A nossa empresa desenvolveu uma nova caixa de segurança à prova de fogo de nano-cimento de alta resistência como parte do nosso projeto de transformação de realizações científicas e tecnológicas, satisfazendo as exigências dos nossos clientes.
A caixa de segurança é constituída por um recipiente interior e um invólucro exterior, ambos dobrados a partir de chapas de aço laminadas a frio. No entanto, devido à interferência entre a máquina de prensagem e as peças, não é possível utilizar a matriz de dobragem convencional.
O desafio consiste em encontrar uma solução que permita à máquina de prensagem dobrar as peças em forma de U sem qualquer interferência. Esta é a chave para resolver o problema do processo.
1. Análise do processo das peças
Como ilustrado nas figuras 1 e 2, os diagramas mostram, respetivamente, o contentor interior e o invólucro exterior da caixa de segurança.
Fig. 1 Recipiente interior Fig. 2 Invólucro exterior
A peça é fabricada a partir de chapa de aço laminada a frio com 3 mm de espessura e requer dobragem numa travão de prensa máquina. Durante a simulação de flexão do modelo da peça, verificou-se que um dos lados da peça interferia com o painel da máquina.
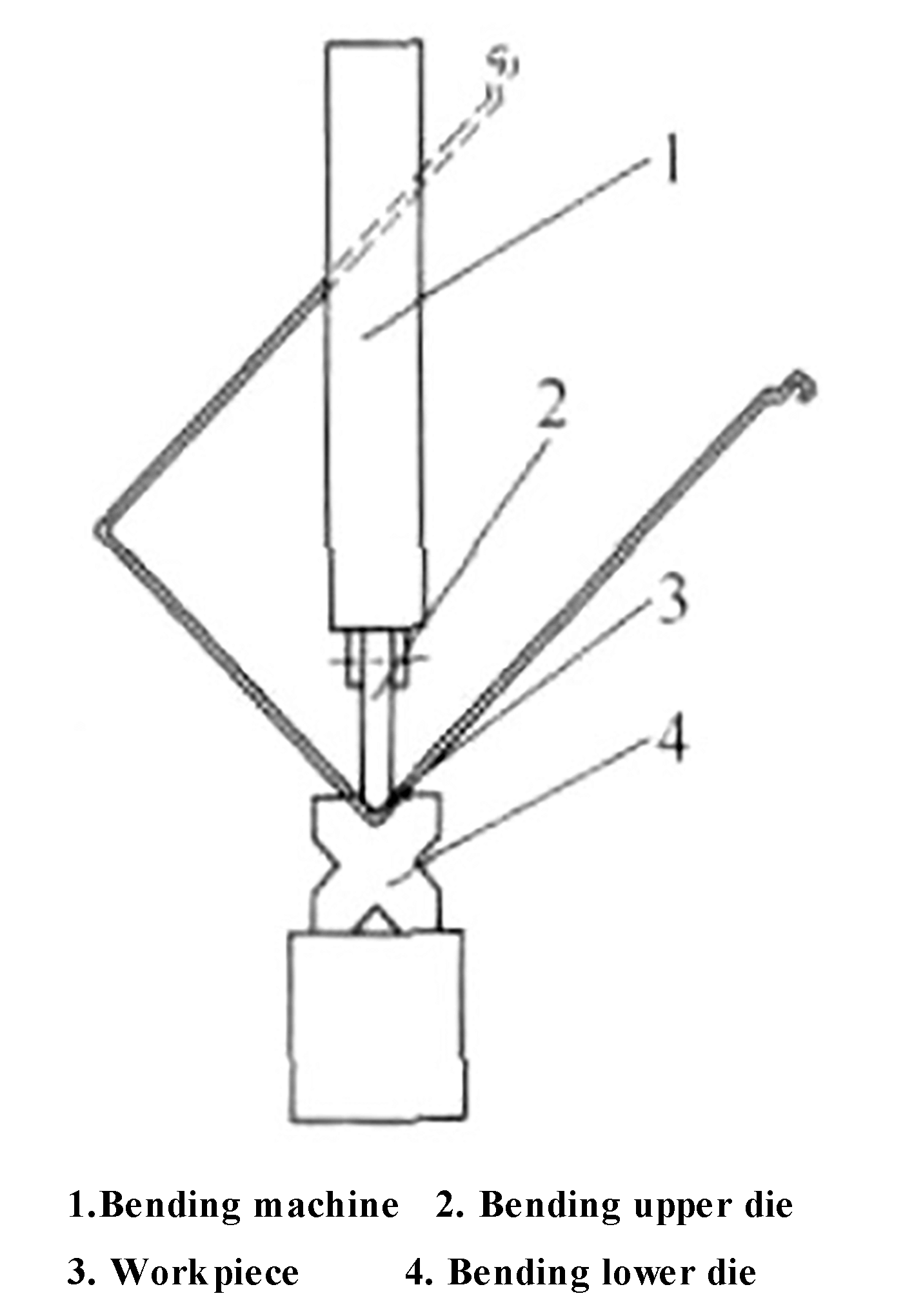
Após uma análise mais aprofundada, determinou-se que a relação de aspeto da peça era demasiado grande, atingindo 1,54 e 1,52, respetivamente, o que é significativamente superior à relação 1:1. Normalmente, quando se dobram peças em forma de U utilizando um matriz de dobragemSe o rácio comprimento/largura for superior a 1:1, o lado comprido da peça interferirá com a prensa. Se o rácio for maior, o lado comprido da peça irá interferir com a prensa máquina de travão, como demonstrado na Figura 3.
Fig. 3 Fenómeno de interferência do lado comprido da peça
Relacionadas: Calculadora de força de curvatura em V e em U
2. Estrutura da máquina de prensagem a frio existente
Analisámos a máquina de prensagem e a matriz de dobragem e descobrimos o seguinte:
O painel frontal da máquina de prensa dobradeira tem uma estrutura complexa e volumosa, com uma espessura de aproximadamente 80mm e é fixo no lugar. Durante o processo de dobragem, a mesa de trabalho da máquina de prensa dobradeira e a matriz de dobragem movem-se para cima e para baixo em conjunto.
Foi determinado que seria impraticável e impossível modificar a máquina de prensagem para acomodar o processamento destas peças.
No entanto, a introdução de melhorias de design adequadas na matriz de quinagem pode resolver eficazmente o problema sem alterar a estrutura da máquina de quinagem. Esta abordagem permitiria obter o dobro do resultado com metade do esforço, possibilitando a dobragem bem sucedida de peças em forma de U.
Como mostra a Figura 4, a matriz de dobragem convencional tem uma estrutura simétrica com um ângulo de 45°, com uma orientação esquerda-direita.
Fig. 4 A matriz de dobragem normal
A trajetória da matriz é equivalente à diagonal de um quadrado. A relação máxima entre o comprimento e a largura da peça em forma de U que pode ser dobrada pela matriz é de 1:1. Se esta relação for excedida, um dos lados da peça entrará em conflito com a máquina de prensagem, impedindo o processamento bem sucedido da peça.
3. Soluçãos de interferência entre as peças e a máquina de prensagem
A análise do processo das peças e da estrutura da matriz de corte da máquina de prensagem revelou que a causa da interferência é a elevada relação comprimento-largura das peças em forma de U, que excede a capacidade de dobragem da matriz de corte da máquina de prensagem.
Para resolver esta questão, fizemos um desvio ousado da estrutura simétrica tradicional da matriz de dobragem comum.
Adoptámos uma estrutura assimétrica esquerda-direita como solução.
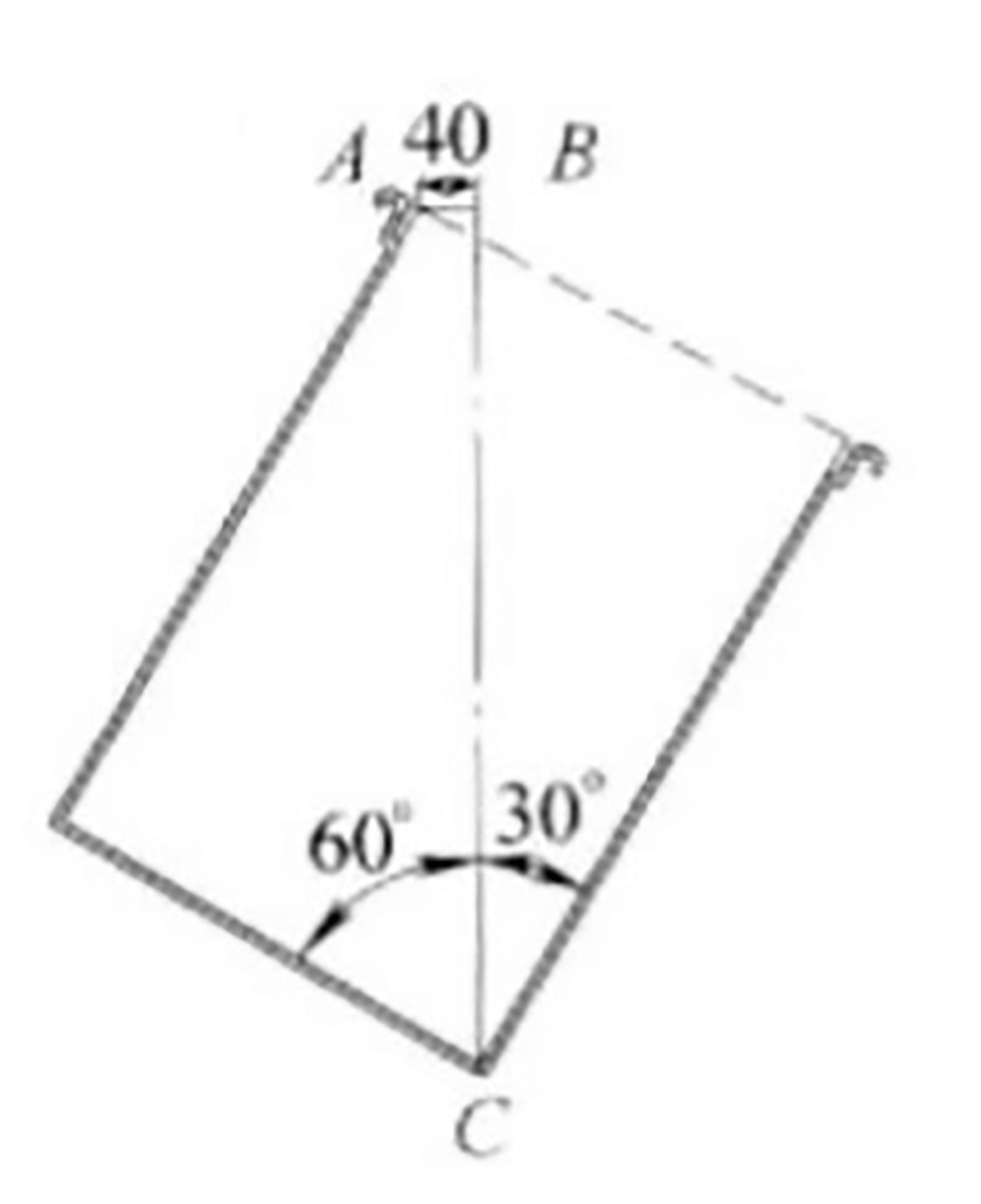
Em vista plana, a parte em forma de U é considerada um retângulo (ver figura 5). O ponto A foi deslocado 40 mm (equivalente a metade da espessura do painel da máquina de prensagem, que é de 80 mm) para o ponto B. A linha diagonal entre os pontos B e C divide o ângulo reto em duas partes, 30° e 60°, respetivamente.
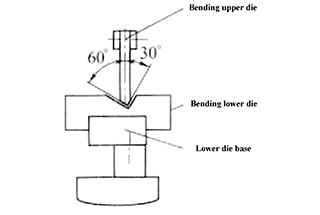
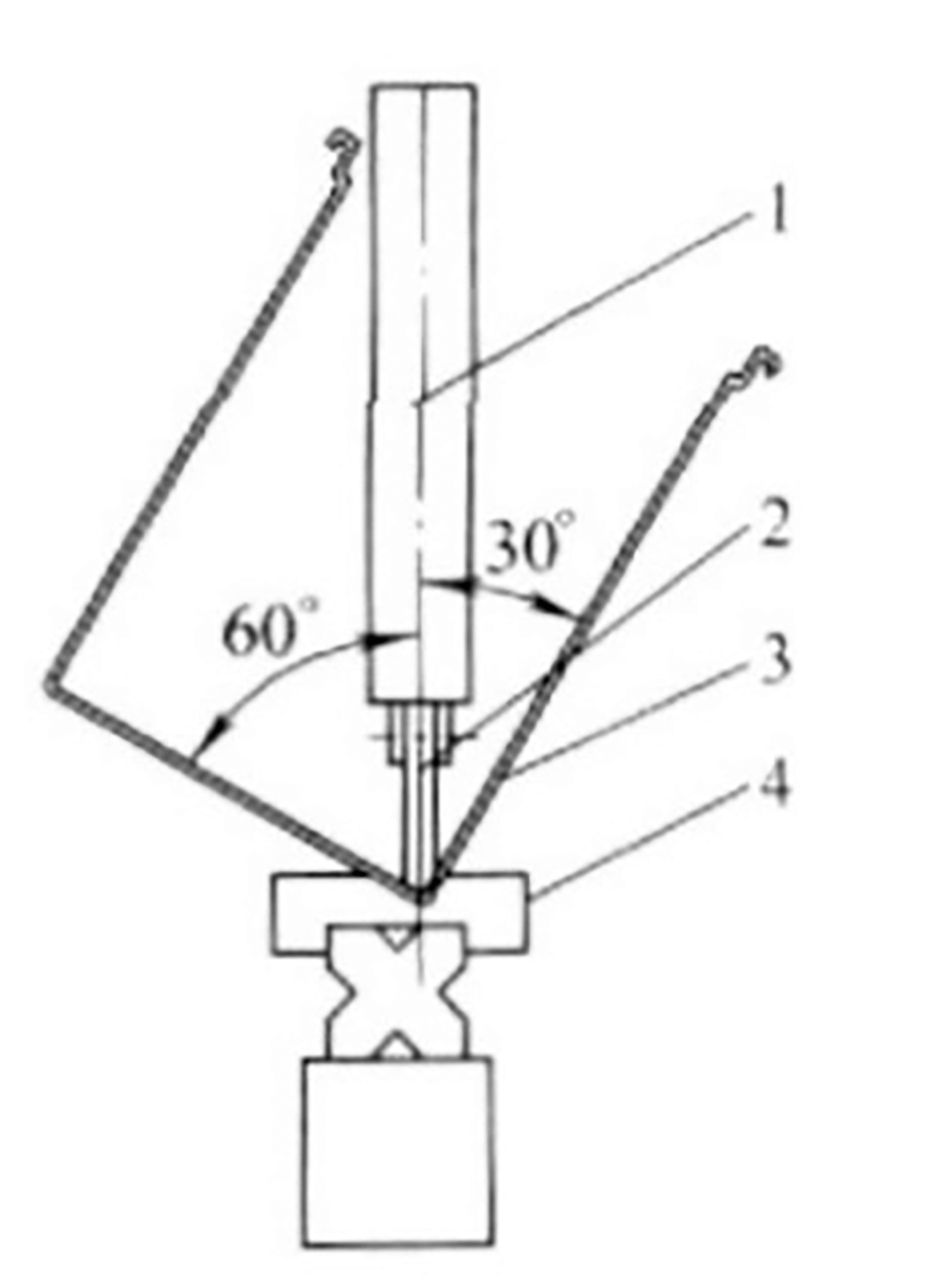
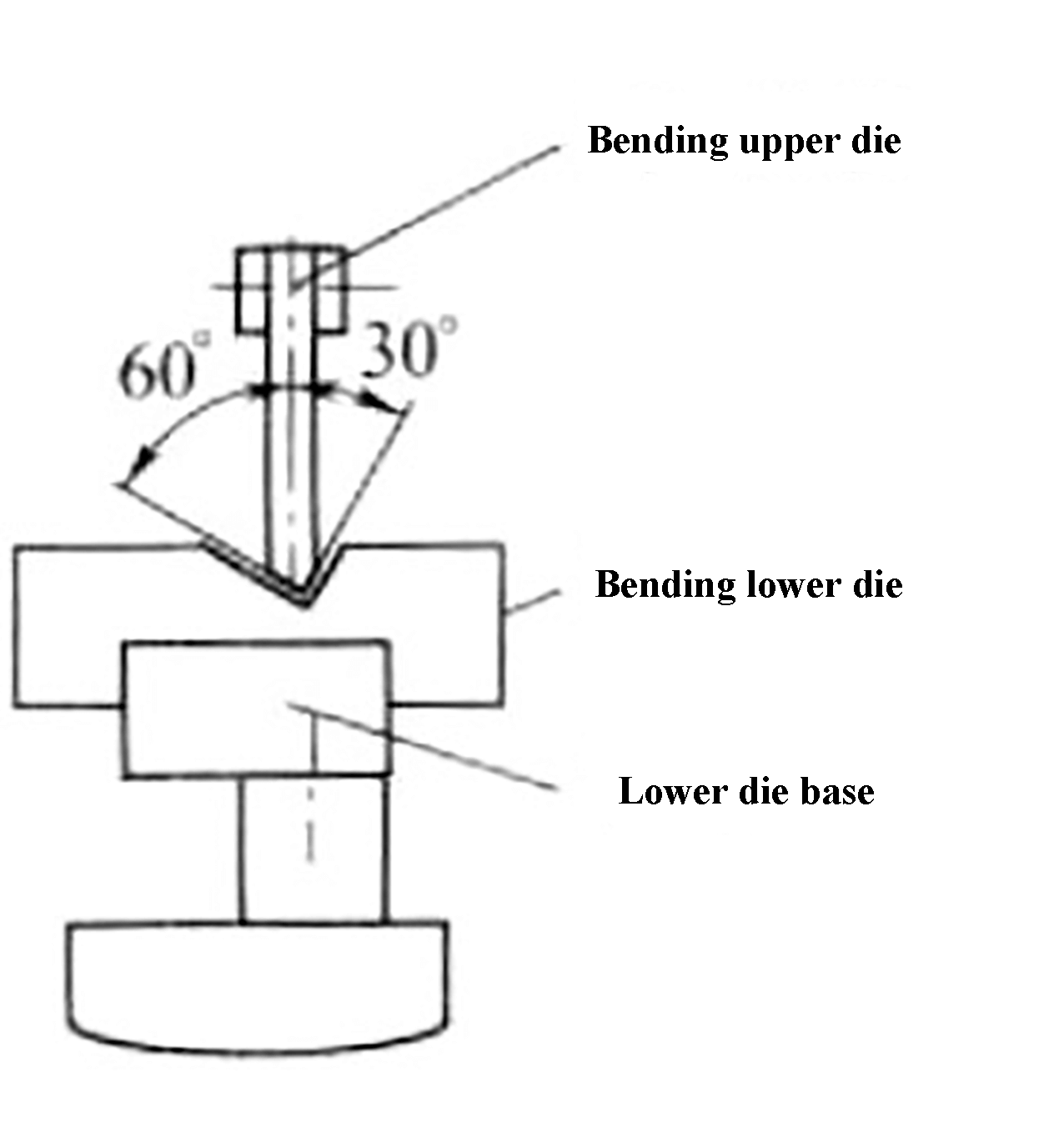
Com base nestas constatações, concebemos o sistema de flexão superior e matriz inferior como mostra a figura 6. O lado comprido da peça em forma de U evita agora o painel da máquina de prensagem a frio, alargando assim a gama de processamento da máquina de prensagem a frio.
Fig. 5 A figura plana
Fig. 6 A matriz superior e inferior de flexão
4. Melhoria da matriz de dobragem
Para resolver os problemas de interferência entre as peças e a máquina de prensagem, efectuámos melhorias em duas máquinas de prensagem diferentes.
A primeira melhoria foi efectuada na máquina de prensagem normal. O processo envolveu a utilização do molde de dobragem original como referência, a fixação do molde inferior como base e, em seguida, a fixação do novo molde inferior assimétrico sobre o mesmo. Finalmente, a matriz superior foi diretamente substituída, como mostra a Figura 7.
Fig. 7 Melhoria da máquina de prensagem normal
A segunda melhoria foi efectuada no Prensa dobradeira CNC máquina. O processo envolveu a adição de um suporte de matriz inferior ajustável que está ligado à base da máquina de prensagem. A matriz superior foi então diretamente substituída, como mostra a Figura 8.
Fig. 8 Melhoria da Prensa CNC máquina de travão
O processo de ajustamento deste molde assimétrico é diferente do processo de ajustamento simétrico do molde normal.
Para a matriz comum, apenas a espessura das peças dobradas precisa de ser ajustada usando os pontos de ponta das matrizes superior e inferior como referência.
No entanto, para a matriz assimétrica, o espaçamento entre as matrizes superior e inferior deve ser usado como padrão de ajuste em vez de alinhar os pontos de ponta das matrizes superior e inferior.
O processo de ajuste requer primeiro a equalização do espaçamento entre as matrizes superior e inferior em ambos os lados e, em seguida, o ajuste à espessura das peças dobradas.
Esta modificação da matriz de dobragem original oferece custos de fabrico mais baixos, um ciclo de produção mais curto e uma operação mais fácil, resultando no dobro do resultado com metade do esforço.
5. Conclusão
Com a melhoria da ferramenta de dobragem, o problema de interferência das peças em forma de U durante o processo de processo de dobragem foi resolvido e a capacidade de processamento da máquina de prensagem foi aumentada.
A operação é simples e fácil de utilizar.
Para diferentes peças em forma de U, os ângulos esquerdo e direito da ferramenta de dobragem também podem ser reorganizados para resolver o problema de interferência, tornando-a altamente valiosa para uma utilização e promoção mais alargadas.