Manual de operação da máquina de trabalhar ferro hidráulica Q35Y (Download do diagrama)
Já se interrogou como é que o fabrico moderno consegue tanta precisão e eficiência? Entre na máquina de trabalhar ferro hidráulica - uma máquina versátil que corta, perfura, cisalha e dobra metal com facilidade. Neste artigo, irá explorar as suas funções, benefícios e a razão pela qual é indispensável em indústrias como a das pontes e das aplicações militares. Prepare-se para descobrir os segredos por detrás desta ferramenta poderosa!
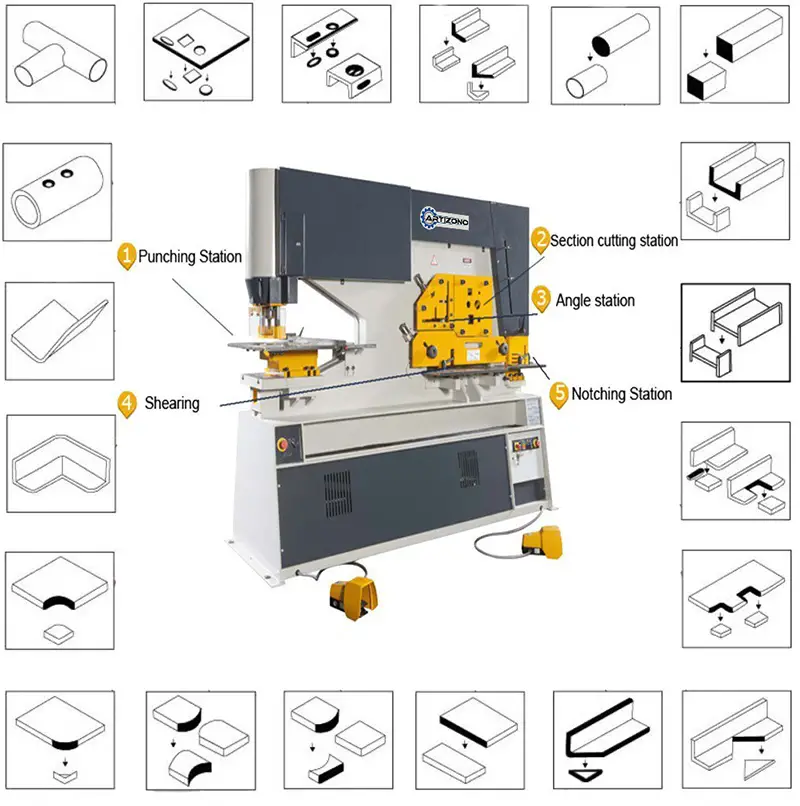
O que é uma máquina de trabalhar ferro hidráulica?
A máquina hidráulica para trabalhar ferro é uma máquina-ferramenta que combina várias funções, tais como corte de metais, perfuração, corte e flexão.
Também é conhecido como trabalhador hidráulico do aço.
Tem as vantagens de um funcionamento simples, baixo consumo de energia e baixo custo de manutenção.
É o equipamento preferido para o processamento de metais nas indústrias transformadoras modernas (como a metalurgia, pontes, comunicações, energia eléctrica, indústrias militares, etc.).
A máquina para trabalhar aço adoptou o sistema de condução hidráulica e tem um dispositivo de proteção de desempenho e sobrecarga.
Estrutura da máquina hidráulica para trabalhar ferro
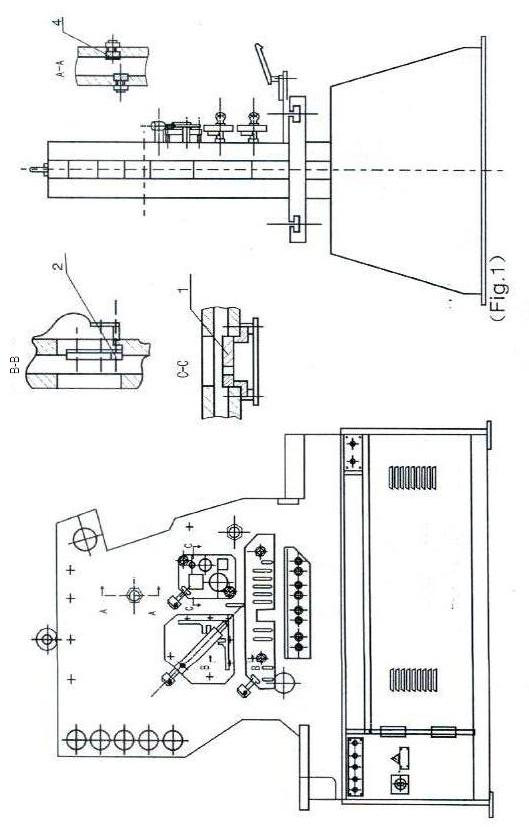
A cama pode ser vista na Fig. 1
Desenho de cama de ferreiro hidráulico
A cama do máquina para trabalhar ferro é composto por um corpo, um assento, um suporte para a secção, um suporte para o ângulo e uma mesa de corte.
O corpo e o assento são de construção soldada, os outros são de construção aparafusada, o que confere à máquina uma grande resistência e rigidez e permite uma desmontagem fácil durante a reparação da máquina de trabalhar ferro.
Uma almofada ajustável para limitar o movimento esquerda-direita da lâmina está montada na caixa esquerda-direita.
A estação de corte angular está equipada com um suporte ajustável para segurar o ângulo a ser cortado.
Com a abertura quadrada e redonda de vários tamanhos na lâmina de corte de secção, a máquina para trabalhar ferro é capaz de cortar várias barras quadradas e redondas.
A mesa de corte está equipada com um suporte robusto que é ajustável a qualquer espessura de material e com um dedo de paragem para permitir o corte preciso de ângulos e barras planas em qualquer ângulo.
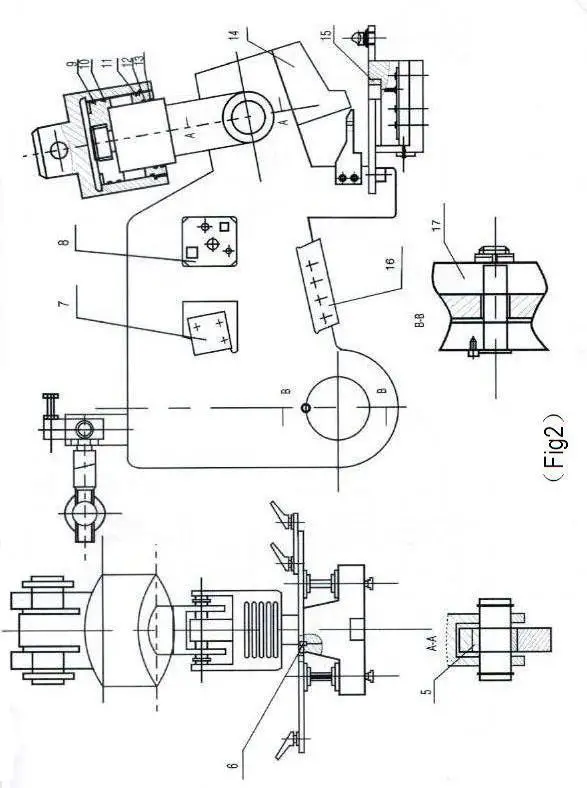
Estação de corte de secções (Fig. 2)
Desenho de estação de corte de secções de ferreiro hidráulico
Esta estação está equipada de série com lâminas, que é uma estrutura sólida e tem quatro aberturas para cortar barras angulares, redondas, quadradas, planas e entalhes chapa de aço.
Com ferramentas adicionais nas barras quadradas e redondas, também é possível cortar aberturas de canais e barras de vigas.
A viga está ligada ao cilindro de óleo e a extremidade superior está articulada com a estrutura.
Acionado pelo cilindro de óleo, o feixe oscila para efetuar o corte.
A lâmina de entalhe superior é fixada na viga.
Existem 3 lâminas inferiores que são fixadas separadamente no assento da matriz com cabinas, e as lâminas de entalhe de ambos os lados podem ser ajustadas para permitir uma folga de corte suficiente.
Na mesa de entalhar estão instalados um calibre lateral e um calibre traseiro para permitir que a placa seja entalhada na posição correcta.
Furo de perfuração (Fig. 3)
Desenho de furo para perfuração hidráulica
O punção é fixado na extremidade inferior da haste do pistão do cilindro de óleo com uma porca de bloqueio e a matriz é fixada no adaptador.
Depois de o punção e a matriz estarem alinhados um com o outro, os parafusos devem ser apertados.
Para perfurar orifícios quadrados e redondos longos, existe uma guia na superfície lateral da haste do pistão, além disso, ao longo da ranhura de posicionamento redonda é fresada na almofada e na parte superior do punção para evitar que o punção seja rodado.
Com ferramentas adicionais nesta estação, podem ser efectuados trabalhos de dobragem, entalhe de tubos, perfuração de persianas, perfuração de grandes orifícios, canal, viga, perfuração de rede.
Sistema hidráulico
1) Após o arranque do motor, o fluxo de óleo, que é comprimido pela bomba (1), regressa ao reservatório de óleo através da válvula solenoide (4) para permitir a descarga da bomba.
2) Ao rodar o botão de modo para a posição "SINGLE" e ao premir o pedal para perfurar o furo, o eletroíman YV5b é ligado, o óleo hidráulico flui para a câmara superior da unidade de perfuração através da válvula(3), o óleo na câmara inferior regressa ao depósito de óleo através da válvula(3), pelo que o perfurador se desloca para baixo para executar a perfuração.
Quando o punção toca no interrutor de fim de curso no ponto morto inferior, YV5b é desligado, a bomba é colocada em descarga, pelo que o punção é parado. Quando o pedal é libertado e YV5a é ligado, o óleo hidráulico flui para a câmara inferior do cilindro hidráulico, o punção move-se para cima para tocar no interrutor de fim de curso no ponto morto superior, pelo que YV5a é desligado e o punção é parado no ponto morto superior.
Da mesma forma, ao pressionar o pedal da secção de corte, YV7b é ligado, o óleo entra na câmara superior do cilindro de óleo para a secção de corte, o óleo na câmara inferior retorna ao tanque de óleo através da válvula solenoide (3), de modo que a lâmina se move para baixo para realizar o trabalho de corte.
Quando a lâmina toca no interrutor de limite no ponto morto baixo, YV7b é desligado, a lâmina é parada no ponto morto.
Quando o pedal é libertado, o YV7a é ligado, o óleo entra na câmara inferior do cilindro de óleo para o cilindro de corte, o óleo na câmara superior regressa ao depósito de óleo, de modo que a lâmina se move para cima, quando a lâmina toca no interrutor de limite no ponto morto superior, está lá.
3) Ao rodar o botão de modo para a posição "INCHING" e ao premir o pedal para perfurar o furo, o eletroíman YV5b é ligado, uma parte do óleo hidráulico entra na câmara superior do cilindro de óleo para perfurar o furo,
4) A pressão máxima de trabalho no sistema hidráulico é de 250kgf/cm 2(24. 5MPa). A gama de regulação da pressão na válvula de descarga é de 25 MPa. Todo o sistema hidráulico está protegido contra sobrecarga pela válvula de descarga.
5) A máquina de corte de aço está equipada com um manómetro que é utilizado para verificar a pressão no sistema hidráulico e ajustar a pressão após a substituição dos elementos hidráulicos.
Para o utilizar, retira-se o parafuso da extremidade do bloco de válvulas, monta-se o manómetro e aperta-se, depois liga-se a torneira do manómetro.
A válvula de pressão é indicada no manómetro durante o funcionamento.
A pressão no sistema hidráulico antes da entrega da máquina foi corretamente ajustada para o valor máximo de trabalho, pelo que não deve ser reajustada à sua escolha.
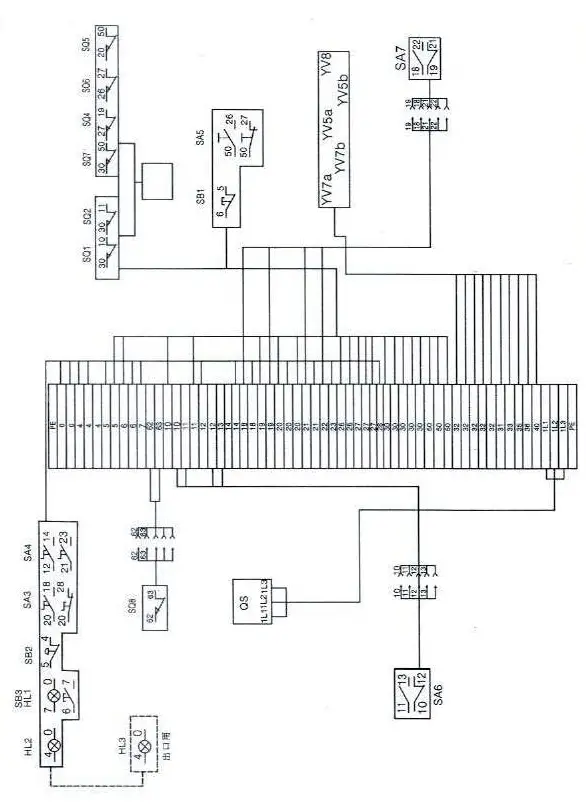
A máquina hidráulica para trabalhar aço adopta o sistema elétrico de A. C trifásico e 208/220/440V 50HZ no circuito principal e monofásico 24V e 6V vem de um transformador no circuito de controlo e circuito de sinal.
A estação de corte de secções está equipada de série com um fundo de pressão para a paragem de emergência.
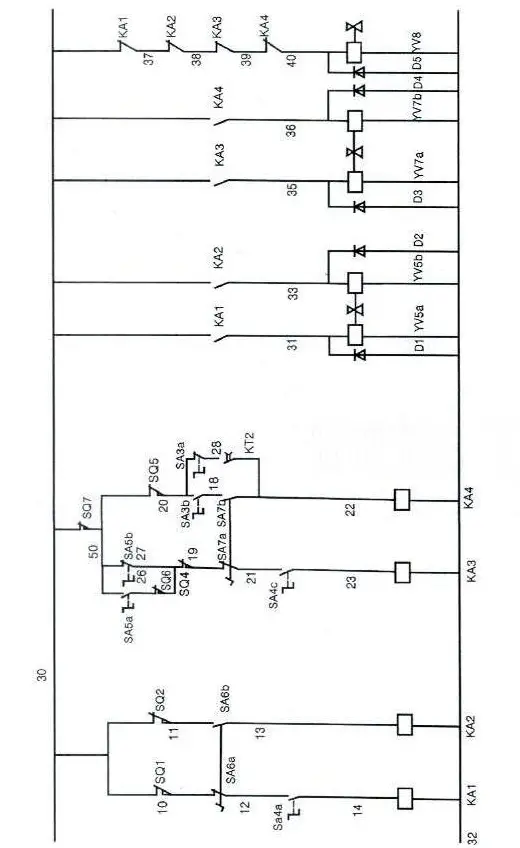
De acordo com o pedido da tecnologia da máquina, o sistema elétrico inclui:
Os modos de trabalho "NORMAL" e "JOG" são seleccionados rodando o botão SA4.
O curso vertical do punção é controlado pelos interruptores de limite SQ1 e SQ2. O movimento para cima e para baixo do corte de secção é controlado separadamente pelos fins de curso SQ4 e SQ5, SQ6 e SQ5 são utilizados para controlar o movimento para cima e para baixo do cilindro de entalhe. A mudança entre o entalhe e o corte da secção é controlada por SA5.
A SQ7 está localizada na parte superior da peça de entalhe para proteção segura. Quando se levanta a tampa de segurança, a secção de corte não se move.
A alimentação eléctrica e o funcionamento da bomba de óleo são indicados HL1 e HL2.
(2) Arranque e paragem do motor:
Ao premir o botão SB3, o motor da bomba de óleo arranca, ao premir o botão SB1 ou SB2, o motor pára. A proteção contra curto-circuito e sobrecarga é executada por um interrutor automático.
(3) Processo de funcionamento:
1) Curso simples
Rodando o interrutor SA4 para o modo de posição "NORMAL" e pisando o pedal SA6 ou SA7, KA2 ou KA4 obtêm energia, ao mesmo tempo que YU5b ou YU7b também obtêm energia, pelo que o pistão de perfuração ou o pistão de corte de secção se move para baixo. Assim que tocam no interrutor de fim de curso SQ2 ou SQ5, KA1 ou KA3 recebem energia, KA2 ou KA4 perdem energia YU5b ou YU7b são desligados, os pistões de reboque deixam de se mover para baixo, simultaneamente, KA1 ou KA3 ligam-se YV5a ou YV7a ligam-se, os dois pistões começam a regressar.
Quando tocam no interrutor de fim de curso SQ1, SQ4 ou SQ6, o retorno termina.
Quando o cilindro vai para a posição intermédia. Soltar SA6 ou SA7 para meia posição, KA2 ou KA4 perdem potência. YV5b ou YV7b perdem a potência e o cilindro pára.
Ao soltar o pedal SA6 ou SA7, este regressa.
2) Ajustamento do almoço
Ao rodar o interrutor SA4 para a posição de modo "JOG" e ao carregar no pedal SA6 ou SA7, KA6 é ligado, de modo que o pistão de perfuração ou os pistões de corte de secção e de entalhe se movem lentamente para baixo, quando tocam no interrutor de limite SQ2 ou SQ5, KA3 ou KA6, YU5b ou YU7b são desligados, de modo que os dois pistões deixam de se mover para baixo, quando o pedal SA6 ou SA7 é libertado.
Dois pistões não podem mover-se para cima. Para voltar ao ponto morto superior, o interrutor SA4 deve ser colocado na posição de modo "NORMAL".
3) Dispositivo de medição da retaguarda
Ao colocar o interrutor SA3 na posição automática, rodar o SA4 para a posição "NORMAL", colocando o material de corte na contra-medida premindo o interrutor SQ8.
O corte de secção começa a ser executado depois de o retardador de tempo KT2 atrasar alguns segundos quando a KA5 recebe energia.
Ao tocar no interrutor de fim de curso SQ5, o cilindro de corte de secção regressa ao ponto morto superior. A ação de corte está concluída.
Lista de elementos eléctricos
Símbolo
N.º Nome
Dados técnicos
Quantidade
Tipo
SB1-2
Botão de pressão
Cabeça de cogumelo vermelho
2
XB2-BS542C
SB3
Botão de arranque
Verde φ22
1
XB2BW337B1C
SA3-5
Interruptor de fim de curso
Preto φ22
3
XB2BD217
SQ1-2
Interruptor de fim de curso
2
Z-15GW22-B
SQ4-6
Interruptor de fim de curso
3
Z-15GW22-B
QS
Interruptor de carga
V2
1
VAR10
KM1
A. Contactor C.
24V
1
LC1-D3210
KA1-4
Reembolso intermédio
24V 5A
4
MY4
FU1-4
Fusível
6A
4
C45N
FU5-6
Fusível
6A
2
C45N
HL2
Luz de sinalização
24V verde
1
XB2-EV136
VC
Retificador de silício
2A
1
KBPC20-10
V
Supressor de sobrecorrente
1
3TX3-221A
TC
Transformador
440V 220V208V 250VA/29V 24V
1
JBK3-250
SA6-7
Interruptor do pedal
SFM-1
2
SQ7
Interruptor de fim de curso
1
4MC-5000
QF
Disjuntor do motor
25-40A
1
GV2-M
SQ8
Interruptor de fim de curso
1
Z-15G-B
Içamento, instalação e preparação antes do teste de funcionamento
Içamento
A máquina hidráulica para trabalhar ferro está equipada com um anel de elevação, montado na parte superior da máquina.
Todas as operações de elevação e de manobra devem ser efectuadas com este anel, juntamente com uma corrente ou uma funda com a classificação adequada.
O anel pode ser retirado, se desejado, após a colocação final da máquina. Não utilizar corrente e linga sob a máquina de trabalhar ferro.
A fundação com furos para os parafusos de ancoragem deve ser preparada antes de colocar a máquina.
Só depois de a base de betão estar bem assente é que a máquina pode ser colocada sobre ela.
Em seguida, nivele a máquina com um medidor de nível, monte os parafusos de ancoragem, coloque o betão líquido no fundo do corpo da máquina e nos orifícios para os parafusos de ancoragem.
Depois de o betão estar endurecido, nivelar a mesa de trabalho da estação de perfuração da máquina (a coerência admissível é de 100:0. 2) e, em seguida, apertar os parafusos de ancoragem.
Preparação antes da realização do ensaio
Limpar e remover a massa à prova de ferrugem da matriz e da lâmina da máquina, inspecionar se todas as peças, o fio de alimentação e a linha de terra estão em boas condições, e todos os pontos de lubrificação devem ser lubrificados.
Sistema de lubrificação
A máquina hidráulica para trabalhar ferro adopta um sistema de lubrificação centralizado com pistola de óleo manual.
Para aumentar a viscosidade do lubrificante, a bomba de óleo deve ser vertida com uma mistura de 4:1 de óleo mecânico #35 e massa lubrificante à base de cálcio.
Acionar a bomba 2/3 vezes por dia para garantir óleo suficiente em todos os pontos de lubrificação.
Ajuste da máquina de trabalhar ferro hidráulica
Perfuração
1) Ajuste do curso de perfuração (Fig. 3)
Existem blocos de paragem do interrutor de limite superior e inferior, que podem ser ajustados verticalmente, no lado direito da estação de perfuração.
De acordo com a posição pretendida, os blocos são fixados na haste de guia, que está montada na haste do pistão e pode ser movida com ela, através de um parafuso de ajuste.
2) Ajuste do punção e da matriz
Desapertar o parafuso de ajuste do suporte da matriz e rodar o botão para a posição "INCHING" para fazer com que a haste do pistão no cilindro de perfuração se desloque para baixo por centímetros e o punção se alinhe com a matriz, assegurando uma boa distribuição da folga entre eles.
Em seguida, fixar a almofada na mesa de trabalho através do parafuso de ajuste e fazer com que o punção volte ao ponto morto superior, de modo a que o ajuste antes de operação de perfuração está terminado.
Existem dois orifícios para a montagem das matrizes ou do suporte O orifício maior é utilizado para montar a matriz para perfurar um orifício grande na placa fina; o outro é utilizado para montar a matriz para perfurar um orifício com um diâmetro inferior a 30 mm e para perfurar o flange do canal e da barra angular.
3) Ajuste da unidade de retenção
A unidade de fixação deve ser corretamente ajustada para permitir um manuseamento fácil dos materiais.
Em geral, a distância entre a parte inferior do suporte e a parte superior da matriz deve ser ajustada para 1,2 vezes a espessura da placa a ser perfurada.
Para regular a fixação, basta rodar uma porca com rosca esquerda ou direita ligada à unidade de furação.
4) Substituição de punções e matrizes
Desapertar a porca fixa com uma chave inglesa, o punção pode ser retirado.
Após a montagem de um novo punção, a porca é apertada (as dimensões de montagem das extremidades de vários punções são as mesmas para permitir uma substituição fácil).
O processo de substituição da matriz é muito fácil e simples.
Corte de barras planas
Quer se trate de cortar barras planas, cortar perfis ou fazer entalhes, a folga da lâmina deve ser corretamente ajustada em primeiro lugar.
Como mostra a figura 1, há seis coxins (4) na carcaça direita do corpo da máquina.
Ajustando o parafuso e a porca nos calços, é possível obter a folga correcta da lâmina entre a caixa esquerda e os calços.
1) Ajuste da folga da lâmina
Os parafusos de regulação estão posicionados à volta dos parafusos de fixação estáveis para apoiar e repor o lâminas de corteacessível quando a mesa de corte é retirada.
Rodando estes parafusos, obtém-se a folga adequada entre as lâminas estáveis e móveis.
Deve ser mantida uma distância uniforme entre eles ao longo de todo o comprimento da lâmina.
Em geral, esta folga deve ser 10% a espessura da chapa a cortar.
Após o ajuste, voltar a montar a mesa de corte.
2) Substituir a lâmina
Tanto a lâmina superior como a inferior têm quatro gumes.
Depois de rodar as lâminas 4 vezes, deve ser efectuada a retificação ou a substituição da nova lâmina.
Após a substituição, deve ser tida em conta a folga de reajuste das lâminas.
Corte em ângulo
1) Ajuste da folga da lâmina
A unidade de corte angular está equipada com uma lâmina estável, composta por duas lâminas que estão em esquadria uma em relação à outra.
Os parafusos de regulação estão posicionados à volta dos parafusos de fixação da lâmina para suportar as lâminas de corte.
Rodando os parafusos de ajuste, pode obter-se a folga adequada entre a lâmina estável e a lâmina móvel no carro.
É importante que exista uma folga uniforme entre as lâminas estáveis e móveis ao longo de todo o comprimento da lâmina e deve ter-se o cuidado de assegurar que a lâmina estável está paralela à lâmina móvel.
Esta folga, em geral, é 10% de espessura uniforme do flange angular a cortar.
Após o ajuste, o suporte angular é montado.
2) Substituir a lâmina
Tanto a lâmina horizontal como a vertical da unidade de lâmina estável têm quatro arestas de corte.
Desbastar ou substituir as lâminas por lâminas novas depois de as rodar quatro vezes.
A lâmina móvel é fixada num carro por parafusos.
Depois de retificar ou substituir as lâminas rombas, a folga da lâmina deve ser reajustada.
Corte de barras redondas e quadradas
1 ) Ajustar a folga
Existem dois blocos de paragem em forma de ângulo, que suportam a lâmina estável e são fixados na caixa por parafusos, em ambos os lados da lâmina estável.
Os parafusos de ajuste estão posicionados à volta dos parafusos de fixação para ajustar a folga entre o bloco de paragem angular e a caixa, e a folga entre a face de apoio encaixada no bloco de paragem angular e a lâmina estável, e a caixa.
Assim, é efectuado o ajuste da folga entre a lâmina estável e a lâmina móvel fixada no carro.
Depois de o fazer, o apoiante do perfil é montado.
2) Substituir a lâmina
Retirar o carro e soltar o bloco de paragem angular para substituir a lâmina antiga por uma nova. Após a substituição, deve ser efectuado um reajuste da folga.
Entalhe
1) Ajuste da folga da lâmina
Deslocando a almofada da lâmina superior, esta fica paralela à do punção para permitir uma folga adequada e, em seguida, fixar a almofada na mesa com o parafuso.
Os parafusos de regulação são colocados à volta do parafuso de fixação para ajustar as lâminas de ambos os lados do punção, assegurando uma folga adequada que é 10% da espessura da chapa a cortar.
Depois disto, a mesa de entalhar é montada.
2) Substituir a lâmina
Todas as lâminas do molde têm quatro arestas. Após quatro substituições, é necessário retificar ou substituir por lâminas novas.
A lâmina superior é fixada no punção por um parafuso, soltar o parafuso e substituir a lâmina antiga por uma nova.
Após a substituição, deve ser efectuada uma nova regulação da folga.
Corte angular de aço a 45º
O corte angular de aço a 45º pode ser efectuado na posição da secção da figura (1) B-B.
Teste de funcionamento e operação de uma máquina de trabalhar ferro hidráulica
Teste de funcionamento e reparação antes da operação
1) Deitar óleo hidráulico filtrado suficiente (fornecido pelo próprio utilizador) no depósito de óleo.
2) Verificar se a folga das lâminas é correcta, ajustá-la se necessário.
3) Ligar a fonte de alimentação e verificar se a ação dos vários elementos eléctricos está correcta, se a instalação é adequada.
Premir e pisar todos os botões de pressão, interruptores de fim de curso, pedais, etc., para observar as acções do eletroíman e a repetição é útil.
4) Colocar o motor em funcionamento para verificar se o sentido de marcha está correto, se a pressão no sistema hidráulico está de acordo com as exigências, se a pressão de transbordo na válvula de transbordo está de acordo com as exigências e se a ação da válvula de comutação é útil.
Execução e preparação do ensaio
Depois de terminar todos os trabalhos de preparação antes do ensaio, o ensaio e o processo de funcionamento podem ser efectuados.
O processo de funcionamento é o seguinte:
1) Pressionando o botão de funcionamento e ligando a fonte de alimentação, acende-se uma luz de sinalização verde para indicar que o sistema elétrico foi ligado e que o funcionamento pode ser iniciado.
2) Ligar o motor, lubrificar as câmaras superior e inferior do cilindro de perfuração e do cilindro de corte da secção, para verificar se o punção e a lâmina de corte da secção conseguem atingir o ponto morto superior e inferior.
3) Teste de funcionamento em ciclo de marcha lenta, teste de avanço gradual e curso único para perfuração e corte de secção em ordem.
Durante o teste, as circunstâncias de funcionamento de várias partes devem ser verificadas cuidadosamente. Se alguma delas estiver avariada, depois de resolvidos os problemas, pode ser efectuado um novo teste.
4) A pressão deve ser adicionada passo a passo no ensaio de carga. O número de vezes que o ensaio de corte ou perfuração é efectuado na capacidade máxima não deve ser inferior a 3 vezes.
Segurança e manutenção de máquinas de trabalhar ferro hidráulicas
As coberturas de proteção são provadas em cada estação, não devendo as mãos e as ferramentas ser esticadas para dentro da cobertura, para além de ser necessário ter cuidado com os seguintes pontos
1) O operador deve estar familiarizado com o manual de instruções da máquina e possuir uma determinada técnica de funcionamento.
2) O isolamento elétrico e a ligação à terra devem estar em boas condições.
3) Os trabalhos de perfuração e de entalhe não devem ser efectuados simultaneamente.
4) Não efetuar operações de sobrecarga. (Resistência à tração do material=450N/mm, a dureza do material=HB180).
5) Manter todos os bordos das lâminas afiados.
6) A cicatriz de soldadura e a rebarba não devem permanecer nas superfícies da placa a ser perfurada ou cortada.
7) Para garantir um trabalho seguro de perfuração e corte, a unidade de retenção deve ser ajustada de acordo com qualquer espessura de material dentro da capacidade de corte da máquina.
8) Depois de substituir as lâminas, a sua folga deve ser verificada novamente, ajustando-a se necessário.
9) Verificar regularmente se as ligações de todas as peças estão em boas condições; se for detectada uma circunstância anormal, a máquina deve ser parada para ser reparada atempadamente.
10) Lubrificar todos os pontos de lubrificação de acordo com o período de funcionamento para evitar danificar as superfícies de trabalho.
Lista de peças de desgaste e de peças de máquinas de trabalhar ferro hidráulicas a adquirir
Não.
Nome
Espec.
Quantidade
1
Manga
1
2
Bloco de fricção
3
3
Parar a execução do bloco
1
4
Anel de vedação em forma de YX
D165
2
5
Anel de vedação em forma de O
130×3. 1
1
6
-fazer-
165×5. 7
1
7
Anel de vedação em forma de YX
d125
1
8
Anel à prova de pó
125
1
9
Anel de vedação em forma de YX
D200
2
10
Anel de vedação em forma de O
135×5. 7
2
11
-fazer-
200×5. 7
1
12
Anel de vedação em forma de YX
d125
1
13
Anel à prova de pó
125
1
14
SF-1 Rolamento composto de material composto
5560
1
Lista de acessórios equipados com a máquina hidráulica para trabalhar ferro
Não.
Nome
Especificação ou tipo
Quantidade
1
Pedal
Y13-11
2 unidades
2
Chave do dispositivo de encravamento
2 unidades
3
Chave hexagonal
S=3-19
1 conjunto
4
Chave em forma de gancho
D=90-95
1 unidade.
5
Galo de descarga
1 unidade.
6
Unidade de Manómetro
1 conjunto
7
Anel de vedação em forma de O
130×3. 1(GB1235-76)
1 unidade.
8
-fazer-
165×5. 7(GB1235-76)
1 unidade.
9
-fazer-
200×5. 7(GB1235-76)
1 unidade.
10
-fazer-
135×5. 7(GB1235-76)
2pc.
11
Anel à prova de pó
125
2 unidades
12
SF-1 Rolamento de material composto
5560(SF-1)
1 unidade.
13
Pistola de óleo
Capacidade:200cm³
1
LISTA DE EMBALAGEM
Não.
Nome
Especificação ou tipo
Quantidade
1
Manual de operação
1 cópia
2
Certificado de teste
1 cópia
3
Lista de embalagem
1 cópia
4
Pedal
SFM-1
2 unidades
5
Parafuso de terra
M16×300
4 unidades
6
Chave da unidade de interbloqueio
2 unidades
7
Unidade de Manómetro
1 conjunto
8
Chave em forma de gancho
D=90-95
1 unidade
9
Cozinheiro de descarga
1 unidade
10
Chave hexagonal Chave inglesa
S=3-19
1 conjunto
11
Anel de vedação em forma de O
130×3. 1(GB1235-76)
1 unidade
12
-fazer-
165×5. 7(GB1235-76)
1 unidade
13
-fazer-
200×5. 7(GB1235-76)
1 unidade
14
-fazer-
135×5. 7(GB1235*5. 7)
2 peças
15
Anel à prova de pó
125
2 unidades
16
SF-1 Rolamento de material composto
5560(SF-1)
1 unidade
17
Pistola de óleo
Capacidade:200cm
1
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}