Já alguma vez se perguntou como é que aquelas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulicas - os heróis desconhecidos da indústria de fabrico de metais. Nesta publicação do blogue, vamos mergulhar na fascinante mecânica por detrás destas poderosas máquinas e explorar a forma como moldam o mundo à nossa volta, desde navios a arranha-céus. Prepare-se para ficar espantado com a força e a delicadeza da tecnologia de corte hidráulico!
Uma máquina de corte hidráulica é uma peça especializada de equipamento concebida para cortar placas de metal com precisão. Funciona utilizando uma lâmina superior móvel e uma lâmina inferior fixa para aplicar uma força de corte a placas de metal de diferentes espessuras. Este processo resulta na separação das placas de metal em tamanhos desejados, conseguida através da utilização de uma folga adequada da lâmina.
Principais características e funcionalidades
Mecanismo da lâmina: A máquina é constituída por uma lâmina superior que se desloca verticalmente e uma lâmina inferior que permanece imóvel. A ação de cisalhamento ocorre quando a lâmina superior desce, cortando a placa metálica posicionada na lâmina inferior.
Sistema hidráulico: O movimento da lâmina superior é acionado por um sistema hidráulico, que fornece a força e o controlo necessários para um corte preciso. Este sistema garante um funcionamento suave e homogéneo, permitindo o processamento de várias espessuras de metal.
Folga da lâmina: O espaço entre as lâminas superior e inferior, conhecido como folga da lâmina, é ajustável. A folga correcta da lâmina é crucial para obter cortes limpos e minimizar a deformação do material. A folga é definida com base na espessura e no tipo de material que está a ser processado.
Aplicações em vários sectores
As máquinas de corte hidráulicas são um tipo de maquinaria de forjamento utilizada principalmente para o processamento de metais. São amplamente utilizadas em vários sectores devido à sua versatilidade e eficiência. Alguns dos principais sectores que beneficiam das máquinas de corte hidráulicas incluem:
Aviação: Para cortar chapas metálicas utilizadas no fabrico e manutenção de aeronaves.
Indústria ligeira: Na produção de bens de consumo e na produção em pequena escala.
Metalurgia: Para transformar matérias-primas metálicas em formas utilizáveis.
Indústria química: No fabrico de equipamentos e contentores utilizados no processamento de produtos químicos.
Construção: Para cortar componentes metálicos utilizados na construção civil.
Construção naval: Na construção e reparação de navios, onde é necessário cortar com precisão grandes placas de metal.
Automóvel: Para o fabrico de peças de carroçaria e outros componentes.
Energia eléctrica: Na produção de componentes de infra-estruturas eléctricas.
Aparelhos eléctricos: Para a realização de peças metálicas utilizadas em aparelhos domésticos e industriais.
Decoração: No fabrico de elementos metálicos decorativos para fins arquitectónicos.
As máquinas de corte hidráulicas desempenham um papel crucial na produção industrial moderna, fornecendo capacidades de corte de metal precisas e eficientes. A sua utilização generalizada em várias indústrias realça a sua importância nas operações de fabrico e processamento. Ao compreender a funcionalidade e as aplicações destas máquinas, as indústrias podem otimizar os seus processos de produção e obter resultados de alta qualidade.
Uma máquina de corte hidráulica é um tipo de equipamento industrial utilizado para cortar chapas e folhas de metal. Funciona com um sistema hidráulico para gerar a força necessária para o corte. Esta máquina é amplamente utilizada em várias indústrias devido à sua precisão, eficiência e capacidade de lidar com diferentes espessuras de materiais metálicos.
Principais componentes e funções
Cilindro de retenção:
O cilindro de retenção é acionado pelo sistema hidráulico para fixar firmemente a chapa metálica durante o processo de corte. Isto assegura que o material não se desloca, conduzindo a cortes precisos e limpos.
Cilindros de óleo esquerdo e direito:
Estes cilindros controlam o movimento da lâmina. Fazem subir e descer o suporte da lâmina, permitindo a ação de corte. A sincronização destes cilindros é crucial para manter a precisão do corte.
Porta-lâminas e lâminas:
A lâmina superior é montada no suporte da lâmina, enquanto a lâmina inferior é fixada nos suportes da lâmina. As lâminas são posicionadas com uma folga adequada entre elas, que é ajustável com base na espessura da chapa metálica que está a ser cortada. Esta folga é essencial para aplicar a força de corte correcta para obter um corte limpo sem danificar o material.
Aplicações
As máquinas de corte hidráulicas são utilizadas numa variedade de indústrias devido à sua versatilidade e eficiência. Alguns dos principais sectores incluem:
Produção de aço: Corte de chapas e folhas de aço com dimensões específicas para posterior transformação.
Construção naval: Fabrico de componentes metálicos para estruturas de navios.
Fabrico de automóveis: Produção de peças e painéis para veículos.
Produção de contentores: Criação de contentores e caixas metálicas.
Aparelhos de interrutor elétrico: Fabrico de componentes para aparelhos eléctricos.
Fabrico de máquinas: Produção de peças para vários tipos de máquinas.
Indústria ligeira: Corte de chapas metálicas para bens de consumo e outras aplicações industriais ligeiras.
Vantagens
Precisão: As máquinas de corte hidráulicas oferecem uma elevada precisão de corte, o que é essencial para aplicações que exigem tolerâncias apertadas.
Eficiência: Estas máquinas podem tratar rapidamente grandes volumes de material, o que as torna ideais para a produção industrial.
Versatilidade: Podem cortar uma vasta gama de materiais e espessuras de metal, proporcionando flexibilidade nos processos de fabrico.
Segurança: As máquinas de corte hidráulicas modernas estão equipadas com dispositivos de segurança para proteger os operadores e garantir um funcionamento seguro.
Princípio de funcionamento da máquina de corte hidráulica
A máquina de corte hidráulica funciona com base no princípio do corte por cisalhamento, em que a chapa metálica é cortada pelo movimento relativo de duas lâminas. O processo é acionado por um sistema hidráulico que fornece a força necessária e o movimento controlado. Aqui está uma explicação mais pormenorizada do princípio de funcionamento:
Unidade de potência hidráulica: O funcionamento da máquina começa com uma unidade de energia hidráulica, que consiste num motor elétrico, uma bomba hidráulica e um reservatório de fluido. Esta unidade gera e mantém a pressão hidráulica necessária para a ação de corte.
Lâminas superior e inferior: A máquina possui dois componentes de corte principais - uma lâmina superior (também designada por cilindro) e uma lâmina inferior (frequentemente estacionária). A lâmina superior é móvel e está ligada a cilindros hidráulicos.
Movimento da lâmina: Quando ativado, o sistema hidráulico conduz a lâmina superior para baixo de forma controlada. O movimento é normalmente guiado por rolamentos lineares de precisão para garantir a exatidão.
Ação de corte: À medida que a lâmina superior desce, entra em contacto com a chapa metálica posicionada na lâmina inferior. A força contínua para baixo faz com que o metal se deforme plasticamente e acabe por se separar ao longo da linha de corte.
Folga da lâmina: O espaço entre as lâminas superior e inferior, conhecido como folga da lâmina, é crucial para cortes limpos e é normalmente ajustável com base na espessura e no tipo de material.
Mecanismo de retenção: Muitas tesouras hidráulicas incorporam um sistema de retenção que fixa a peça de trabalho durante o corte, evitando a distorção e assegurando um corte reto.
Retorno da lâmina: Depois de concluído o corte, o sistema hidráulico retrai a lâmina superior para a sua posição original, preparando a máquina para a operação seguinte.
Sistema de controlo: As máquinas de corte hidráulicas modernas possuem frequentemente sistemas de controlo computorizados que permitem um ajuste preciso dos parâmetros de corte, como a folga da lâmina, o ângulo de corte e o comprimento do curso.
Este processo de acionamento hidráulico permite que a máquina de corte forneça forças de corte elevadas com um controlo preciso, tornando-a adequada para uma vasta gama de espessuras e materiais de chapa metálica.
Diferentes tipos de máquinas de corte hidráulicas
As máquinas de corte são ferramentas essenciais na indústria metalúrgica, utilizadas para cortar chapas metálicas e outros materiais. Podem ser classificadas em dois tipos principais: tesouras hidráulicas e tesouras mecânicas. As máquinas de corte hidráulicas são mais frequentemente utilizadas devido ao seu menor consumo de energia e ruído reduzido em comparação com as máquinas de corte mecânicas.
Classificação das máquinas de corte hidráulicas
As máquinas de corte hidráulicas podem ainda ser classificadas com base no movimento do suporte da lâmina:
Cisalhamento hidráulico de vigas oscilantes: Nestas máquinas, o porta-lâminas superior gira em torno de um ponto de rotação.
Tesouras de guilhotina hidráulicas: Estas máquinas utilizam um movimento linear para deslocar a lâmina superior para baixo numa trajetória rectilínea.
Tipos de máquinas de corte
Segue-se uma lista detalhada dos vários tipos de máquinas de corte, juntamente com as suas características específicas:
Guilhotina, Tesoura de chapa: Utiliza um movimento linear recíproco entre duas lâminas para cortar chapa metálica.
Tesoura de guilhotina manual, Tesoura de chapa manual: Tesoura de acionamento manual, adequada para trabalhos de corte de pequena dimensão ou de precisão.
Guilhotina hidráulica, Guilhotina hidráulica para chapas: Acionado por um sistema hidráulico, que proporciona mais potência e precisão.
Cisalhamento de lâmina pivotante, cisalhamento de viga oscilante: Possui um porta-lâminas superior que gira em torno de um pivô.
Cisalhamento hidráulico de lâminas pivotantes, cisalhamento hidráulico de vigas oscilantes: Tesoura de viga oscilante accionada por um sistema hidráulico, combinando as vantagens da potência hidráulica com a ação de rotação.
Cortador de várias tiras, Tesoura de corte de bobinas: Utiliza uma tesoura de discos múltiplos para cortar uma bobina em tiras com a largura desejada.
Cortador multibanda, tesoura de corte de chapa: Semelhante à tesoura de corte de bobinas, mas utilizada para cortar chapas metálicas em tiras.
Máquina de mordiscar: Processa placas em qualquer forma desejada através de um método passo-a-passo, ideal para cortes complexos.
Cisalhamento circular, cisalhamento rotativo: Utiliza um par de lâminas rotativas para cortar placas em linhas rectas ou curvas.
Máquina universal para corte de punções, barras e secções: Uma máquina versátil que pode perfurar e cortar barras e secções.
Máquina universal para corte de chapas e secções: Combina as funções de perfuração e corte de chapas metálicas.
Máquina universal para corte de punções, chapas, barras e secções: Oferece três funções: perfuração de chapa, corte de chapa e corte de secção.
Máquina universal de trabalhar ferro para puncionar, cortar chapas, barras e secções, entalhar: Acrescenta uma quarta função, o entalhe, às capacidades da máquina universal de trabalhar ferro.
Cisalhamento de lingotes, cisalhamento de aço de secção: Máquinas de corte especializadas para cortar secções de aço.
Cisalhamento de barras: Concebida especificamente para o corte de materiais em barra.
Tesoura de crocodilo: Possui uma lâmina superior que se move num movimento de tesoura, semelhante às mandíbulas de um crocodilo.
Cisalhamento de barras de reforço: Especialmente concebido para cortar varões de reforço utilizados na construção.
Cisalhamento de precisão de barras: Permite o corte preciso de barras, essencial para aplicações de alta precisão.
Cisalhamento de lajes: Concebida para cortar grandes chapas de metal.
Tesoura para sucata: Utilizado para cortar sucata de aço, ajudando nos processos de reciclagem.
Cisalhamento de lingotes: Especialmente concebido para cortar biletes, que são grandes blocos de metal.
As máquinas de corte hidráulicas oferecem uma gama de opções para satisfazer várias necessidades industriais, desde operações manuais simples a máquinas complexas e multifuncionais. Conhecer os tipos específicos e as suas aplicações pode ajudar a selecionar a máquina certa para uma determinada tarefa, garantindo eficiência e precisão nas operações de metalurgia.
Vantagens da máquina de corte hidráulica
As máquinas de corte hidráulicas oferecem várias vantagens em relação às tesouras de chapa tradicionais, tornando-as uma escolha preferida em aplicações industriais modernas. Eis algumas das principais vantagens:
1. Precisão e controlo
Controlo Numérico (NC): Uma das vantagens mais significativas das máquinas de corte hidráulicas é a sua capacidade de serem controladas por códigos numéricos. Estes códigos são gerados através de várias combinações de caracteres com base em requisitos de trabalho específicos. Este controlo numérico permite uma gestão precisa da orientação, da velocidade e da força de corte da máquina.
Posicionamento exato: As máquinas de corte hidráulicas destacam-se pela precisão de posicionamento. A haste de regulação pode rodar continuamente em torno do eixo central sem ângulos mortos, garantindo cortes precisos. Esta caraterística é particularmente vantajosa para tarefas complexas e repetitivas.
2. Eficiência operacional
Funcionamento silencioso: Ao contrário das tesouras mecânicas tradicionais, as máquinas de corte hidráulicas funcionam silenciosamente. Este facto reduz a poluição sonora no local de trabalho, contribuindo para um ambiente mais agradável e saudável para os operadores.
Facilidade de utilização: O funcionamento das máquinas de corte hidráulicas é simples e fácil de aprender. Os operadores necessitam apenas de conhecimentos básicos de informática para gerir a máquina, graças à sua interface de fácil utilização e aos controlos automatizados.
3. Durabilidade e estabilidade
Qualidade do material: Estas máquinas são normalmente construídas em aço inoxidável durável, que oferece uma forte resistência à corrosão e estabilidade. Isto torna-as adequadas para ambientes com elevadas amplitudes de vibração e condições adversas.
Conceção robusta: A construção robusta das máquinas de corte hidráulicas garante fiabilidade a longo prazo e requisitos mínimos de manutenção, aumentando ainda mais a sua eficiência operacional.
4. Características de segurança
Vedação de auto-defesa: A segurança é uma consideração crítica na maquinaria industrial. As máquinas de corte hidráulicas estão equipadas com vedações de auto-defesa robustas que protegem os operadores. Em caso de falha da máquina, a vedação actua como uma barreira, impedindo o contacto direto entre o operador e a máquina.
Visibilidade melhorada: O ajuste da iluminação nas máquinas de corte hidráulicas melhora a visibilidade, permitindo aos operadores posicionar o material de forma rápida e precisa. Esta caraterística acrescenta comodidade e segurança ao processo de produção.
5. Conceção estética e funcional
Aspeto elegante: Para além das suas vantagens funcionais, as máquinas de corte hidráulicas apresentam frequentemente um design elegante e moderno. Isto não só melhora o aspeto estético do espaço de trabalho, como também reflecte a tecnologia avançada e a engenharia de precisão por detrás da máquina.
Versatilidade: As máquinas de corte hidráulicas são altamente versáteis, capazes de lidar com uma vasta gama de materiais e espessuras. Isto torna-as adequadas para várias aplicações industriais, desde o fabrico automóvel ao aeroespacial.
As máquinas de corte hidráulicas representam um avanço significativo em relação às tesouras de chapa tradicionais, oferecendo precisão, eficiência, durabilidade, segurança e atrativo estético. A sua capacidade de serem controladas através de códigos numéricos, combinada com a sua construção robusta e operação de fácil utilização, torna-as um recurso inestimável em ambientes de fabrico modernos.
Partes e função da máquina de corte hidráulica
As máquinas de corte hidráulicas são essenciais na indústria metalúrgica para cortar chapas metálicas com precisão e eficiência. Compreender os vários componentes e as suas funções é crucial para uma operação e manutenção óptimas. Segue-se uma descrição detalhada das principais peças e funções de uma máquina de corte hidráulica.
Estrutura da máquina de corte
A estrutura da máquina de corte é uma estrutura robusta construída a partir de chapas de aço, garantindo estabilidade e durabilidade. Inclui vários componentes-chave:
Placa esquerda e direita: São os suportes estruturais da máquina.
Mesa de trabalho: A superfície onde a chapa metálica é colocada para ser cortada.
Suporte de grampo: Mantém a chapa metálica no lugar durante o processo de corte.
Depósito de combustível: Contém o óleo hidráulico necessário ao funcionamento da máquina.
Além disso, estão instalados cilindros hidráulicos e suportes de guia de blocos deslizantes em ambos os lados da estrutura. Estes componentes actuam como um mecanismo de empurrar para cima para controlar a folga das lâminas, assegurando cortes precisos.
Suporte de lâminas
O suporte da lâmina é um componente crítico que aloja a lâmina superior. Está ligado ao cilindro hidráulico, permitindo o movimento vertical para transmitir a força de corte e efetuar o corte. O suporte da lâmina também inclui o mecanismo de medição, que posiciona com precisão o tamanho da placa cortada.
Lâmina de corte
As lâminas de corte são fabricadas em aço de alta qualidade e foram concebidas para cortar vários tipos de chapas de aço, desde o aço de baixo carbono ao aço inoxidável. Tanto a lâmina superior como a inferior possuem quatro arestas de corte intercambiáveis, que podem ser rodadas para prolongar a vida útil das lâminas.
Mecanismo de medição do dorso
O mecanismo de medição é essencial para operações precisas de corte à medida. Inclui:
Motor de regulação do backgauge: Acciona o movimento da régua de medição.
Mecanismo de ajustamento micro dinâmico: Permite efetuar ajustamentos de precisão.
Mecanismo de elevação da bitola traseira: Ajusta a altura da régua de medição.
Dispositivo de visualização digital: Mostra as definições e medições actuais.
Parafuso de transmissão e barra de guia: Assegurar um movimento suave e exato da bitola.
Depósito de combustível
O depósito de combustível está montado na base do depósito de óleo, atrás da máquina de corte. Aloja:
Bloco de válvulas hidráulico integrado: Controla o fluxo de óleo hidráulico.
Bomba de óleo hidráulico: Faz circular o óleo hidráulico.
Motor principal: Acciona o sistema hidráulico.
Um indicador de óleo no lado esquerdo do depósito indica o nível de óleo hidráulico, que deve ser mantido no nível médio para um desempenho ótimo.
Dispositivo de ajuste da folga
Este dispositivo permite o ajuste da folga entre as lâminas superior e inferior para corresponder à espessura do material que está a ser cortado. O ajuste correto da folga é crucial para otimizar a força de corte, prolongar a vida útil da lâmina e garantir cortes de alta qualidade. A regra geral é ajustar a folga para 10% da espessura do material.
Apoiante da frente
O suporte frontal inclui um dispositivo de retenção lateral ligado à mesa de trabalho, assegurando que a placa de corte permanece perpendicular em ambos os lados, o que é essencial para cortes precisos e rectos.
Placa de proteção dos dedos
A segurança é fundamental na operação de uma máquina de corte. A placa de proteção dos dedos é instalada no suporte do grampo da máquina para manter uma distância segura entre os dedos do operador e as lâminas de corte. Esta placa deve cumprir as normas de segurança mecânica para evitar acidentes.
Compreender as peças e funções de uma máquina de corte hidráulica é vital para o seu funcionamento eficiente e seguro. Cada componente desempenha um papel específico para garantir cortes precisos, manter a longevidade da lâmina e proteger o operador. A manutenção regular e o ajuste correto destes componentes melhoram o desempenho da máquina e prolongam a sua vida útil.
Distância de segurança para proteção dos dedos
Tesouras
max.A
min.B
8/6.5/3000
12
80
8/6/4000
12
80
10/3000/4000
20
120
13/3000
23
200
Nota: Estas dimensões estão em conformidade com as normas de segurança mecânica.
Ao posicionar a placa no bloco de apoio, é crucial evitar colocar os dedos entre a placa e a mesa da máquina de corte. Se não o fizer, a placa pode ser pressionada contra os dedos durante o processo de prensagem, provocando ferimentos graves.
Além disso, se o bloco do calibrador de ré não estiver em posição, não empurre a placa através da placa de proteção dos dedos. Esta precaução ajuda a evitar potenciais ferimentos nos dedos.
Manter premido Cilindro
O cilindro de retenção é essencial para evitar o movimento da chapa durante o processo de corte. Pressiona firmemente a placa para garantir estabilidade e precisão, melhorando assim a qualidade do corte e mantendo a segurança do operador.
Sistema elétrico da máquina de corte
O sistema elétrico de uma máquina de corte foi concebido para desempenhar várias funções críticas:
Fonte de alimentação e controlo: O objetivo principal é ligar o motor da bomba de óleo, que acciona a bomba de óleo para fornecer energia hidráulica à máquina de corte.
Circuito de controlo: Este circuito liga a electroválvula e a pressão do óleo com base nas instruções de funcionamento. Acciona o movimento de subida e descida do porta-lâminas para atingir o objetivo de corte.
Controlos adicionais: A eletricidade é também utilizada para controlar o curso da lâmina, o movimento para a frente e para trás, o alinhamento da linha de corte, o ajuste da folga e o ângulo de corte.
Sistema hidráulico da máquina de corte
O sistema hidráulico é um conjunto complexo de vários componentes que funcionam em conjunto para efetuar a operação de corte. Inclui:
Bomba de óleo principal: Fornece a pressão de corte necessária para o equipamento hidráulico.
Componentes hidráulicos: Incluem o cilindro hidráulico, o cilindro de pressão e os tubos hidráulicos, que controlam a pressão do sistema e a direção do fluxo de óleo hidráulico.
Cilindro hidráulico: Acciona o movimento do suporte da lâmina para efetuar o corte da chapa.
Cilindro de retenção: Pressiona principalmente a peça de trabalho para garantir a precisão durante o processo de corte.
O controlo preciso da pressão e da direção do fluxo do sistema hidráulico é fundamental para o funcionamento eficiente e preciso da máquina de corte. Estas revisões garantem que o artigo não só é exato e profissional, como também fornece informações claras e detalhadas que podem ser facilmente compreendidas pelos leitores, melhorando a sua qualidade e valor globais.
Especificações da Máquina de corte hidráulica
1. Espessura de corte
A espessura máxima que uma máquina de corte hidráulica pode cortar é determinada principalmente pela resistência do mecanismo de corte e pela força de corte que pode gerar. Vários factores influenciam a força de corte, incluindo:
Desembaraço das margens: A distância entre as lâminas superior e inferior.
Nitidez dos bordos: O estado das arestas de corte.
Ângulo de corte: O ângulo em que a lâmina corta o material.
Velocidade de corte: A taxa a que ocorre a ação de cisalhamento.
Temperatura de cisalhamento: A temperatura do material que está a ser cortado.
Largura da superfície de corte: A dimensão do material em contacto com as lâminas.
Resistência do material: A resistência inerente do material que está a ser cortado.
Normalmente, as máquinas de corte hidráulico podem cortar espessuras até 32 mm. Para além desta espessura, o processo torna-se menos rentável e eficiente.
2. Largura da chapa de cisalhamento
A largura da chapa de corte refere-se à largura máxima da chapa metálica que pode ser cortada numa só passagem pelo mecanismo de corte. Esta largura é determinada pelo comprimento da aresta de corte e pelas especificações do fabricante.
Corte transversal: Este método consiste em cortar a largura da folha.
Corte longitudinal: Trata-se de cortes paralelos múltiplos ao longo do comprimento da folha.
Desde que a largura da tira seja inferior à profundidade da garganta do mecanismo de corte, não existem limitações significativas quanto ao tamanho. Com os avanços tecnológicos, as máquinas de corte hidráulico oferecem atualmente larguras de corte de chapa até 6000 mm, com alguns modelos estrangeiros a atingirem até 10 000 mm.
3. Ângulo de corte
Para minimizar a flexão e a distorção na chapa metálica cortada, é geralmente preferível um ângulo de corte mais pequeno. Embora isto aumente a força de corte necessária, melhora a qualidade do corte. No entanto, o aumento da força de corte pode afetar a resistência e a rigidez dos componentes de tensão do mecanismo de corte.
4. Profundidade da garganta
A profundidade da garganta é crucial para os métodos de corte longitudinal. Uma profundidade de garganta mais pequena melhora a rigidez da estrutura, mas pode reduzir a qualidade geral da máquina. A tendência nas máquinas de corte hidráulicas modernas é otimizar a profundidade da garganta para equilibrar a rigidez e a qualidade do corte.
Ao compreender estas especificações, os utilizadores podem selecionar a máquina de corte hidráulica adequada às suas necessidades específicas, garantindo operações de corte de metal eficientes e de alta qualidade.
Aplicações das máquinas de corte hidráulicas
As máquinas de corte hidráulicas são ferramentas versáteis amplamente utilizadas em várias indústrias devido à sua precisão, eficiência e capacidade de lidar com uma vasta gama de materiais. Seguem-se algumas das principais aplicações das máquinas de corte hidráulicas em diferentes sectores:
Indústria de decoração
Na indústria da decoração, as máquinas de corte hidráulico são frequentemente utilizadas em conjunto com as máquinas de dobragem para criar portas e janelas em aço inoxidável. Estas máquinas ajudam a cortar chapas de metal com dimensões precisas, que são depois dobradas e moldadas para formar elementos decorativos para locais especiais, melhorando a funcionalidade e o atrativo estético.
Indústrias eléctricas e de energia eléctrica
As máquinas de corte hidráulicas desempenham um papel crucial nas indústrias eléctrica e de energia eléctrica. São utilizadas para cortar placas de metal em tamanhos específicos, que são depois processadas com máquinas de dobragem. Este processo é essencial no fabrico de armários eléctricos, painéis de frigoríficos e caixas de ar condicionado. O corte de precisão garante que os componentes se encaixam perfeitamente, mantendo a integridade e a segurança dos aparelhos eléctricos.
Indústrias automóvel e da construção naval
Nas indústrias automóvel e da construção naval, as grandes máquinas de corte hidráulico são indispensáveis para as tarefas de corte de chapas. Estas máquinas cortam grandes chapas metálicas que são posteriormente sujeitas a processos secundários, como a soldadura e a dobragem. A capacidade de lidar com chapas grossas e grandes torna as máquinas de corte hidráulicas ideais para a produção de carroçarias de automóveis, cascos de navios e outros componentes estruturais de grandes dimensões.
Indústria aeroespacial
A indústria aeroespacial exige elevada precisão e exatidão, razão pela qual são preferidas as máquinas de corte hidráulico CNC e as máquinas de dobragem síncronas electro-hidráulicas CNC. Estas máquinas avançadas oferecem uma precisão e eficiência superiores, essenciais para a produção de componentes aeroespaciais de alta qualidade. O corte preciso garante que as peças cumprem as rigorosas normas da indústria e suportam as condições exigentes das aplicações aeroespaciais.
Outros sectores
Para além dos sectores acima mencionados, as máquinas de corte e as máquinas de dobragem hidráulicas são também vitais em várias outras indústrias. São utilizadas na produção de maquinaria, materiais de construção e até no fabrico de bens de consumo quotidianos. A versatilidade e a eficiência das guilhotinas hidráulicas fazem delas um ativo valioso em qualquer indústria que exija corte e modelação precisos de metais.
Em resumo, as máquinas de corte hidráulicas são ferramentas essenciais em numerosas indústrias, contribuindo para a produção de componentes e produtos de alta qualidade. A sua capacidade de cortar e moldar metal com precisão e eficiência torna-as indispensáveis nos processos de fabrico modernos.
Como utilizar a máquina de corte hidráulica
Preparação pré-operatória
Limpar o óleo da superfície de cada componente da máquina de corte, certificando-se de que a válvula de esfera está na posição aberta.
Lubrificar as peças de lubrificação.
Encher o depósito com óleo hidráulico espessado N32-N46 (o óleo deve ser filtrado).
Assegurar a correcta ligação à terra da máquina e ligar a alimentação eléctrica. Verificar a coordenação de cada componente elétrico.
Antes de começar, especialmente se o acumulador precisar de ser enchido de novo, verificar a posição da cabeça esférica.
Passos para utilizar a máquina de corte hidráulica
A utilização de uma máquina de corte hidráulica envolve várias etapas críticas para garantir a segurança, a precisão e a eficiência. Segue-se um guia detalhado sobre como utilizar corretamente a máquina:
1. Configuração inicial e testes
Ligar a máquina: Ligar a máquina de corte hidráulica e deixá-la funcionar durante alguns ciclos. Isto ajuda a garantir que a máquina está a funcionar corretamente e que pode manusear placas de diferentes espessuras.
Corte de teste: Efetuar cortes de teste a partir das chapas mais finas até às mais grossas para verificar se a máquina funciona normalmente em diferentes condições.
2. Monitorização da pressão do óleo
Interruptor do manómetro aberto: Durante o processo de corte, abrir o interrutor do manómetro para controlar a pressão do óleo.
Ajustar a válvula de transbordo: Se observar anomalias na pressão do óleo, regule a válvula de descarga para garantir que a pressão cumpre os requisitos operacionais.
3. Ajuste da folga da lâmina
Ajuste da folga da lâmina: Ajuste a folga da lâmina de acordo com a espessura da placa que pretende cortar. A folga correcta da lâmina é crucial para obter cortes limpos e prolongar a vida útil da lâmina.
4. Posicionamento da placa
Transferir o prato para a mesa de trabalho: Colocar cuidadosamente a placa sobre a mesa de trabalho da máquina de corte.
5. Regulação do indicador de retrocesso
Ajustar o indicador de caudal: Colocar a régua de medição na posição adequada em função do tamanho desejado da folha de corte. O calibrador garante cortes consistentes e precisos.
6. Definir a dimensão de corte
Posicionar a placa: Empurrar a placa de modo a que esta entre em contacto com a placa do contra-medidor.
Definir tamanho de corte: Confirmar e definir o tamanho de corte para garantir a precisão do processo de corte.
7. Cisalhamento da placa
Ativar interrutor de pé: Premir o interrutor de pé para iniciar o processo de corte. A máquina corta a chapa de aço de acordo com os parâmetros definidos.
8. Repetir o processo
Repetir os passos 4-6: Para folhas adicionais, repita os passos de transferência da placa, ajuste do calibre de apoio e definição do tamanho de corte.
Substituir e processar: Depois de cortar uma peça de aço, substituí-la pela peça seguinte e repetir as etapas de processamento (4-8).
9. Paragem e manutenção
Desligar a alimentação: Quando todas as tarefas de corte estiverem concluídas, desligar a máquina de corte da corrente eléctrica.
Manutenção diária: Efetuar as operações de manutenção diárias indicadas no manual de manutenção da máquina. A manutenção regular garante a longevidade e o desempenho ótimo do equipamento.
Seguindo estes passos, pode operar uma máquina de corte hidráulica de forma segura e eficiente, garantindo cortes de alta qualidade e prolongando a vida útil da máquina.
Directrizes de funcionamento seguro para a máquina de corte hidráulica
Formação e familiarização do operador
Conhecimentos gerais: O operador deve estar familiarizado com a estrutura geral e o funcionamento do equipamento de corte.
Formação: O operador deve receber formação sobre a utilização e a manutenção do equipamento de corte.
Verificações de lubrificação e pré-operação
Lubrificação: Lubrificar a máquina de corte de acordo com as instruções de lubrificação. Verifique o nível e a qualidade do óleo e certifique-se de que o copo de óleo está tapado.
Alinhamento da lâmina: Antes da operação, alinhar a lâmina de corte. A folga da lâmina deve ser definida com base na espessura do material que está a ser cortado, normalmente 5-7% da espessura do material. Ajuste a folga rodando o volante com a mão para fazer com que as lâminas superior e inferior se movam uma vez e, em seguida, verifique a folga com um calibrador de folga.
Ajuste da placa de retenção: Com base nos requisitos do material que está a ser cortado, desaperte o parafuso de ancoragem, ajuste a posição da placa de retenção e aperte-a. A máquina de corte deve ser operada 2-3 vezes antes de iniciar o trabalho para garantir uma boa lubrificação e um funcionamento sem erros.
Segurança operacional
Precauções de ajuste: Não utilizar percussão para desapertar o dispositivo de medição do dorso ou ajustar a folga da lâmina. Ao ajustar a folga da calha de guia e a folga da lâmina, a máquina deve ser parada antes de efetuar qualquer ajuste. Não tocar na zona de corte nem manusear o material durante o funcionamento.
Manutenção da lâmina: A lâmina deve estar afiada e deve ser afiada ou substituída imediatamente se estiver danificada ou gasta.
Ajustes específicos de material: Ao cortar diferentes espessuras e tipos de material, ajuste adequadamente a pressão da mola de aperto e a folga da lâmina para evitar a quebra da mola ou danos no gume da lâmina.
Materiais proibidos: Não cortar barras de aço com a máquina de corte hidráulica. Não colocar nenhum outro objeto sobre a mesa de trabalho para evitar danificar a lâmina.
Conduta do operador
Supervisão contínua: O operador não deve abandonar a máquina durante o seu funcionamento nem permitir que outra pessoa a utilize.
Atenção aos mecanismos: Preste muita atenção ao mecanismo de aperto, à embraiagem e ao travão para detetar quaisquer sinais de falha anormal. Mantenha-se alerta durante o corte e, se detetar qualquer comportamento anormal na máquina, pare imediatamente o corte, desligue a alimentação e informe o pessoal de manutenção.
Procedimentos pós-operatórios
Paragem e limpeza: Antes de abandonar o trabalho, desligar a corrente, limpar o equipamento e registar a inspeção.
Restrições materiais
Materiais proibidos: Não corte chapas excessivamente longas ou espessas, aço rápido, aço para ferramentas ou ferro fundido. Não cortar objectos explosivos, hastes, materiais excessivamente finos ou materiais não metálicos.
Medidas de segurança adicionais
Embraiagem e motor: A embraiagem deve estar desligada antes do arranque e o motor não deve arrancar com carga.
Teste de corte em vazio: Antes de começar, testar o corte em vazio. Quando tudo estiver a funcionar bem, iniciar a operação de corte.
Haste de tração e fixação: Verificar se a barra de tração apresenta sinais de avaria e certificar-se de que o parafuso de fixação está bem fixo.
Segurança dos dedos: Manter os dedos fora do trajeto da lâmina durante a alimentação do material. Não corte material com dois operadores ao mesmo tempo e não se coloque atrás da máquina de corte.
Ao aderir a estas directrizes, os operadores podem garantir a utilização segura e eficiente das máquinas de corte hidráulicas, minimizando o risco de acidentes e danos no equipamento.
Questões a considerar durante o funcionamento da máquina de corte hidráulica
A operação de uma máquina de corte hidráulica requer uma atenção cuidadosa aos detalhes e o cumprimento de protocolos de segurança para garantir um desempenho ótimo e evitar acidentes. Eis as principais considerações a ter em conta:
1. Ajuste da folga da lâmina
Verifique regularmente a folga da lâmina e ajuste-a de acordo com a espessura dos diferentes materiais que estão a ser cortados. A folga correcta da lâmina é crucial para obter cortes limpos e prolongar a vida útil das lâminas.
2. Nitidez da lâmina e qualidade do corte
Certifique-se de que a lâmina está afiada e de que a superfície de corte não tem cicatrizes, cortes de gás e rebarbas salientes. Lâminas cegas podem levar a uma má qualidade de corte e a um maior desgaste da máquina.
3. Segurança durante os ajustamentos
Ao efetuar ajustes na máquina, esta deve ser desligada para evitar ferimentos pessoais e danos na máquina. Siga sempre as directrizes do fabricante para efetuar ajustes em segurança.
4. Monitorização de anomalias
Se for detectado ruído anormal ou superaquecimento do tanque de óleo durante a operação, pare a máquina de corte imediatamente para investigar o problema. A temperatura mais alta do tanque de óleo não deve exceder 60 ℃. O sobreaquecimento pode indicar potenciais problemas com o sistema hidráulico que precisam de ser resolvidos prontamente.
5. Limitações da largura de corte
Não tente cortar tiras, pois isso pode danificar a máquina. A largura mínima do material que está a ser cortado não deve ser inferior a 40 mm. O corte de tiras estreitas pode colocar uma tensão excessiva nas lâminas e na estrutura da máquina.
6. Capacidade de corte de material
A capacidade de corte da máquina de corte hidráulica depende da resistência do material que está a ser cortado. Por exemplo:
Com uma espessura máxima de corte de 16 mm para o aço Q235 (com uma resistência à tração de 450 MPa), a espessura de corte para o aço Q345 seria de 13 mm.
Para o aço Q235 com uma espessura de corte de 8 mm, a espessura de corte para o aço Q345 seria de 6 mm.
Compreender as propriedades do material e ajustar as definições da máquina em conformidade é essencial para manter a integridade da máquina e garantir cortes precisos.
Seguindo estas directrizes, os operadores podem garantir um funcionamento seguro e eficiente das máquinas de corte hidráulicas, conduzindo a uma produção de alta qualidade e a uma vida útil prolongada da máquina.
Lâmina da máquina de corte hidráulica
Material da lâmina da máquina de corte
As lâminas das máquinas de corte hidráulicas são componentes críticos que determinam a qualidade e a eficiência do processo de corte. Estas lâminas são normalmente feitas de aços para ferramentas de alta qualidade, que são escolhidos pela sua dureza, tenacidade e resistência ao desgaste. Os materiais mais utilizados para as lâminas das máquinas de corte incluem:
Aço com elevado teor de carbono e crómio (D2): Conhecida pela sua elevada resistência ao desgaste e tenacidade.
Aço de alta velocidade (HSS): Oferece uma excelente dureza e resistência ao calor.
Liga de aço para ferramentas: Proporciona um bom equilíbrio entre dureza e tenacidade.
Carboneto de tungsténio: Extremamente dura e resistente ao desgaste, adequada para cortar materiais muito duros.
Aço cromo-vanádio: Oferece boa tenacidade e resistência ao desgaste.
Aço manganês: Conhecida pela sua elevada resistência ao impacto e à abrasão.
Aço-carbono para ferramentas: Opção económica com boa dureza e resistência ao desgaste.
Aço para metalurgia do pó: Proporciona uma dureza uniforme e uma excelente resistência ao desgaste.
Dureza padrão da lâmina
A dureza das lâminas das máquinas de corte é um fator crucial que afecta o seu desempenho de corte e durabilidade. A dureza padrão para estas lâminas varia consoante a espessura do material que foram concebidas para cortar. Eis os valores de dureza típicos para lâminas utilizadas em máquinas de corte hidráulicas:
Para materiais com 6,5/10 mm de espessura: HRC 58/59
Para materiais com 13/16 mm de espessura: HRC 56/57
Estes níveis de dureza garantem que as lâminas podem cortar eficazmente chapas laminadas a frio normais e a maioria das chapas de aço inoxidável.
Tabela de dureza da lâmina padrão
6,5/10 mm
CDH
58/59
13/16 mm
CDH
56/57
Desempenho de corte e considerações
Ao cortar grandes quantidades de aço inoxidável ou outros materiais duros, podem ocorrer arestas ásperas durante o processo de corte. Isto pode dever-se ao aumento do desgaste das lâminas, que podem não manter a sua nitidez e precisão durante uma utilização prolongada. Para resolver este problema, está disponível uma lâmina opcional com uma dureza ligeiramente inferior (HRC 56/57) para tesouras de 6,5/10 mm. Esta lâmina foi concebida para proporcionar um equilíbrio entre dureza e resistência, reduzindo a ocorrência de arestas ásperas e melhorando a qualidade geral do corte.
Recursos adicionais
Para obter informações mais pormenorizadas sobre os materiais utilizados nas lâminas de corte hidráulicas, pode consultar o guia sobre "8 Materiais mais utilizados nas lâminas de tesouras hidráulicas." Ao compreender a composição do material e a dureza das lâminas das máquinas de corte, pode tomar decisões informadas para otimizar o desempenho e a longevidade da sua máquina de corte hidráulica.
Ajuste do ângulo da lâmina da máquina de corte
Ajuste do ângulo da lâmina da máquina de corte
Importância do ângulo da lâmina e da folga
No funcionamento das máquinas de corte, o ajuste do ângulo e da folga da lâmina é crucial para obter resultados de corte óptimos. Estes ajustes dependem muito do material que está a ser processado, uma vez que os diferentes materiais têm propriedades diferentes, como a espessura, a dureza e a resistência à tração.
Ajuste do ângulo da lâmina
O ângulo da lâmina, muitas vezes referido como "ângulo de inclinação" ou "ângulo de inclinação", desempenha um papel significativo no processo de corte. O ajuste deste ângulo pode ter vários efeitos sobre a qualidade do corte e a eficiência global da máquina de corte.
Aumentar o ângulo da lâmina
Vantagens: Aumentar o ângulo da lâmina pode reduzir a força de corte necessária, o que pode ser benéfico quando se trabalha com materiais mais espessos ou mais duros. Este ajuste também pode ajudar a obter uma borda de corte mais limpa.
Desvantagens: No entanto, um ângulo de lâmina mais elevado pode levar a uma maior deformação, especialmente ao cortar tiras estreitas. Esta deformação pode manifestar-se sob a forma de empeno ou de flexão do material, o que é indesejável em aplicações de precisão.
Diminuir o ângulo da lâmina
Vantagens: Diminuir o ângulo da lâmina pode minimizar a deformação, resultando num corte mais preciso e com menos deformações. Isto é particularmente útil quando a precisão é crítica, como no fabrico de componentes que requerem tolerâncias apertadas.
Desvantagens: Um ângulo de lâmina mais baixo pode aumentar a probabilidade de formação de rebarbas na aresta de corte. As rebarbas são pequenas projecções ásperas deixadas no material, que podem afetar a qualidade do acabamento e podem exigir processos de rebarbação adicionais.
Cálculo da folga
A folga entre as lâminas é outro parâmetro vital que necessita de um ajuste cuidadoso. Uma folga adequada garante um corte limpo e prolonga a vida útil das lâminas.
Consideração de material padrão: A folga deve ser ajustada com base na espessura e no tipo de material que está a ser cortado. Por exemplo, materiais mais macios como o alumínio podem exigir uma folga diferente em comparação com materiais mais duros como o aço.
Impacto na qualidade do corte: Uma folga incorrecta pode levar a uma má qualidade de corte, tal como arestas irregulares ou desgaste excessivo das lâminas. Uma folga corretamente calculada ajuda a obter um corte suave e reduz a necessidade de manutenção frequente da lâmina.
Ajustamento prático e monitorização
As máquinas de corte modernas estão frequentemente equipadas com sistemas de controlo avançados que permitem ajustes em tempo real e a monitorização do ângulo e da folga da lâmina.
Diagrama do armário de gás: Algumas máquinas de corte possuem um armário de gás com um diagrama que pode ser ajustado em qualquer altura para otimizar os resultados de corte. Este diagrama fornece uma representação visual das definições actuais e permite que os operadores façam ajustes precisos com base no material e no resultado pretendido.
Análise do sistema externo: Embora a análise externa do sistema não seja necessária neste contexto, é essencial monitorizar e ajustar regularmente os parâmetros de corte para manter um desempenho ótimo e prolongar a vida útil da máquina.
O ajuste do ângulo e da folga da lâmina nas máquinas de corte é um aspeto crítico para conseguir cortes de alta qualidade e um funcionamento eficiente. Ao compreender os efeitos destes ajustes e ao efetuar alterações precisas com base nas propriedades do material, os operadores podem melhorar o desempenho das suas máquinas de corte e produzir resultados superiores. A monitorização e os ajustes regulares, facilitados por sistemas de controlo avançados, garantem ainda mais operações de corte consistentes e fiáveis.
Largura mínima de corte da máquina de corte hidráulica
Ao utilizar uma máquina de corte hidráulica, a largura mínima de corte é um fator crítico a considerar para garantir a qualidade e a precisão do corte. As directrizes para a largura mínima de corte variam consoante o corte seja preciso ou não.
Cisalhamento não preciso
Para um corte não preciso, a largura da tira cortada não deve ser inferior a três vezes a espessura da placa. Esta diretriz ajuda a evitar deformações excessivas e assegura um processo de corte mais estável. Por exemplo, se a espessura da chapa for de 5 mm, a largura mínima da tira cortada deve ser de, pelo menos, 15 mm.
Cisalhamento de precisão
Para o corte de precisão, os requisitos são mais rigorosos. A largura do material cortado deve ser, no mínimo, seis vezes a espessura da chapa. Este rácio mais elevado é necessário para evitar a distorção ou a flexão do material, o que pode comprometer a precisão e a qualidade do corte. Por exemplo, se a espessura da chapa for de 5 mm, a largura mínima da tira cisalhada deve ser de, pelo menos, 30 mm.
Precisão de corte da máquina de corte hidráulica
Ao avaliar a qualidade do corte efectuado por uma máquina de corte hidráulica, é necessário ter em conta vários parâmetros-chave, especialmente para uma chapa laminada a frio normal de 2 mm. Estes parâmetros garantem a precisão e a consistência do processo de corte, o que é fundamental para manter a qualidade do produto final. Abaixo estão os critérios detalhados para avaliar a precisão do corte:
Parâmetros-chave
Tolerância de paralelismo:
Definição: X = 100mm
Requisito: A tolerância de paralelismo da amostra não deve exceder 0,15 mm em qualquer comprimento de 1000 mm.
Explicação: Isto significa que quando um segmento de 100 mm é medido ao longo de um comprimento de 1000 mm, o desvio no paralelismo deve estar dentro de 0,15 mm. Isto assegura que as arestas cortadas permanecem paralelas entre si, o que é crucial para o ajuste e acabamento das peças cortadas.
Retilinearidade:
Definição: X = 100mm
Requisito: A retidão da amostra não deve exceder 0,25 mm em qualquer comprimento de 1000 mm.
Explicação: Este critério garante que a aresta de corte não se desvia mais de 0,25 mm de uma linha reta ao longo de um comprimento de 1000 mm. A manutenção da retidão é importante para a integridade estrutural e a montagem dos componentes cortados.
Repetir a precisão de posicionamento do eixo X:
Requisito: A precisão do posicionamento repetido deve ser de 0,02 mm.
Explicação: Este parâmetro indica a capacidade da máquina para regressar a uma posição previamente definida com um elevado grau de precisão. Uma precisão de posicionamento repetido de 0,02 mm garante que cada corte é efectuado precisamente no local pretendido, o que é essencial para a produção em lote e para manter a uniformidade em várias peças.
Considerações adicionais
Comprimento da amostra: O comprimento da amostra pode ser igual à largura da placa que está a ser cortada. Esta flexibilidade permite testar várias dimensões de amostras, assegurando que a máquina de corte tem um desempenho consistente em diferentes dimensões.
Resistência à tração da amostra:
Requisito: A resistência à tração da amostra não deve exceder σb ≤ 450 MPa.
Explicação: O limite de resistência à tração garante que o material que está a ser cortado está dentro da capacidade da máquina. A ultrapassagem deste limite pode provocar cortes inexactos ou danos na máquina.
Ao respeitar estes parâmetros, a precisão de corte de uma máquina de corte hidráulica pode ser efetivamente avaliada e mantida. Assegurar o paralelismo, a retidão e a precisão do posicionamento repetido dentro das tolerâncias especificadas garante resultados de corte de alta qualidade, que são essenciais para os processos de fabrico subsequentes e para a qualidade geral do produto final.
Instalação das lâminas superior e inferior
Instalação da lâmina superior
Montar a lâmina:
Fixe firmemente os parafusos M12*40 à lâmina. Não apertar ainda os parafusos das duas extremidades.
Posicionamento inicial:
Utilize um pau para segurar a lâmina no lugar. Aperte gradualmente os parafusos M12*40 instalados, um a um, até que a superfície da lâmina esteja totalmente em contacto com a corrediça.
Aperto final:
Baixe a corrediça e desligue o motor da bomba. De seguida, aperte os parafusos M12*40 em ambas as extremidades da lâmina.
Especificação do binário:
Certifique-se de que o binário de aperto dos parafusos da lâmina é de 35 N-m.
Instalação da lâmina inferior
Preparar a máquina:
Ligar a bomba de óleo e elevar a lâmina até ao seu ponto mais alto. Quando a bomba de óleo estiver desligada, colocar a lâmina em posição.
Posicionamento inicial:
Desapertar ligeiramente os parafusos sextavados M12*45 (não apertar demasiado por agora). Utilize um pau para pressionar a lâmina de modo a que esta fique perto do fundo da mesa de trabalho.
Aperto final:
Apertar os parafusos M12*45 à vez, conforme necessário.
Nota importante
Os parafusos da lâmina devem ser apertados com o binário especificado para garantir o funcionamento correto da máquina.
Sugestões adicionais
Segurança em primeiro lugar: Assegurar-se sempre de que a máquina está desligada e corretamente fixada antes de iniciar qualquer trabalho de manutenção ou de instalação.
Verificar o alinhamento: Após a instalação, verificar novamente o alinhamento das lâminas para garantir que estão paralelas e corretamente posicionadas.
Manutenção regular: Inspecionar regularmente as lâminas e os parafusos para verificar o seu desgaste e assegurar que estão sempre apertados com o binário especificado.
Seguindo estas instruções detalhadas, pode garantir a instalação correcta e o desempenho ideal das lâminas na sua máquina de corte hidráulica.
Ajuste da folga da lâmina em máquinas de corte
A folga da lâmina é um fator crítico no funcionamento das máquinas de corte, tendo um impacto direto na qualidade da superfície cortada e na vida útil da lâmina. O ajuste correto garante um funcionamento eficiente e seguro. Aqui está um guia detalhado sobre o ajuste da folga da lâmina:
1. Folga da lâmina demasiado pequena
Normalmente, a folga padrão entre as lâminas superior e inferior é de cerca de 0,02 mm, que é aproximadamente a espessura de um papel A4 padrão. Um método comum para ajustar a folga da lâmina durante a instalação é utilizar a máquina de corte para cortar papel.
Consequências de uma folga demasiado pequena da lâmina:
Pressão excessiva no gume de corte: Quando a folga é demasiado pequena, o gume da lâmina está sujeito a uma pressão excessiva, o que pode danificá-lo e embotá-lo diretamente.
Deslocação da lâmina: Pode ocorrer uma deslocação entre as lâminas superior e inferior, provocando o corte da lâmina superior na lâmina inferior. Este facto pode provocar a fissuração do gume de corte, pondo em risco o operador.
2. Folga da lâmina demasiado grande
Este é um erro comum cometido por não profissionais durante a instalação da lâmina. Para evitar que as lâminas batam umas nas outras, é frequente aumentarem desnecessariamente a folga, o que é incorreto.
Consequências de uma folga demasiado grande da lâmina:
Redução da precisão de corte: Quando a folga da lâmina é demasiado grande, a precisão da placa de corte é afetada, levando a muitas rebarbas de metal na aresta de corte, especialmente quando se cortam materiais de chapa metálica fina.
Chapas metálicas presas: A chapa metálica pode ficar presa entre as lâminas superior e inferior, dificultando a sua remoção. Isto não só desgasta as lâminas, como também pode provocar a paragem da máquina de corte. No entanto, este problema pode não ser tão percetível quando se cortam chapas grossas.
Ajuste regular da folga da lâmina
É necessário ajustar regularmente a folga da lâmina após uma utilização prolongada da tesoura. Recomenda-se que a folga da lâmina seja ajustada em cerca de 10% da espessura da chapa metálica. A lâmina inferior é fixa na máquina de corte hidráulica e a folga da lâmina só pode ser ajustada alterando a posição da lâmina superior. A folga mínima deve ser entre 0,05-0,1mm.
Passos para a adaptação:
Ajustar as extremidades: A folga da lâmina nas extremidades pode ser ajustada através da regulação da vara (como mostra a figura).
Ajuste do parafuso sextavado: Se a folga entre a lâmina inferior não satisfizer os requisitos, pode ser ajustada consultando a figura e ajustando os parafusos sextavados M1660 e M1265 para garantir que a margem de paralelismo das lâminas superior e inferior esteja dentro de 0,05 mm.
Repetir ajustes: Pode ser necessário repetir os ajustes dos parafusos hexagonais interiores M1265 e M1660 para obter a folga ideal da lâmina.
O ajuste correto da folga da lâmina é vital para manter a qualidade da superfície cortada e prolongar a vida útil das lâminas. Verificações e ajustes regulares, especialmente após uma utilização prolongada, garantem que a máquina de corte funciona de forma eficiente e segura.
Manutenção da máquina de corte hidráulica
A manutenção adequada de uma máquina de corte hidráulica é crucial para garantir a sua longevidade, fiabilidade e segurança. Este guia descreve as tarefas de manutenção essenciais, incluindo lubrificação diária, limpeza e instruções de segurança específicas.
1. Instruções de segurança
Ao efetuar qualquer manutenção na máquina de corte, é imperativo dar prioridade à segurança. Siga estes passos para garantir um ambiente de trabalho seguro:
Fonte de alimentação: Desligar sempre a alimentação eléctrica antes de iniciar qualquer trabalho de manutenção.
Tempo de descarga: Aguardar pelo menos 20 segundos para que o condensador e o servoamplificador se descarreguem completamente.
Funcionamento das peças hidráulicas: Atenção, pois o cursor pode deslocar-se durante o funcionamento dos órgãos hidráulicos. Respeitar estas directrizes:
Não colocar os braços ou os pés entre as lâminas superior e inferior.
Antes de retirar a válvula:
Desligar a bomba.
Baixar o seletor para o cilindro de óleo sem óleo. Se tal não for possível, utilizar um bloco de madeira para o amortecer e monitorizar quaisquer alterações de pressão no sistema devido à remoção da válvula deslizante.
Certifique-se de que não é efectuada qualquer operação na máquina de corte sem que estejam implementadas as medidas de segurança adequadas.
2. Lubrificação da máquina de corte
A lubrificação é essencial para o bom funcionamento da máquina de corte. Siga estas directrizes:
Frequência: Lubrificar a máquina uma vez por semana ou a cada 40 horas de funcionamento.
Lubrificante: Utilizar massa lubrificante à base de cálcio.
Aplicação: Injetar a massa lubrificante em cada ponto de lubrificação com uma pistola de lubrificação.
Os pontos de lubrificação são indicados a seguir:
Não.
Ponto de lubrificação
Massa lubrificante
1
Parafuso de esferas, porca e rolamento da extremidade do parafuso
Massa lubrificante à base de cálcio
2
Calha de guia e base de guia da corrediça
Massa lubrificante à base de cálcio
3
Calha de guia do bloco deslizante
Massa lubrificante à base de cálcio
4
Parafuso e porca de ajuste da calha de guia e da folga
Massa lubrificante à base de cálcio
3. Óleo hidráulico e massa lubrificante à base de cálcio
Para um desempenho ótimo, utilize os seguintes óleos hidráulicos:
Fabricante
Óleo hidráulico
ESSO
NUTO H46
CONCHA
TELLUS 46
GULF
HARMONIA 46 AW
BP
HLP46
TBXACO
ÓLEO RANDO 46
ÓLEO MOBIL
MOBIL DTE 25
4. Mudar o óleo hidráulico
A substituição regular do óleo hidráulico é crucial para manter o desempenho da máquina de corte. Siga estes passos:
Substituição inicial: Substituir o óleo hidráulico após as primeiras 2000 horas de funcionamento.
Substituições subsequentes: Substituir o óleo de dois em dois anos ou após 4000 horas de utilização.
Preparação: Limpar a área à volta da tampa do reservatório e da tubagem para evitar a contaminação.
Drenagem: Esvaziar o óleo hidráulico quando este estiver quente e verificar se o seletor está no ponto morto superior.
Limpeza: Limpar o interior do reservatório com um pano limpo e um solvente adequado.
Substituição do filtro: Substituir os filtros de óleo.
Recarga: Adicionar óleo hidráulico novo.
Circulação: Fazer funcionar a bomba de óleo durante cerca de uma hora para fazer circular o novo óleo hidráulico antes de voltar a ligar a máquina de corte.
5. Procedimentos de manutenção da máquina de corte hidráulica
Para garantir um funcionamento fiável, cumpra os seguintes procedimentos de manutenção, que se baseiam numa semana de trabalho de 5 dias com 8 horas de trabalho por dia:
Tarefas diárias: Efetuar a lubrificação e a limpeza diárias.
Tarefas semanais: Efetuar uma lubrificação completa de todos os pontos especificados.
Tarefas periódicas: Substituir o óleo hidráulico e os filtros de acordo com o calendário recomendado.
Ao seguir estas directrizes de manutenção, pode garantir o funcionamento eficiente e seguro da sua máquina de corte hidráulica, prolongando a sua vida útil e mantendo o seu desempenho.
Item
Os pontos de atenção
Período
Todo o corpo
Limpar o pó e a sujidade da máquina, lubrificar suavemente a lâmina
semanal
Controlo deslizante
Lubrificação da pistola
semanal
Rolamento de suporte do calibre traseiro
Lubrificação da pistola
semanal
Parafuso de esferas de medição
Lubrificação da pistola
semanal
Calha de guia da corrediça
Verificar a regulação do guindaste
3 meses
Verificar o posicionamento do backgauge
Se o erro de posição dos blocos de encosto for superior a + 0,1 mm, repor
3 meses
Peças e sistemas hidráulicos
Verificar o nível de óleo do depósito. Se for necessário substituir o óleo novo, mudar o filtro para 20um
semanal
Drenar o óleo antigo e adicionar o óleo novo
12 meses pela primeira vez
Verificar todas as válvulas, o sistema hidráulico, as tubagens e os conectores para evitar fugas e bloqueios e substituí-los quando necessário.
3 meses
Verificar a limpeza dos filtros de importação e exportação
3 meses
Pedal
Verificar o pedal do interrutor de pé, em caso de deformação, rutura, etc.
mensal
Equipamento de controlo elétrico
Verificar os interruptores de fim de curso no quadro elétrico, e o desgaste e a queimadura devem ser substituídos a tempo
3 meses
Tesouras
Observar o desgaste e as anomalias das tesouras pneumáticas
3 meses
Protetor de dedos
Verificar o dispositivo de proteção da tesoura de chapa para evitar que o dedo entre na zona perigosa
mensal
Resolução de problemas da máquina de corte hidráulica
Manual de instruções da máquina de corte hidráulica
Pode clicar na hiperligação abaixo para ver o manual de instruções das tesouras de barra oscilante e das tesouras de guilhotina.
Quando o óleo da linha de óleo principal é direcionado para a válvula de controlo direcional de quatro vias de três posições S6, S6Y1A é ativado. O óleo entra então em S6B através de S6P, abre a válvula unidirecional S8, e flui para a câmara inferior do cilindro direito (os cilindros esquerdo e direito estão ligados em série), fazendo com que o óleo flua do tanque direito para a câmara inferior do cilindro esquerdo.
O óleo na câmara superior do cilindro esquerdo entra em S6A e depois em S6T, fazendo com que o cursor se mova para cima.
Se S6Y1 for ativado, o óleo entrará em S6A através de S6, depois na câmara superior do cilindro esquerdo e depois na câmara superior do cilindro direito.
O óleo ultrapassará a pressão da válvula de contrapressão S7 e entrará em S6T através de S6B, regressando depois ao depósito de óleo, fazendo com que o cursor se desloque para baixo.
2. Ajustar o ângulo de corte
Se não houver um valor definido para o ângulo de corte da máquina de corte, o bloco deslizante não pode mover-se para cima e para baixo. Por conseguinte, o ângulo de corte deve ser definido através do controlador.
O ajuste do ângulo de corte é o seguinte:
Quando o óleo é direcionado para a válvula de controlo direcional de quatro vias de três posições S2 e Y2A é ativado, o óleo entra em S2B através de S2P, abre a válvula de controlo hidráulico de via única S3 e flui para a câmara inferior do cilindro esquerdo e para a câmara superior do cilindro direito, fazendo com que a câmara superior do cilindro de óleo esquerdo não forme um circuito e não se mova.
Quando o óleo da câmara inferior do cilindro direito regressa ao depósito de óleo através de S6T, da válvula de contrapressão S7 e da válvula S6B, o ângulo de corte torna-se mais pequeno.
Por outro lado, se Y2B for energizado, o óleo entrará em S2A através de S2P, abrirá a válvula de via única S4 e fluirá para a câmara inferior do cilindro de óleo direito.
O óleo na câmara superior do cilindro direito só pode entrar na válvula de controlo hidráulico de via única S3 (neste momento, a válvula S3 está aberta), e o óleo entrará em S2T através de S2B, fazendo com que o ângulo de corte se torne maior.
A relação entre o ângulo de cisalhamento e a força de cisalhamento:
Aço macio (mm)
6
8
10
13
13
13
13
16
16
20
Aço inoxidável (mm)
3
4
6
8
8
8
8
10
10
12
Força de corte (KN)
132
220
430
730
620
620
650
730
850
1270
Ajuste do ângulo de cisalhamento (°)
0.5-2.5
0.5-2.5
0.5-2
0.5-2
0.5-2.5
0.5-2.5
0.5-2
0.5-3
0.5-2.5
0.5-3
3. O trabalho do cilindro de retenção
Quando o óleo entra na válvula de controlo direcional S9 através da válvula de controlo proporcional de aperto S10 (cuja pressão proporcional é controlada por um interrutor de ajuste da pressão do arco elétrico), após a ativação de S9, o óleo entra em S9A através de S9P e depois entra na câmara superior do dispositivo de aperto, fazendo com que o pistão de aperto se desloque para baixo e crie compressão.
Quando S9 perde eletricidade, o pistão de aperto é empurrado para cima pela mola interna do grampo, forçando o óleo na câmara superior do cilindro de aperto a entrar em S9T através da válvula S9, repondo o dispositivo de aperto.
** Desenho da estrutura da máquina de corte hidráulico
Lista de peças vulneráveis da máquina de corte hidráulica
Não.
Item
Montante
Preço (RMB)
1
Correia de distribuição
1
150
2
Anel de vedação
1
10
3
Anel de vedação
1
12
4
Anel de vedação
4
174
5
Anel de proteção contra poeiras
2
302
Responsabilidade do operador da máquina de corte hidráulica
Responsabilidades gerais
Sob a orientação do diretor da oficina de chapas metálicas, o operador da máquina de corte hidráulico deve
Respeitar os regulamentos da empresa.
Seguir as directivas da chefia.
Manter a unidade do pessoal.
Fazer um esforço positivo.
Agir de forma económica.
Realizar um trabalho de qualidade.
Produzir produtos qualificados.
Manutenção e conservação de registos
Responsável pela manutenção diária de rotina, incluindo a verificação, a reparação, o ajustamento e o aperto das tesouras.
Manter registos pormenorizados das actividades de manutenção.
Procedimentos de segurança e funcionamento
Conhecer e respeitar rigorosamente os procedimentos técnicos de segurança das operações.
Dominar os métodos normais de funcionamento da máquina de corte.
Avaliar com precisão situações anormais e tomar medidas de emergência atempadas e correctas.
Operar a máquina estritamente de acordo com as regras de funcionamento; o equipamento só pode ser posto em funcionamento quando o ambiente de trabalho é normal.
Controlos pré-operacionais
Verificar se o depósito de armazenamento de óleo é suficiente.
Inspecionar as válvulas e tubagens após o arranque da bomba de óleo para garantir que a pressão cumpre os requisitos.
Observar a resistência ao movimento da lâmina e iniciar o corte apenas quando o ensaio for normal (são proibidos arranques bruscos).
Manuseamento e corte de materiais
Não cortar material em folha laminada, não aparar as extremidades da placa com rebarbas, nem cortar placas estreitas e materiais curtos que não possam ser pressionados firmemente.
Ajustar a folga da lâmina de acordo com a espessura da placa (não exceder 1/30 da espessura da placa).
Assegure-se de que a lâmina está firmemente fixada e mantida paralela para evitar acidentes.
Mantenha o gume da lâmina afiado e repare-o ou substitua-o se estiver gasto ou rachado.
Pressionar firmemente os materiais sobre a placa durante o corte e evitar o corte sob pressão.
Restrições operacionais
Não regular a válvula hidráulica por si próprio.
Não utilize a máquina de corte para materiais que excedam a sua capacidade, tais como super comprimento/espessura, aço, aço com elevado teor de carbono, ligas de aço para ferramentas, ferro fundido ou materiais frágeis.
Verificar frequentemente se os parafusos de fixação estão soltos.
Não operar a máquina de corte sozinho; coordenar com outra pessoa a entrega do material, a exatidão das dimensões e o manuseamento do material.
Ajuste a folga da lâmina de acordo com a espessura da placa e evite cortar duas especificações ou materiais diferentes em simultâneo.
Manter os dedos do operador a uma distância mínima de 200 mm da tesoura e do dispositivo de compressão.
Determinar a espessura de corte de acordo com o diagrama da curva resistência/espessura limite da chapa.
Não colocar outros objectos sobre a bancada de trabalho.
Procedimentos pós-operatórios
Limpar a máquina após a paragem.
Colocar a máquina de corte em vazio depois de ajustar a lâmina para os testes de alinhamento.
Empilhar os produtos acabados, limpar o terreno, cortar a eletricidade e trancar a caixa de distribuição antes de abandonar a área de trabalho.
Ao cumprir estas responsabilidades e procedimentos, o operador da máquina de corte hidráulico garante operações seguras, eficientes e de alta qualidade na oficina de chapas metálicas.
Preço da máquina de corte hidráulica
As máquinas de corte hidráulicas são ferramentas essenciais na indústria de fabrico de metais, utilizadas principalmente para cortar chapas de aço. Estas máquinas estão disponíveis em várias configurações, sendo as mais comuns concebidas para lidar com chapas de aço com uma espessura de 4-8 mm e uma largura de 2,5-3,2 m.
Preços típicos
Cisalhamento hidráulico de vigas oscilantes:
4 * 2500 Cisalhamento hidráulico de vigas oscilantes: Este modelo, que pode cortar chapas de aço até 4 mm de espessura e 2,5 m de largura, tem um preço normal de cerca de 6000 USD.
6 * 3200 Cisalhamento hidráulico de vigas oscilantes: Este modelo, capaz de cortar chapas de aço até 6 mm de espessura e 3,2 m de largura, custa geralmente cerca de 10000 USD.
Guilhotina hidráulica:
O preço de uma guilhotina hidráulica é geralmente de cerca de 2000 USD mais do que uma tesoura de viga oscilante comparável. Isto significa que, se o preço de uma tesoura de viga oscilante for de 6000 USD, uma tesoura de guilhotina com capacidade semelhante custará cerca de 8000 USD. Da mesma forma, se o preço de uma tesoura de viga oscilante for de 10000 USD, a tesoura de guilhotina será de aproximadamente 12000 USD.
Diferenças entre cisalhamento de viga oscilante e cisalhamento de guilhotina
Cisalhamento da viga de balanço: Neste tipo de tesoura, a lâmina superior oscila num arco para cortar o material. É normalmente mais económica e de conceção mais simples, o que a torna adequada para aplicações menos exigentes.
Tesoura de guilhotina: Este tipo de tesoura tem uma ação de corte direta para cima e para baixo, proporcionando maior precisão e melhor qualidade de corte. É geralmente mais robusta e adequada para materiais mais espessos ou duros, o que justifica o seu preço mais elevado.
Compreender as diferenças e os preços destas máquinas pode ajudar a tomar uma decisão informada com base nos requisitos específicos das tarefas de corte em causa.
A diferença pormenorizada entre o corte de vigas em balanço e o corte de guilhotina pode ser verificada aqui.
Como escolher a máquina de corte hidráulica correcta
A seleção da máquina de corte hidráulica adequada às suas necessidades envolve várias etapas críticas. Este guia ajudá-lo-á a navegar no processo para garantir que toma uma decisão informada que se alinhe com os seus requisitos e orçamento específicos.
Determinação das especificações e da gama de custos
Identificar as suas necessidades: Comece por compreender as necessidades específicas da sua atividade. Considere o tipo de materiais que vai cortar, a espessura desses materiais e o volume de trabalho. Isto ajudá-lo-á a determinar as especificações necessárias para a máquina de corte hidráulica, tais como a capacidade de corte, o comprimento da lâmina e o ângulo de corte.
Definir um orçamento: Estabeleça um intervalo de custos que se alinhe com as suas restrições financeiras, assegurando simultaneamente que não compromete as características essenciais. Não se esqueça de que o custo inicial não é a única despesa; considere os custos de manutenção, funcionamento e potenciais tempos de inatividade.
Encontrar um fabricante
Fabricantes de investigação: Procure fabricantes de renome especializados em máquinas de corte hidráulicas. Utilize recursos como directórios da indústria, feiras comerciais e plataformas online para compilar uma lista de potenciais fornecedores. Preste especial atenção aos fabricantes com uma forte presença no mercado, como os da China, que é conhecida pelas suas amplas capacidades de fabrico.
Verificar as capacidades: Certifique-se de que os fabricantes da sua lista têm a capacidade de produzir o tipo específico de máquina de corte hidráulica de que necessita. Este passo é crucial para evitar perder tempo com fornecedores que não podem satisfazer as suas necessidades.
Verificação dos modelos
Comparar modelos: Diferentes fabricantes oferecem vários modelos com características e capacidades distintas. Compare estes modelos com base nas suas necessidades identificadas. Procure pormenores como a precisão de corte, a facilidade de utilização, as características de segurança e a eficiência energética.
Verificar disponibilidade: Confirmar se o modelo em que está interessado está disponível. Alguns fabricantes podem adquirir certos modelos a outras empresas, pelo que é importante verificar a origem e a disponibilidade da máquina.
Examinar a empresa e a máquina
Visite o fabricante: Se possível, visite as instalações do fabricante para ver as máquinas em funcionamento. Isto dar-lhe-á uma melhor compreensão da qualidade de construção e do desempenho da máquina.
Recolher informações: Recolher informações pormenorizadas sobre a máquina, incluindo especificações técnicas, garantia e serviço pós-venda. Um fabricante com um sólido apoio pós-venda pode reduzir significativamente o tempo de inatividade e os custos de manutenção.
Avaliar o serviço: Considere a reputação do fabricante em termos de serviço ao cliente. Leia comentários, peça referências e fale com outros clientes, se possível. Um serviço excelente pode ser tão importante como a própria máquina.
Assinar um contrato e efetuar um depósito
Rever o contrato: Rever cuidadosamente os termos do contrato antes de o assinar. Certifique-se de que todas as especificações acordadas, prazos de entrega e condições de pagamento estão claramente indicados. Procure cláusulas que possam ser desfavoráveis ou violar a legislação local.
Efetuar um depósito: Quando estiver satisfeito com o contrato, proceda ao depósito. Esta etapa assegura normalmente a sua encomenda e dá início ao processo de fabrico.
Perguntas mais frequentes
Seguem-se as respostas a algumas perguntas frequentes:
Que materiais podem ser cortados por uma máquina de corte hidráulica?
As máquinas de corte hidráulicas são altamente versáteis e podem cortar uma vasta gama de materiais metálicos com espessuras e propriedades variáveis. Estas máquinas podem cortar eficazmente chapas de aço-carbono, chapas e placas de aço inoxidável (tanto nas variedades laminadas a quente como a frio) e chapas e placas de alumínio, que são normalmente utilizadas nas indústrias aeroespacial, automóvel e eletrónica. Além disso, as tesouras hidráulicas podem manusear outros metais, como o latão, o cobre e várias ligas.
As máquinas são capazes de cortar chapas e placas de metal com espessuras que variam de muito finas a tipicamente até 40 mm ou mais, dependendo da capacidade da máquina. O ângulo de corte ajustável e a folga da lâmina nas máquinas de corte hidráulicas permitem o corte eficaz de materiais com diferentes espessuras, garantindo uma distorção mínima e uma elevada precisão.
Em aplicações específicas, as guilhotinas hidráulicas são utilizadas na indústria aeroespacial para cortar chapas de aço de alta resistência para peças de aeronaves, na indústria automóvel para cortar chapas de aço e alumínio para componentes de veículos, como carroçarias e portas, e na produção de electrodomésticos e eletrónica para cortar chapas de aço inoxidável e alumínio para produtos como frigoríficos, aparelhos de ar condicionado e invólucros de dispositivos electrónicos. Em geral, as máquinas de corte hidráulicas são ferramentas essenciais em vários sectores industriais devido à sua capacidade de lidar com uma gama diversificada de materiais metálicos.
Como escolher entre uma máquina de corte hidráulica manual e uma máquina de corte hidráulica controlada por CNC?
Ao decidir entre uma máquina de corte mecânica manual e uma máquina de corte hidráulica controlada por CNC, devem ser considerados vários factores: precisão, velocidade, controlo, manutenção e requisitos específicos da oficina.
As máquinas de corte hidráulicas controladas por CNC são excelentes em termos de precisão e exatidão, oferecendo níveis de tolerância de ±0,1 mm e produzindo cortes de alta qualidade com uma distorção mínima do material. Em contrapartida, as máquinas de corte mecânicas manuais, embora exactas, não conseguem igualar a precisão necessária para aplicações críticas.
Em termos de velocidade, as máquinas de corte mecânico podem atingir 60-100 cortes por minuto, o que as torna ideais para a produção de grandes volumes. No entanto, requerem ajustes periódicos do descanso e da folga da lâmina. As máquinas de corte hidráulicas funcionam a uma velocidade mais lenta de 20-30 cortes por minuto, adequadas para cortes precisos mas de menor volume devido à dinâmica de fluidos envolvida.
O controlo e a automatização são vantagens significativas das máquinas hidráulicas controladas por CNC. Apresentam ajustes automáticos, ecrãs digitais e controlo preciso sobre vários parâmetros de corte, reduzindo o erro humano. As máquinas mecânicas manuais não têm estas caraterísticas de automatização, o que leva a potenciais inconsistências no processo de corte.
A manutenção e os custos também são diferentes. As máquinas de corte hidráulicas requerem uma manutenção regular do sistema hidráulico, o que pode aumentar os custos. As máquinas de corte mecânicas são mais simples e fáceis de manter, sem necessidade de óleo hidráulico, o que as torna mais amigas do ambiente. No entanto, colocam mais problemas de segurança e requerem ajustes periódicos.
A segurança é outro fator a ter em conta. As máquinas hidráulicas têm normalmente proteção contra sobrecarga incorporada e são mais seguras de operar. As máquinas mecânicas, com os seus movimentos mecânicos rápidos e funcionamento manual, apresentam mais riscos de segurança.
Em resumo, se a sua loja requer uma produção de grande volume com menos ênfase na precisão, uma máquina de corte mecânica poderá ser mais adequada. Para um corte preciso e de menor volume com controlo automatizado, é preferível uma máquina de corte hidráulica controlada por CNC. Considere também os custos de manutenção e as caraterísticas de segurança, com as máquinas hidráulicas a oferecerem uma melhor segurança e automação à custa de uma maior manutenção, enquanto as máquinas mecânicas são mais simples e mais amigas do ambiente.
Que especificações devo ter em conta ao comprar uma máquina de corte hidráulica?
Ao comprar uma máquina de corte hidráulica, é necessário ter em conta várias especificações e factores-chave para garantir que a máquina satisfaz as necessidades específicas da sua aplicação e funciona de forma eficiente.
Em primeiro lugar, considere o tipo de material e a espessura que pretende cortar. A máquina deve ter a capacidade máxima de corte e a tonelagem adequadas para lidar com o seu material, uma vez que uma tonelagem insuficiente pode levar a uma má qualidade de corte e a uma eficiência reduzida.
De seguida, determine o comprimento de corte desejado. A máquina deve ter um comprimento de corte suficiente para manusear o seu material num único corte para evitar ineficiências e um aumento do tempo de produção.
A qualidade e o tipo de lâmina também são cruciais. As lâminas devem ser feitas de materiais duráveis, como ligas de aço, e devem ser adequadas ao material que está a cortar para garantir um corte de alta qualidade. Poderão ser necessários ajustes ou substituições regulares.
O sistema de controlo da máquina afecta a sua precisão e eficiência. As opções variam entre sistemas de controlo manuais e automáticos, com sistemas CNC avançados, como os da Cybelec ou da Delem, que oferecem uma maior automatização e precisão.
As caraterísticas de segurança são fundamentais. Procure máquinas com protecções, botões de paragem de emergência e encravamentos de segurança para evitar acidentes e ferimentos.
A estrutura e a configuração da máquina, incluindo o corpo, os apoios das ferramentas, o sistema hidráulico e o mecanismo de ajuste da folga da lâmina, devem ser robustos e fiáveis. Assegurar que a máquina tem boa resistência e rigidez e que o sistema hidráulico é de fácil manutenção.
O ajuste da folga da lâmina é essencial para acomodar diferentes espessuras de material. O ajuste correto evita danos na lâmina e garante cortes limpos.
O ângulo de corte, normalmente entre 0,5° e 3,5°, afecta a deformação do material. Um ângulo de corte mais pequeno pode melhorar a qualidade do corte, mas pode exigir mais força.
O orçamento e o retorno do investimento (ROI) também são considerações importantes. Certifique-se de que a máquina se enquadra no seu orçamento e proporciona um ROI satisfatório para evitar dificuldades financeiras.
A manutenção e a assistência técnica são cruciais para a longevidade e eficiência da máquina. São necessárias tarefas de manutenção regulares, como afiar as lâminas, mudanças de óleo e inspecções eléctricas, para manter a máquina em condições óptimas.
Por fim, considere as suas necessidades de produção futuras. A máquina deve ser suficientemente versátil para lidar com uma potencial expansão e quaisquer requisitos especiais que possam surgir.
Ao avaliar estes factores, pode selecionar uma máquina de corte hidráulica que satisfaça as suas necessidades específicas, aumente a eficiência e proporcione um bom retorno do investimento.
Como posso manter a minha máquina de corte hidráulica para um desempenho ótimo?
Para manter a sua máquina de corte hidráulica com um desempenho ótimo, siga as seguintes práticas:
Operar a máquina estritamente de acordo com as diretrizes do fabricante. Limpar regularmente a máquina para remover poeiras, aparas de metal e detritos, utilizando uma escova ou ar comprimido, especialmente em torno da área de corte, do sistema de medição do dorso e das calhas de guia. Lubrificar as peças e conjuntos móveis de acordo com as instruções do fabricante, assegurando que o óleo lubrificante está limpo e isento de precipitação.
Substituir regularmente a massa lubrificante na chumaceira do motor e lubrificar diariamente todos os pontos designados, especialmente em máquinas com sistemas de lubrificação descentralizados. Inspeccione regularmente as peças críticas e móveis quanto a desgaste, danos ou desalinhamento. Verifique se a lâmina está lascada ou embotada e esmerilhe-a ou substitua-a se necessário. Inspeccione a correia trapezoidal, o punho, o botão e os botões quanto a danos ou desgaste acentuado e substitua-os imediatamente.
Verificar regularmente o nível do óleo hidráulico, mantendo-o no nível recomendado. Inspeccione e substitua os filtros hidráulicos de acordo com as orientações do fabricante e verifique o sistema hidráulico quanto a fugas ou danos nas mangueiras, resolvendo imediatamente quaisquer problemas. Inspeccione regularmente as ligações eléctricas quanto a desgaste, danos ou folgas, assegurando que todas as ligações estão seguras. Mantenha o painel de controlo limpo e protegido da água, pó ou calor excessivo e actualize o software e o firmware conforme recomendado.
Implemente procedimentos de bloqueio/etiquetagem antes de qualquer manutenção ou inspeção para evitar a ativação acidental da máquina. Certifique-se de que apenas o pessoal designado opera a máquina e que esta é parada quando não está a ser utilizada. Limpe cuidadosamente a máquina semanalmente e lubrifique as superfícies das calhas de guia, as superfícies deslizantes, as esferas e os parafusos. Diariamente, lubrificar e limpar as máquinas-ferramentas, verificar e apertar os parafusos de fixação das ferramentas, os mecanismos de transmissão, o volante, os parafusos de suporte da mesa e os cabos do macaco.
Verificar os níveis de óleo e de azoto em cada depósito de óleo lubrificante, reabastecer de acordo com os regulamentos e assegurar que o vidro do óleo está brilhante e o depósito de óleo não tem sedimentos. Inspecionar as peças da transmissão quanto a folgas e ao engrenamento das engrenagens e cremalheiras, ajustando-as ou substituindo-as se necessário. Limpar a massa lubrificante antiga do parafuso de esferas e substituí-la por massa lubrificante nova. Limpar as várias válvulas e filtros e mudar o óleo, se necessário. Inspecionar a superfície do comutador do motor, removendo as rebarbas, limpando o pó de carvão e substituindo as escovas de carvão gastas.
Evite cortar materiais demasiado compridos e espessos, como aço rápido, aço para ferramentas ou ferro fundido, e não corte para além da superfície especificada do material para evitar danos na máquina. Monitorize a temperatura do depósito de combustível, desligando a máquina se esta subir acima dos 60 graus, e esteja atento a quaisquer falhas anormais dos mecanismos de aperto, embraiagens e travões, parando imediatamente a máquina se forem detectados problemas.
Ao seguir estes passos de manutenção abrangentes, pode garantir que a sua máquina de corte hidráulica funciona de forma óptima e tem uma vida útil prolongada.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre quais as empresas que lideram a indústria das máquinas de corte hidráulicas? Este artigo explora os 26 principais fabricantes a nível mundial, descrevendo em pormenor a sua história, especialidades e alcance global. Desde os mais antigos...
Já alguma vez se perguntou como é que máquinas poderosas transformam metal bruto em peças precisas e utilizáveis? Este artigo revela os segredos da máquina de corte hidráulica, uma maravilha da engenharia. Saiba como corta...
Já se interrogou sobre como maximizar a eficiência e a segurança da sua máquina de corte? Este guia aborda dicas essenciais para operar e manter estas poderosas ferramentas. Desde a escolha do equipamento correto...
Já alguma vez se perguntou como é que folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das guilhotinas hidráulicas. Ficará a saber mais sobre...
Já se interrogou sobre o que faz a lâmina de cisalhamento perfeita? Neste artigo, vamos explorar o fascinante mundo dos aços para matrizes, desde as variedades trabalhadas a frio até às variedades trabalhadas a quente. Descobrirá os segredos por detrás dos seus...
Já se perguntou porque é que algumas chapas metálicas saem perfeitamente planas enquanto outras se deformam e distorcem? Este artigo revela os segredos por detrás das forças de corte nas tesouras de chapa rotativas. Aprenderá como...
Já se perguntou quem são os principais jogadores da indústria de máquinas de corte? Neste artigo, vamos explorar os principais fabricantes de máquinas de corte na China para 2023. Irá descobrir empresas que...
O que distingue as tesouras de guilhotina hidráulicas das tesouras de viga oscilante e porque é que estas distinções são importantes para os seus projectos de metalurgia? Este artigo explora as principais diferenças, incluindo o movimento da lâmina, a...
O que causa a falha do sistema hidráulico de uma guilhotina? Este artigo explora os problemas comuns, como a perda de pressão, o mau funcionamento das válvulas e a queda automática do calcador....


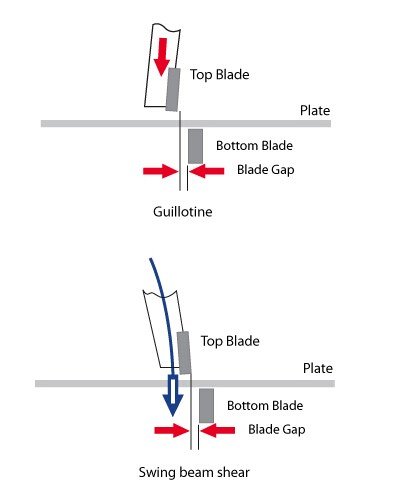
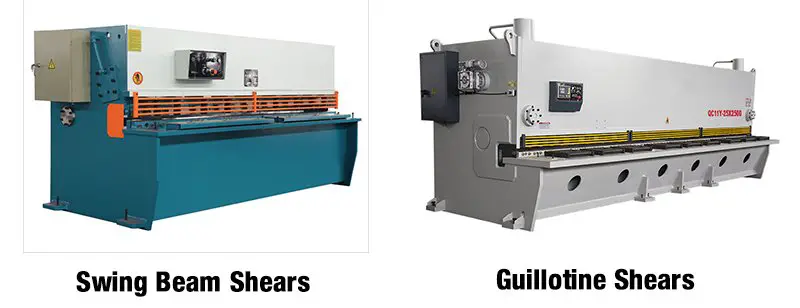
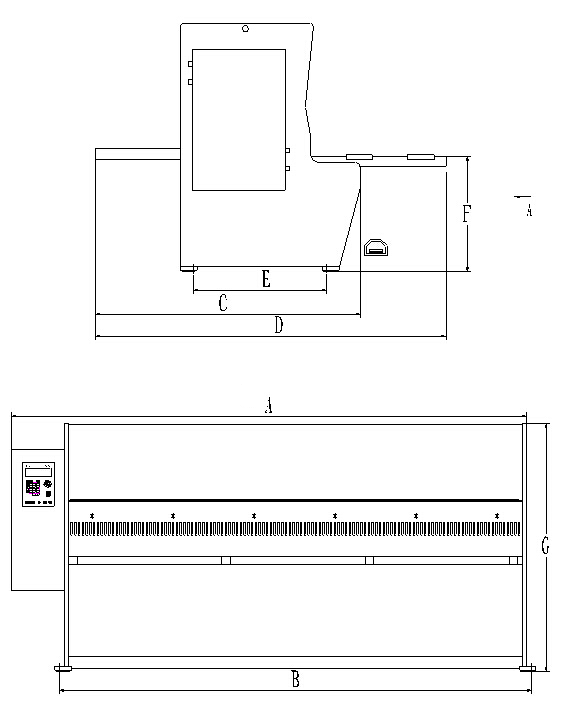
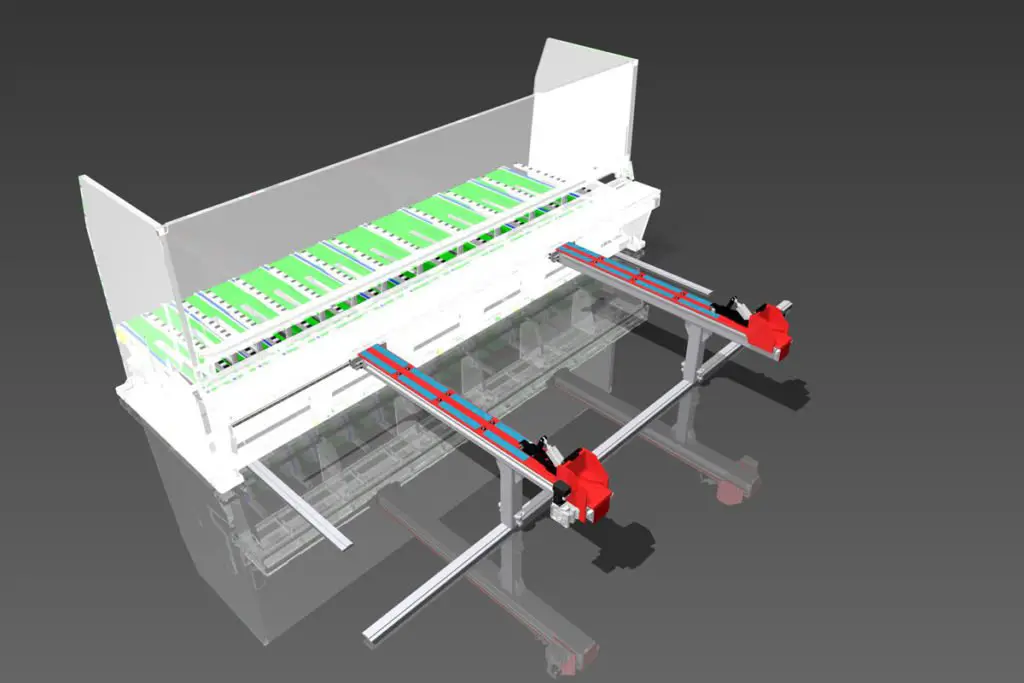

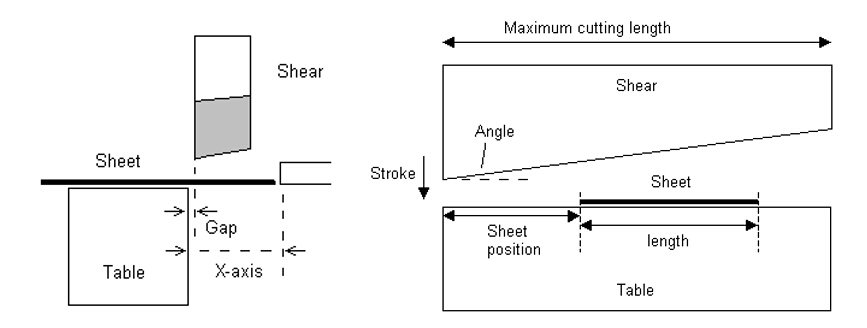

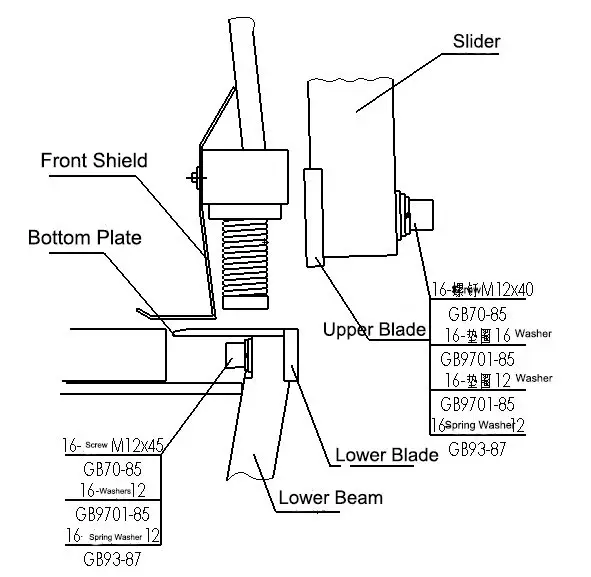
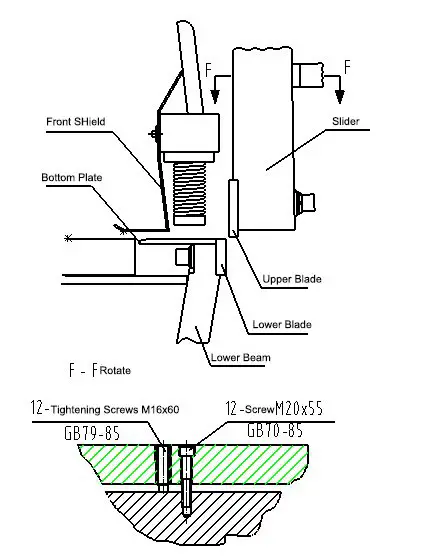
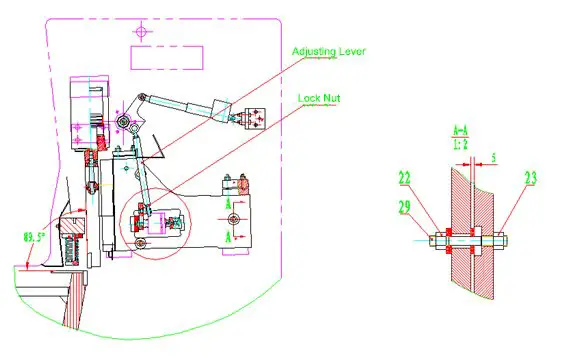
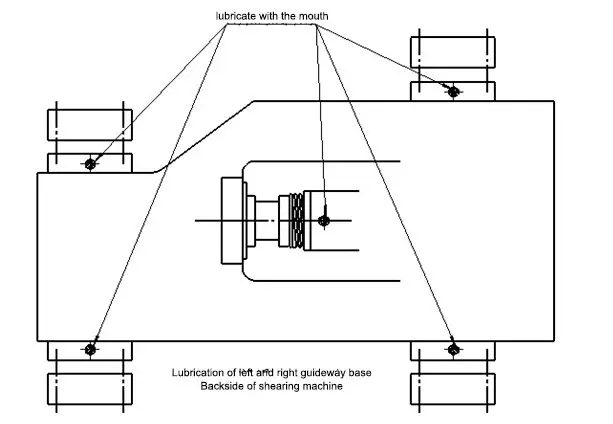
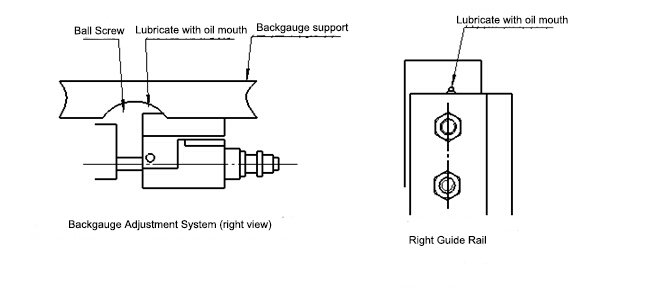
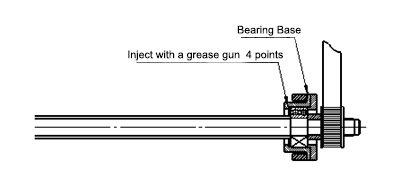

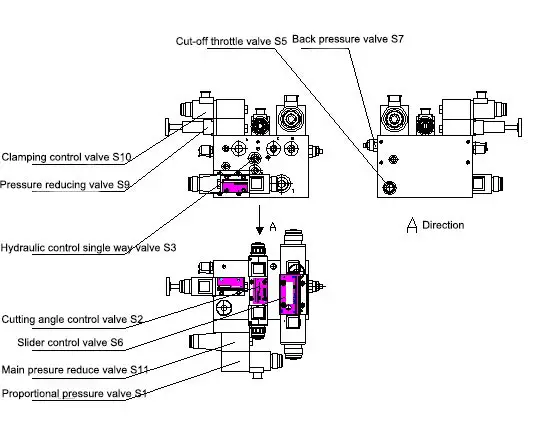










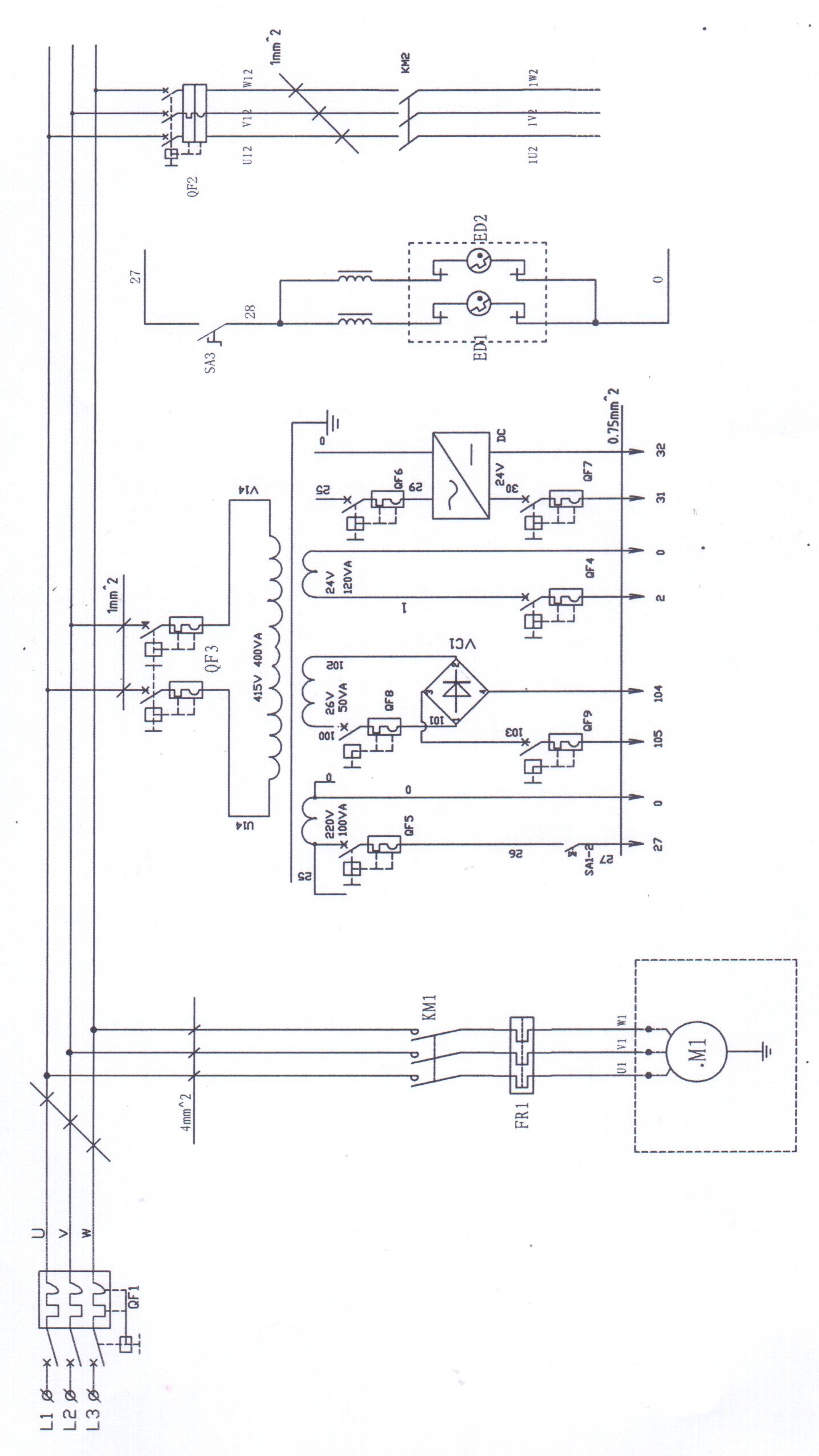{kind=link}
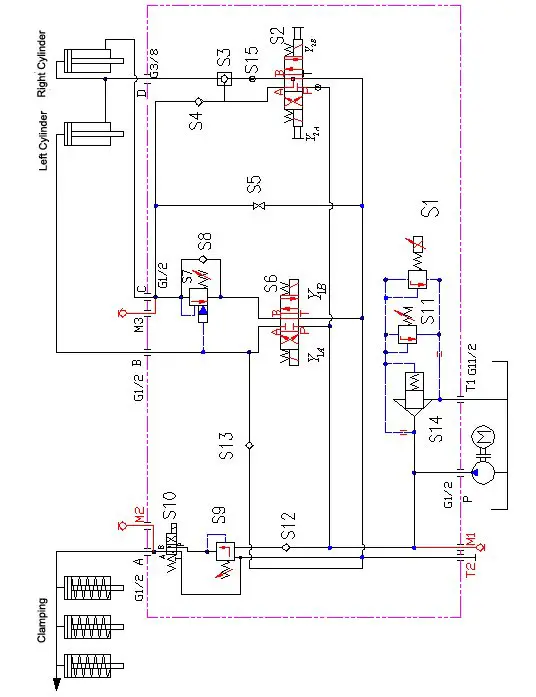{kind=link}