Dobragem de chapa metálica: 5 pontos-chave que precisa de saber
O que garante a dobragem perfeita de uma chapa metálica? Este artigo analisa cinco factores cruciais que podem ser decisivos para os seus projectos de dobragem de chapas metálicas, abrangendo aspectos essenciais como o raio de dobragem mínimo, a altura de dobragem, as margens dos furos, a posição da linha de dobragem e a importância do posicionamento dos furos. Os leitores irão adquirir uma compreensão mais profunda destes princípios fundamentais, garantindo precisão e qualidade nas suas tarefas de metalurgia.
O raio de curvatura mínimo refere-se ao raio do canto de curvatura interior, desde que as fibras exteriores da folha não se partam durante o processo de curvatura.
Só é necessário especificar o raio de curvatura mínimo mediante pedido especial e este deve ser aumentado tanto quanto possível em condições normais.
O quadro 1 indica os raios de curvatura mínimos para várias séries de espessuras de materiais de chapa metálica normalmente utilizados.
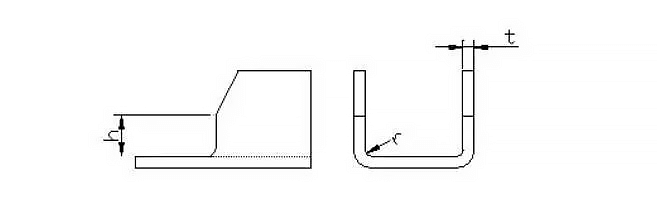
2.1 Para garantir a qualidade da peça de trabalho dobrada, a aresta reta das peças dobradas não deve ser inferior à altura mínima de dobragem.
Quando se dobra para formar um ângulo reto, como se mostra na Figura 1, a altura mínima de dobragem é determinada pela fórmula (1).
hmin= r+2t---------------------(1)
Fig. 1
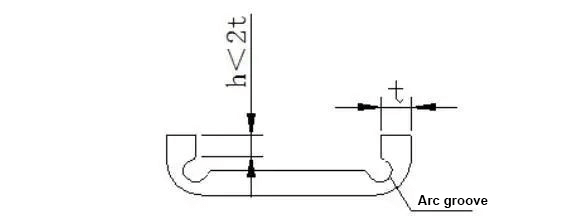
2.2 Requisitos especiais da altura de flexão:
Se o projeto precisar de dobrar a altura de dobra h ≤ r + 2t, a primeira coisa a fazer é aumentar a altura da dobra, depois dobrar e processá-la até ao tamanho necessário.
Após o processamento de ranhuras em arco pouco profundas na zona de deformação por flexão, dobrar novamente, como mostra a Figura 2.
Fig. 2
2.3 Altura da aresta reta do lado dobrado com cantos biselados.
Ao dobrar uma peça dobrada com arestas laterais biseladas, como mostra a Figura 3.
A altura mínima dos bordos laterais é a indicada na equação (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
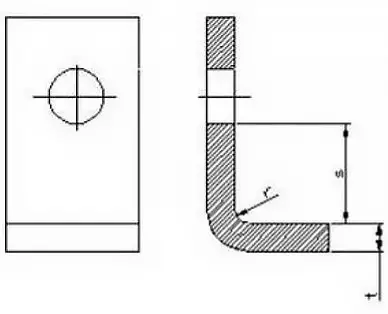
3. Margens mínimas dos furos
Quando é necessária uma dobra após o puncionamento, o furo deve ser posicionado fora da área de deformação da dobra para evitar que se deforme durante a processo de dobragem.
A distância da borda do furo à superfície interna da borda dobrada é mostrada na Tabela 2.
Quadro 2: Margens mínimas dos furos
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2.5t+2
>2
s≥1.5t+r
>50
s≥3t+r
4. Posição da linha de flexão
4.1 Ao dobrar parcialmente uma secção, a linha de dobra não deve situar-se num local de brusquidão dimensional para evitar fissuras de flexão causadas por concentrações de tensão nos cantos agudos da alteração dimensional.
A distância S da mutação deve ser maior do que o raio de curvatura r, ver Figura 4a.
Ou perfurar orifícios ou ranhuras do processo para separar a zona de deformação da zona de não-deformação, ver Figura 4b, 4c.
Observe os requisitos de tamanho da figura: S ≥ R; largura da ranhura k ≥ t; profundidade da ranhura L ≥ t + R + k / 2.
Figura 4
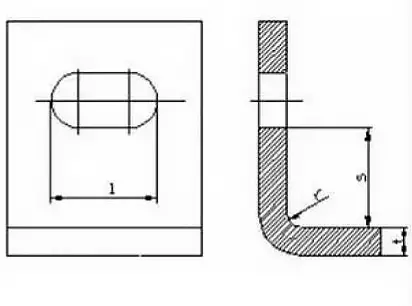
4.2 Quando o furo está localizado na zona de deformação por flexão, as medidas do processo a serem tomadas antes da flexão são mostradas na Figura 5.
Fig. 5
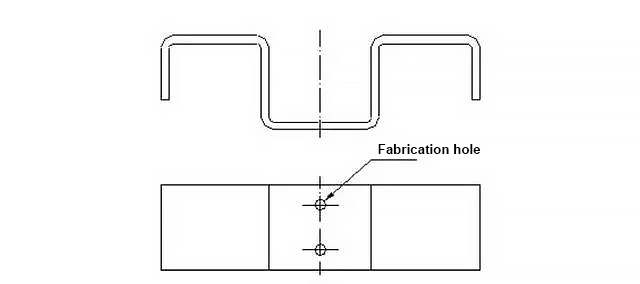
5. As peças dobradas devem ser concebidas para definir os orifícios de posicionamento do processo
Para garantir o posicionamento exato da chapa na matriz e evitar movimentos durante a dobragem que conduzam ao desperdício de produto, as peças dobradas devem ser concebidas com orifícios de posicionamento do processo, conforme ilustrado na Figura 6.
Especialmente para peças formadas através de múltiplas dobras, os furos do processo devem ser utilizados como pontos de referência para o posicionamento, a fim de reduzir o erro acumulado e garantir a qualidade do produto.
Fig. 6
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...