAN".
Certifique-se de que as alavancas de folga rápida da lâmina estão definidas na 2ª posição (3 mm). Premir o botão '↓' até que o suporte superior da lâmina vá para a posição mais baixa.
Colocar as alavancas de folga rápida da lâmina na posição superior (1mm). Premir o botão '↑' até ao ponto de interceção no final do corte.
Efetuar a medição com o calibrador de lâminas, deve ser de 0,05mm (0,002"). Premir o botão ' ↑ ' até ao ponto de interceção no início do corte, fazer a medição, deve ler 0,05mm (0,002").
Atenção
Só é permitido pessoal experiente e qualificado
Recomenda-se que apenas pessoas experientes e qualificadas efectuem verificações de remoção da lâmina. Recomenda-se também que duas pessoas trabalhem em conjunto.
Procedimento correto
O calibre traseiro deve ser colocado na sua posição mais recuada (máximo para fora) antes de começar.
Segurança em primeiro lugar
Tenha muito cuidado ao definir ou verificar a folga da lâmina, pois um manuseamento incorreto pode resultar em danos excessivos na lâmina ou ferimentos pessoais.
MANUTENÇÃO
Óleo de lubrificação e hidráulico
Esta máquina de guilhotina requer óleo hidráulico de grau 68. Utilize apenas este mesmo tipo de óleo para reabastecimento ou substituição.
FIAT-HTF 68
ENERGOL HLP 68
ESSO NUTO H68
ÓLEO MOBIL-DTE 26
CONCHA-TELLUS S68
TOTAL-AZOLLA 68
Programa de lubrificação
Após as primeiras 1500 horas de trabalho, mudar todo o óleo da máquina. É importante drenar todo o óleo do depósito de óleo para remover quaisquer impurezas que possam ter entrado durante a montagem.
Substituir o filtro de óleo por um filtro de óleo do mesmo tipo.
Posteriormente, mudar o óleo a cada 5000 horas de trabalho.
Lubrificar todos os pontos dos casquilhos de lubrificação no conjunto do indicador traseiro de duas em duas semanas.
Calibração do medidor de dorso
O indicador traseiro da máquina foi corretamente calibrado na fábrica. No entanto, pode ser necessário recalibrar.
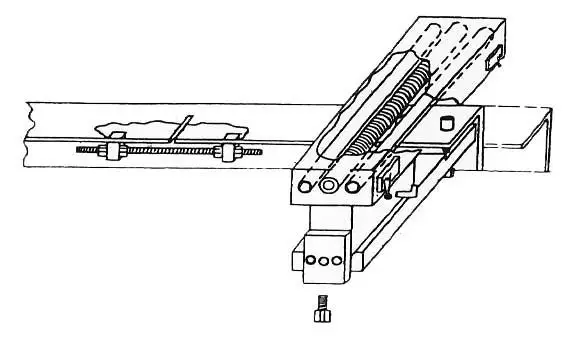
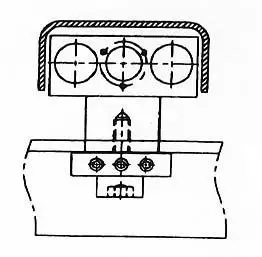
Procedimento para ajustar o paralelismo do gabarito traseiro
Desapertar sempre o parafuso M14 antes de efetuar qualquer ajuste.
Para reduzir a dimensão do gabarito traseiro, aparafusar o parafuso M8 e, em seguida, apertar os dois parafusos M6.
Para aumentar a dimensão do gabarito traseiro, desaparafusar os dois parafusos M6 e, em seguida, apertar o parafuso M8.
Apertar os parafusos M14 depois de concluída a calibração.
As lâminas de corte superior e inferior são intercambiáveis e idênticas. Coloque a folga da lâmina na sua posição maior (mais baixa).
Colocar a máquina de corte no modo "AUTO" e retirar os fios "F" e "S" do bloco de terminais para evitar qualquer comando de corte involuntário durante o trabalho na máquina.
Desligar a máquina. Retire primeiro a lâmina inferior e depois a lâmina superior. Solte todos os pequenos parafusos de fixação no suporte da lâmina superior.
Limpe as lâminas e o alojamento/assento da lâmina. Substituir primeiro a lâmina superior e depois a lâmina inferior.
Aperte os pequenos parafusos de ajuste no suporte superior da lâmina, se necessário, para reduzir a folga da lâmina.
Não se esqueça de verificar a folga mínima e de ajustar os pequenos parafusos de ajuste para fechar as lâminas, conforme necessário.
Não se esqueça de voltar a colocar os fios "F" e "S" nas suas posições originais antes de voltar a colocar a máquina em funcionamento.
CUIDADO: Apenas pessoal qualificado e experiente deve efetuar esta tarefa para evitar danos nas lâminas de corte/máquina ou potenciais ferimentos no pessoal.
Retificação de lâminas de cisalhamento
A lâmina da tesoura tem uma forma retangular e possui quatro arestas de corte. A retificação só é necessária quando os quatro gumes tiverem sido utilizados.
LEMBRE-SE: Retificar apenas a espessura, não a altura da lâmina.
Após a retificação, pode ser necessário fechar o suporte superior da lâmina, apertando o parafuso de aperto localizado perto da alavanca de folga rápida da lâmina, devido à perda de espessura de desbaste das lâminas de corte.
SISTEMA DE TRABALHO
Sistema hidráulico (consultar Circuito hidráulico - Drg. 9.1 (b) )
Quando o pedal é premido e mantido premido, as válvulas C e D são activadas, fazendo com que os grampos de placa desçam.
O interrutor de pressão acciona a válvula B, o que faz com que a lâmina superior desça e corte o material.
Quando o pedal é libertado no final do corte ou em qualquer ponto durante o corte, as válvulas A, D e G são activadas, fazendo com que a lâmina superior suba para o ponto morto superior e fique pronta para o próximo corte.
Para aumentar o ângulo de inclinação, as válvulas D e F são activadas.
Para diminuir o ângulo de inclinação, as válvulas D e E são activadas.
Sistema elétrico
No modo Auto, o contactor R4 é ativado durante o estado de repouso.
Quando o pedal é premido e mantido, o contactor R1 comanda a descida das pinças da placa e da lâmina.
Ao soltar o pedal para o curso ascendente, o contactor R2 deve ser ativado.
O contactor R3 (anti-repetição) está sob tensão enquanto o pedal estiver premido durante o curso ascendente da lâmina superior para evitar um segundo curso da lâmina superior.
O contactor A1 afasta o gabarito traseiro da aresta de corte.
O contactor A2 desloca o gabarito traseiro para a aresta de corte.
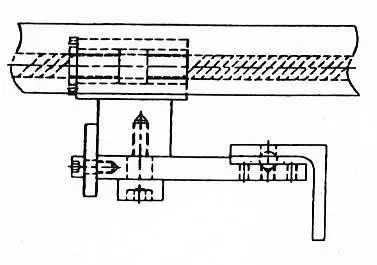
Medidor traseiro motorizado
O calibre traseiro serve como dispositivo de medição, parando a placa a ser cortada quando empurrada para a tesoura. Pode ser movido por meios eléctricos ou manuais, utilizando um par de parafusos de avanço precisos. Na máquina da série RAS, a leitura está localizada na frente da máquina e pode ser ajustada em incrementos de 0,1 mm. A barra de paragem traseira também pode ser alinhada para retidão ajustando os parafusos de ajuste e o contra-parafuso dentro da própria barra. É necessária uma lubrificação regular, com intervalos de uma vez por semana.
RESOLUÇÃO DE PROBLEMAS DE TESOURAS DE GUILHOTINA HIDRÁULICAS
A máquina de corte não consegue arrancar
Verificar a alimentação eléctrica de entrada
Verifique se a paragem de emergência está desbloqueada.
Verificar o fusível - 3 x 32A, 1 x 10A e 1 x 6A ainda não têm fusível.
Verificar a saída do transformador
A máquina de corte não pode cortar
Verifique se o seletor está no modo Auto.
Verificar se o interrutor de fim de curso L/S 2 está engatado.
Verificar se o motor está a rodar numa rotação correcta.
Verificar se o cabo da pá de pé não está partido.
Verificar se o micro-interrutor no interior da pá de pé está a funcionar.
Tagarelice do carneiro no curso descendente
A pressão de regulação do contrapeso é demasiado elevada
Basta soltar um pouco o parafuso de ajuste para baixar a regulação
A máquina de tosquia funciona sozinha
Certifique-se de que o micro-interrutor no interior da pá de pé não está danificado.
Os cabos das pás podem estar em curto-circuito entre si.
Fusível F2, 10A com fusível
Transformadores avariados, substituir
Fusível F3, 6A Fusível
Rectificadores avariados, substituir.
O grampo da placa desce, mas o suporte da lâmina superior não funciona
O interrutor de pressão não está a funcionar.
O fio do interrutor de pressão pode estar partido.
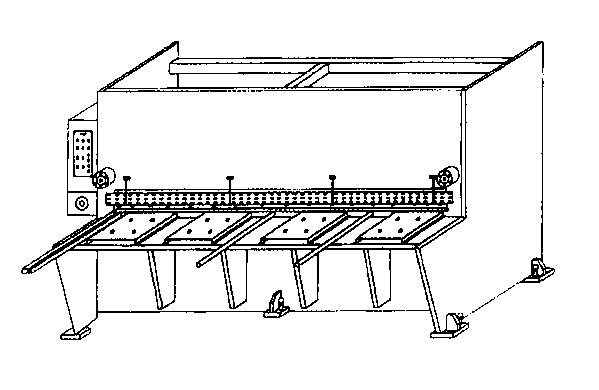
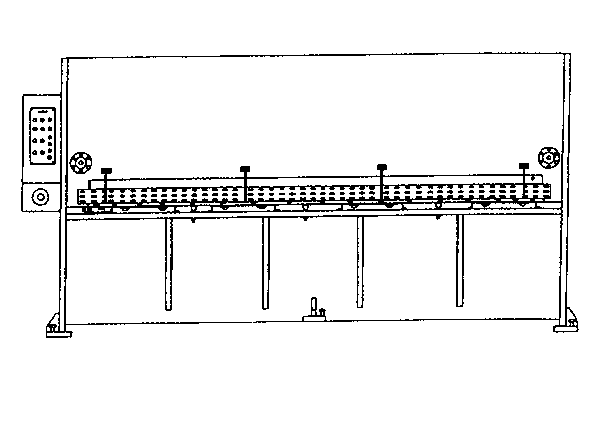
Tesouras guilhotina hidráulicas Desenhos e lista de peças sobressalentes
(A) VISTA FRONTAL
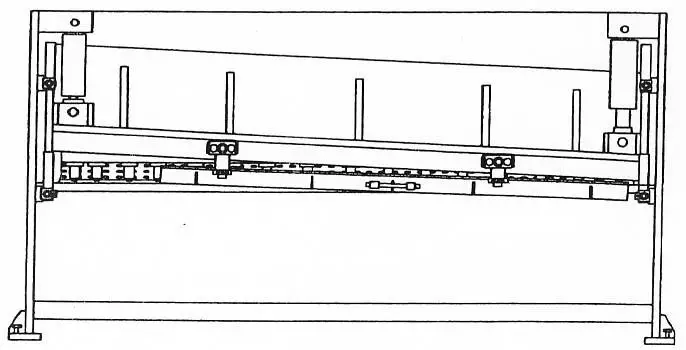
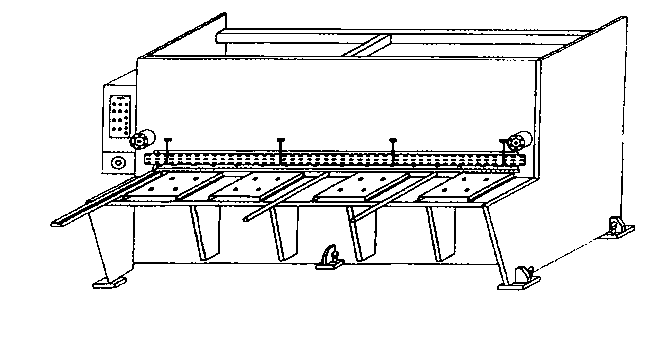
(B) VISTA TRASEIRA
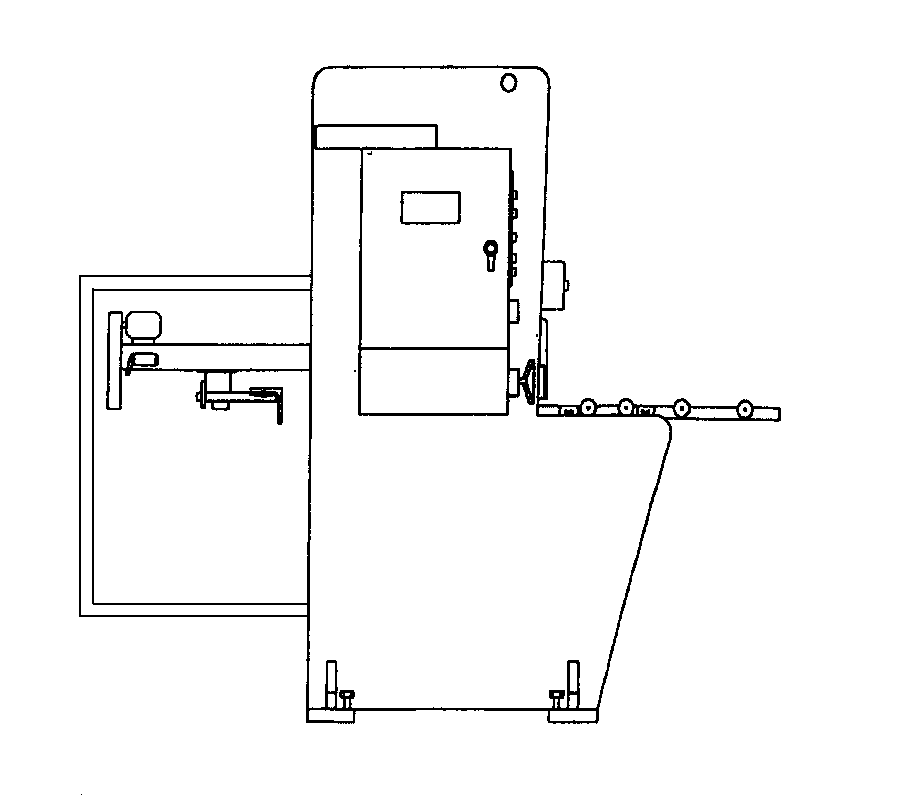
SIDE VIEW
LIFTING da Máquina de corte guilhotina hidráulica
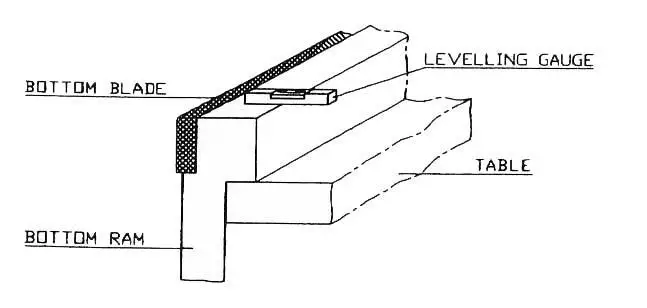
PLACINGIMENTO DO GABARITO DE NIVELAMENTO
NOTA: Certifique-se de que o calibre de nivelamento não está em contacto com a lâmina e coloque-o como indicado acima.
TESOURA DE GUILHOTINA CONJUNTO DE CALIBRE POSTERIOR
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se perguntou porque é que algumas chapas metálicas saem perfeitamente planas enquanto outras se deformam e distorcem? Este artigo revela os segredos por detrás das forças de corte nas tesouras de chapa rotativas. Aprenderá como...
Alguma vez enfrentou o desafio de mudar as lâminas de uma guilhotina hidráulica? Este guia detalhado acompanha-o ao longo do processo, garantindo segurança e precisão em cada passo. Desde a desmontagem inicial...
O que distingue as tesouras de guilhotina hidráulicas das tesouras de viga oscilante e porque é que estas distinções são importantes para os seus projectos de metalurgia? Este artigo explora as principais diferenças, incluindo o movimento da lâmina, a...
O que causa a falha do sistema hidráulico de uma guilhotina? Este artigo explora os problemas comuns, como a perda de pressão, o mau funcionamento das válvulas e a queda automática do calcador....
Já alguma vez se perguntou como é que uma máquina de corte guilhotina funciona com tanta precisão? Este artigo revela o intrincado funcionamento do seu sistema hidráulico, detalhando componentes como o motor, a bomba de óleo e...
Já alguma vez se perguntou como é que essas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulicas - os heróis desconhecidos da indústria de fabrico de metais....
Como pode garantir que a sua guilhotina funciona em segurança e dura mais tempo? Este artigo explora práticas de manutenção essenciais para tesouras de guilhotina, desde verificações diárias a revisões anuais. Ficará a conhecer as principais...
Já se interrogou sobre quais as empresas que lideram a indústria das máquinas de corte hidráulicas? Este artigo explora os 26 principais fabricantes a nível mundial, descrevendo em pormenor a sua história, especialidades e alcance global. Desde os mais antigos...
Já alguma vez se perguntou como é que máquinas poderosas transformam metal bruto em peças precisas e utilizáveis? Este artigo revela os segredos da máquina de corte hidráulica, uma maravilha da engenharia. Saiba como corta...