1. Características da lapidação
A lapidação tem as seguintes características:
(1) A peça de trabalho rugosidade da superfície pode atingir Ra = 0,006 a 0,1 μm, e pode ser conseguido um micro-corte com Ra = 0,1 μm.
(2) Pode resultar num ajuste muito preciso entre as superfícies de contacto.
(3) A lapidação é efectuada a baixa velocidade e baixa pressão, gerando um calor mínimo.
A superfície da peça de trabalho não tem uma camada metamórfica, o que resulta numa melhor qualidade.
(4) O dispositivo e a máquina de moagem têm uma estrutura relativamente simples, o que o torna adequado tanto para a produção manual de uma peça única como para a produção mecânica de lotes.
A precisão da retificação manual depende da precisão da ferramenta de retificação e das capacidades de operação do trabalhador, enquanto a precisão da retificação mecânica também depende da precisão da ferramenta de retificação, da trajetória correcta e dos métodos de operação adequados.
(5) Durante o processo de retificação, as partículas abrasivas duras podem facilmente penetrar na superfície macia da peça de trabalho, afectando a sua vida útil e propriedades ópticas.
(6) A eficiência da lapidação é baixa.
O material da ferramenta de lapidação é tipicamente macio e propenso ao desgaste, pelo que deve ser objeto de manutenção regular para garantir a sua precisão.
2. Materiais e superfícies maquináveis de lapidação
A trituração pode processar uma variedade de materiais metálicosA indústria de materiais de construção tem uma vasta gama de materiais, incluindo aço (incluindo aço temperado), ferro fundido, cobre e carboneto cementado, bem como materiais não metálicos, como cerâmica, pedras preciosas, semicondutores, vidro e plásticos.
A forma da superfície da peça de trabalho inclui superfícies cilíndricas interiores e exteriores, superfícies cónicas, planos, superfícies convexas e côncavas, superfícies esféricas interiores e exteriores, roscas de parafusos, engrenagens, etc.
3. Lprincípio de aplicação
Na lapidação, a quantidade adequada de abrasivo é colocada entre a ferramenta de lapidação e a superfície da peça de trabalho.
A combinação de movimento alternativo e rotação ou rotação e movimento planetário é então efectuada sob uma pressão específica.
As partículas abrasivas no abrasivo são feitas para deslizar ou rolar entre a ferramenta de lapidação e a superfície da peça de trabalho, resultando em micro-corte.
Devido à natureza fina das partículas abrasivas, apenas uma camada muito fina de material pode ser cortada.
Isto resulta numa pista de movimento líquido muito pequena na superfície da peça de trabalho, levando a uma qualidade de superfície e precisão de maquinação excepcionais.
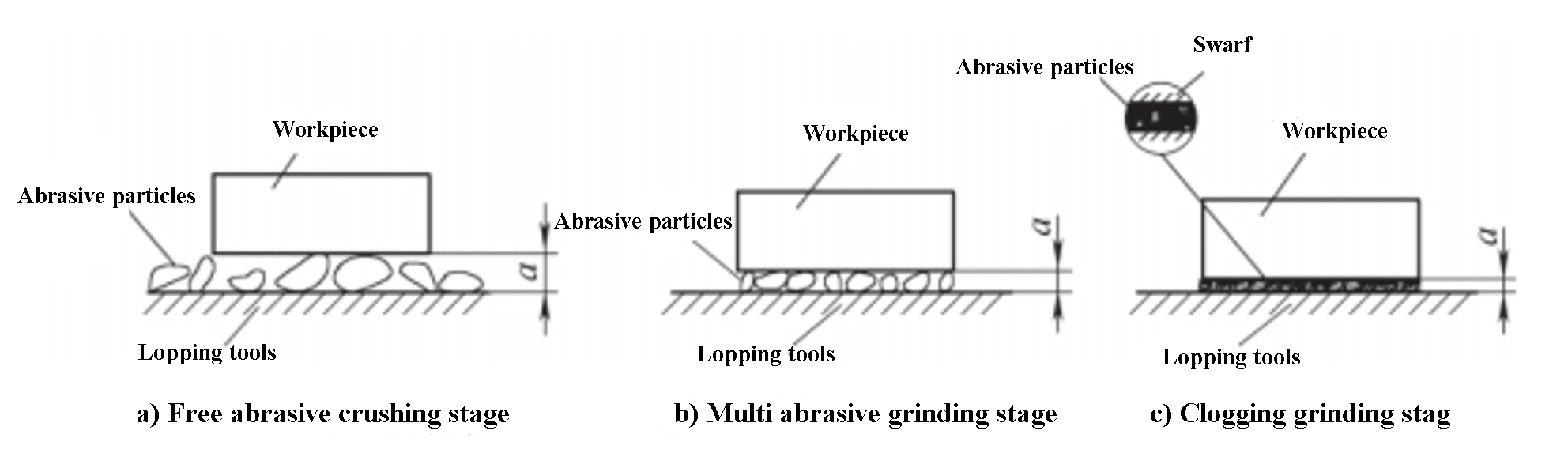
Os abrasivos podem ser divididos em lapidação húmida (lapidação de lixagem, como mostra a Figura 1), lapidação seca (lapidação de lixagem) e lapidação semi-seca (lapidação de pasta) com base nas suas condições de utilização.
Fig. 1 Processo de lapidação a húmido
4. Precisão de maquinagem que lapelapode alcançar
A lapidação baseia-se num bom pré-processamento, efectuando um micro-corte com uma rugosidade superficial de Ra = 0,01 a 0,1 μm e micro-alimentação.
Este nível de precisão e qualidade de superfície é difícil de alcançar através de outros métodos de maquinagem e pode ser várias vezes superior aos resultados de métodos alternativos.
A precisão pode atingir 0,025 μm e a rugosidade da superfície pode atingir Ra = 0,006 μm.
Enquanto outros métodos de maquinagem podem seguir uma abordagem de "processamento de cópia", a lapidação é um "processamento de criação".
Durante este processo, tanto a precisão da ferramenta de lapidação como a da peça de trabalho são melhoradas, ultrapassando a precisão original da ferramenta de lapidação.
5. Abrasivo
O abrasivo consiste em partículas abrasivas, fluido de moagem e um enchimento auxiliar.
Com base no método de moagem e no material da peça de trabalho, podem ser preparados abrasivos líquidos, pasta de moagem e abrasivos sólidos.
As partículas abrasivas são o componente essencial do abrasivo, e o seu desempenho e seleção adequada têm um impacto significativo na eficiência e qualidade da moagem.
1) Abrasivos
Os abrasivos normalmente utilizados são o corindo, o carboneto de silício, o carboneto de boro, o diamante e o nitreto cúbico de boro.
Os abrasivos macios, como o óxido de ferro, o óxido de crómio e o óxido de cério, também podem ser utilizados para reduzir ainda mais a rugosidade da superfície da peça de trabalho.
O abrasivo de corindo é utilizado para retificar peças de aço em geral, enquanto os abrasivos de carboneto de silício ou de carboneto de boro são utilizados para retificar materiais duros e quebradiços, como ferro fundido, ligas duras, pedras preciosas e cerâmica.
O abrasivo de diamante é adequado para retificar carboneto cimentado, cerâmica, pedras preciosas e vidro ótico, e o abrasivo de nitreto de boro cúbico deve ser utilizado para retificar aço rápido e aço para moldes.
A escolha da dimensão do abrasivo e a eficiência da retificação estão diretamente relacionadas com a rugosidade da superfície da peça.
Uma granulometria grosseira resulta numa eficiência elevada, mas num valor elevado de rugosidade da superfície (Ra), enquanto uma granulometria mais pequena resulta numa eficiência mais baixa, mas num valor mais baixo de rugosidade da superfície.
O tamanho do grão varia de W0,5 a W40, e a rugosidade da superfície pode variar de 0,006 a 0,4 μm.
2) Líquido de lapidação
O fluido de lapidação serve para arrefecer e lubrificar durante o processo e ajuda a distribuir uniformemente as partículas abrasivas na superfície da ferramenta de lapidação.
Para o desbaste, é utilizado o óleo de sistema de perda total N15, enquanto que para o desbaste de acabamento, é utilizada uma mistura de uma parte de óleo de sistema de perda total N15, três partes de querosene, uma pequena quantidade de óleo de turbina ou óleo de fuso e óleo mineral leve ou óleo de transformador.
O querosene é utilizado para triturar ferro fundido, enquanto o óleo animal e uma pequena quantidade de óleo de fuso ou óleo vegetal são utilizados para triturar cobre. O óleo vegetal, o óleo de turbina ou a emulsão são utilizados para triturar aço temperado e aço inoxidável.
Azeite, redondeza óleo ou água destilada é utilizado para moer diamantes, gasolina para moer carboneto cimentado, álcool para moer ouro, prata e platina, e água para moer vidro e cristal.
3) Enchimentos auxiliares
No processo de lapidação, as cargas auxiliares servem o objetivo de adsorver e melhorar a eficiência do processamento.
As cargas auxiliares normalmente utilizadas são compostas por ácido esteárico ou ácido oleico, ácido gordo e glicerina industrial como componentes principais em proporções variáveis.
4) Preparação do abrasivo
Na lapidação húmida, os abrasivos líquidos são constituídos por querosene, massa lubrificante misturada e pó abrasivo com uma concentração (fração de massa) de aproximadamente 30% a 40%. A concentração diminui se o pó for fino e fornecido automaticamente pela máquina.
Na lapidação a seco, é utilizada uma mistura de 15 g de pó abrasivo, 8 g de gordura mista, 200 ml de gasolina de aviação e 35 g de querosene, após imersão durante uma semana. A pasta de moagem contém 20% a 50% de pó abrasivo, 25% a 30% de ácido oleico, 18% a 30% de gordura mista e, nalguns casos, é adicionada cerca de 15% de vaselina para pó muito fino.
O abrasivo sólido, ou sabão abrasivo, é utilizado para melhorar o brilho da superfície da peça de trabalho. A sua composição inclui 57% de óxido de crómio, 21,5% de parafina, 21,5% de cera de abelha, 11% de gordura mista de ácido esteárico e 7% de querosene.
6. Funções e materiais de lapidação ferramentas
1) Funções das ferramentas de lapidação
A ferramenta de brunir serve de molde para a brunidura, conferindo, até certo ponto, a sua própria precisão geométrica à peça de trabalho. É responsável pelo transporte dos abrasivos para revestimento e incorporação. Durante o seu movimento relativo com a peça de trabalho, esta é processada para atingir a precisão de maquinação e a qualidade de superfície desejadas.
A ferramenta de brunir deve ter ranhuras para segurar os abrasivos e evitar a acumulação de abrasivos em excesso. Deve também ter uma precisão geométrica adequada, rigidez suficiente, um material compacto sem impurezas e uma dureza uniforme.
2) Materiais das ferramentas de lapidação
O ferro fundido é adequado para retificar uma grande variedade de materiais; o aço macio é adequado para retificar roscas de pequeno diâmetro e pequenos orifícios; o latão e o cobre vermelho são adequados para retificação grosseira e retificação de pedras preciosas; a madeira dura é adequada para retificar cobre e metais macios; o estanho e o chumbo são adequados para melhorar a qualidade da superfície das peças de trabalho, uma vez que são demasiado macios para alterar a forma das peças de trabalho.
7. Lapptrajetória e parâmetros
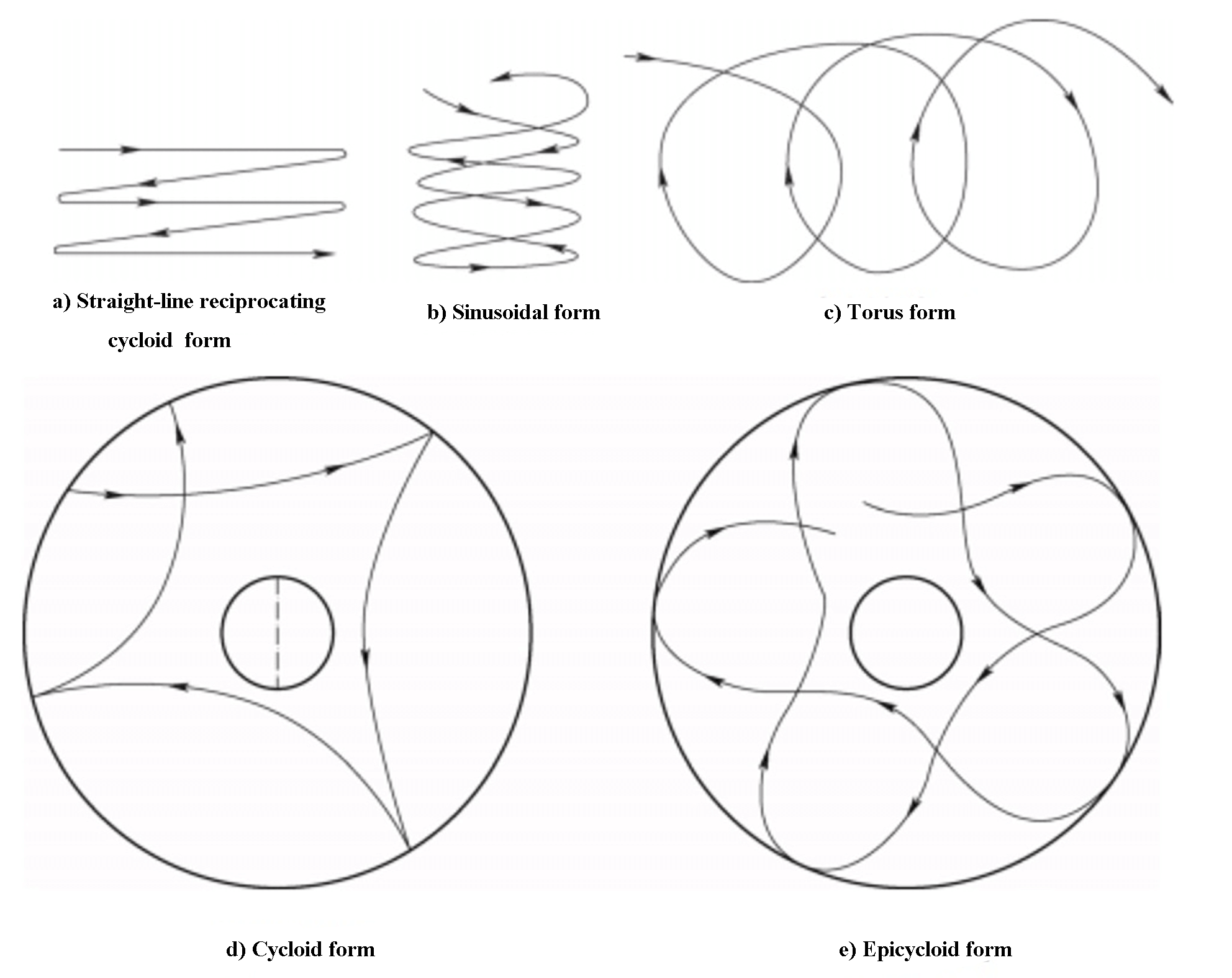
1) A trajetória de lapidação é mostrado na Fig. 2, e tem diferentes formas, como o cicloide recíproco em linha reta.
Fig. 2 A trajetória de lapidação
2) Pressão de lapidação
Na lapidação húmida, a pressão varia entre 10 e 25 MPa, enquanto na lapidação a seco, a pressão varia entre 1 e 15 MPa. Para a lapidação fina, o valor da pressão é inferior.
3) Velocidade de lapidação
A eficiência da lapidação é diretamente proporcional à velocidade de lapidação. A velocidade de lapidação húmida é de 20 a 100 m/min, e a velocidade de lapidação seca é de 10 a 20 m/min. Se a precisão da peça de trabalho for elevada e o material da peça de trabalho for macio, deve ser adotado um valor menor.
4) Subsídio de lapidação
O orifício interno é de 0,01-0,03 mm (tolerância de diâmetro), o círculo externo é de 0,005-0,01 mm e o plano é de 0,005-0,01 mm.
5) Problemas que requerem atenção
Os abrasivos devem ser armazenados corretamente para evitar a contaminação por poeiras; ao mudar para abrasivos com um tamanho de partícula diferente, os abrasivos existentes na peça de trabalho e na ferramenta de lapidação devem ser limpos com querosene para evitar riscos na superfície da peça de trabalho; o ambiente de lapidação deve estar livre de poeiras.
8. Conclusão
A lapidação é uma tecnologia de processamento de precisão e ultra-precisão que atinge valores de rugosidade superficial muito baixos. Com o avanço da tecnologia, as exigências de qualidade do produto estão a aumentar. No acabamento local, a lapidação tem vantagens incomparáveis em relação a outros métodos de corte, tornando-a importante no processamento de peças com elevada precisão e qualidade de superfície.