Resolução de problemas de máquinas de corte a laser: Mais de 100 problemas e soluções
O corte a laser revolucionou o fabrico, mas até as máquinas mais avançadas enfrentam problemas. Nesta publicação do blogue, analisamos os problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecemos soluções de resolução de problemas passo a passo. O nosso engenheiro mecânico especialista analisa cada problema, desde imprecisões de corte a ruídos anormais, oferecendo explicações claras e soluções práticas. Quer seja um operador ou um profissional de manutenção, este guia irá ajudá-lo a diagnosticar e resolver rapidamente os problemas das máquinas de corte a laser, garantindo um desempenho ótimo e minimizando o tempo de inatividade.
As máquinas de gravação e corte a laser tornaram-se ferramentas indispensáveis em vários sectores, oferecendo uma precisão, velocidade e versatilidade inigualáveis no processamento de materiais. No entanto, estas máquinas sofisticadas podem ter uma série de problemas que podem afetar o seu desempenho. Este guia fornece métodos de resolução de problemas abrangentes para ajudar os utilizadores a resolver problemas comuns encontrados em máquinas de gravação e corte a laser. Ao identificar e resolver sistematicamente estes problemas, os utilizadores podem assegurar um desempenho e uma longevidade óptimos da máquina.
Importância da resolução adequada de problemas em máquinas de gravação e corte a laser
A resolução correta de problemas é essencial para manter a eficiência e a eficácia das máquinas de gravação e corte a laser. A rápida identificação e resolução de problemas pode evitar que problemas menores se transformem em problemas maiores, reduzindo assim o tempo de inatividade e os custos de reparação. A resolução regular de problemas e a manutenção também melhoram a qualidade das gravações e dos cortes, garantindo resultados consistentes e de alta qualidade.
As máquinas de gravação e corte a laser são sistemas complexos que dependem de um alinhamento preciso, calibração e componentes limpos para funcionarem corretamente. Por exemplo, os desalinhamentos ou a contaminação podem levar a problemas como gravações desalinhadas, imagens pouco nítidas e sobreaquecimento. Ao seguir os passos de resolução de problemas descritos neste guia, os utilizadores podem resolver sistematicamente estes problemas, assegurando que as suas máquinas funcionam de forma suave e eficiente.
Conceitos-chave e seu impacto
Alinhamento a laser: O alinhamento correto do laser é crucial para gravações e cortes precisos. Lasers desalinhados podem resultar em gravações irregulares ou incorrectas, o que pode comprometer a qualidade do produto final. A verificação e o ajuste regulares do alinhamento do laser garantem precisão e consistência.
Poeira e contaminação: O pó e os detritos podem acumular-se nos componentes da máquina, afectando o seu desempenho. Por exemplo, a poeira na lente do laser pode dispersar o feixe de laser, dando origem a gravações pouco nítidas. A limpeza regular dos componentes da máquina, especialmente da lente e dos espelhos, é necessária para manter um desempenho ótimo.
Sobreaquecimento: O sobreaquecimento pode danificar gravemente a máquina de gravação e corte a laser, conduzindo a reparações dispendiosas e a um tempo de inatividade prolongado. Para evitar o sobreaquecimento, é fundamental garantir a existência de sistemas de ventilação e refrigeração adequados. A monitorização da temperatura da máquina e a resolução imediata de quaisquer sinais de sobreaquecimento podem atenuar os potenciais perigos.
Cenários práticos de resolução de problemas
Considere um cenário em que as gravações a laser parecem desalinhadas. Este problema pode dever-se ao desalinhamento do próprio laser. Para resolver este problema, o utilizador deve verificar o alinhamento do laser utilizando as ferramentas de alinhamento incorporadas na máquina ou um dispositivo de alinhamento do laser. Devem ser efectuados ajustes até que o feixe de laser esteja corretamente alinhado com o percurso pretendido.
Outro cenário comum são as gravações pouco nítidas ou esbatidas, que podem resultar de uma lente laser suja. Neste caso, o utilizador deve limpar cuidadosamente a lente com uma solução de limpeza de lentes adequada e um pano que não largue pêlos, assegurando que não ficam resíduos.
Benefícios da resolução regular de problemas e da manutenção
A resolução correta de problemas contribui para a segurança dos operadores e para a longevidade da máquina. A identificação imediata de problemas como sobreaquecimento ou lentes partidas pode evitar potenciais perigos e prolongar a vida útil da máquina. A compreensão dos problemas comuns e das suas soluções permite aos utilizadores efetuar a manutenção de rotina e tomar decisões informadas sobre quando procurar reparações profissionais.
Em suma, este guia fornece técnicas essenciais de resolução de problemas para ajudar os utilizadores a manter as suas máquinas de gravação e corte a laser, assegurando que fornecem resultados de alta qualidade de forma consistente. Ao resolver sistematicamente os problemas mais comuns, os utilizadores podem maximizar o desempenho e a vida útil do seu equipamento, melhorando assim a sua produtividade e eficiência.
Resolução de problemas da máquina de corte de chapas a laser
1.1. O corte tem cantos afiados Passos da solução
Passos da solução (se o passo anterior não for eficaz, passar ao passo seguinte):
Compensar a folga inversa (alteração da configuração da plataforma);
Verificar o engate da engrenagem e da cremalheira;
Inspecionar a instalação do motor, assegurar que a instalação do espaçador está correcta e que os acoplamentos estão bem apertados;
Verificar se os parafusos do seletor estão bem apertados.
1.2. Questão da ondulação de corte
Passos da solução (se o passo anterior não for eficaz, passar ao passo seguinte):
Pressionar o material com a mão durante o corte e observar o efeito de corte;
Verificar a instabilidade ou a oscilação dos calços de nivelamento da máquina e da estrutura da mesa; não utilizar perfis instáveis ou pouco fiáveis sob os calços;
Ajustar os parâmetros de corte; a. Reduza a seguinte sensibilidade nas definições do software; b. Aumentar a supressão de vibrações nas definições do software; c. Ajustar os parâmetros do servo;
Compensar a folga inversa (alteração da configuração da plataforma);
Verificar se o cilindro bloqueia a plataforma de troca;
Certificar-se de que a cabeça do laser e os respectivos componentes estão firmemente fixados;
Inspecionar a instalação do motor, assegurar que a instalação do espaçador está correcta e que os acoplamentos estão bem apertados;
Verificar se os parafusos do seletor estão bem apertados;
Verificar o engate dos eixos X e Y, que requerem 0,06-0,08 mm;
Substituir as engrenagens de redução X e Y e os motores.
1.3 Má precisão de corte
Etapas da solução (se a etapa anterior for ineficaz, passar à etapa seguinte):
Certificar-se de que a cabeça do laser e os respectivos componentes estão firmemente fixados;
Ajustar os parâmetros do processo e os parâmetros do servo;
Compensar a folga inversa (alteração da configuração da plataforma);
Verificar o engate dos eixos X e Y, que requerem 0,06-0,08 mm;
Verificar a verticalidade dos eixos X e Y, 0,03 mm;
Inspecionar a instalação do motor, assegurar que a instalação do espaçador está correcta e que os acoplamentos estão bem apertados;
Verificar se os parafusos do seletor estão bem apertados;
Utilizar um interferómetro laser.
1.4 Problemas anormais de ruído
Etapas da solução (se a etapa anterior for ineficaz, passar à etapa seguinte):
Verificar a localização do ruído anormal e, se for causado por chapa metálica ou pano de pó, aparar as peças de chapa metálica e o pano de pó;
Ruído do eixo Z: a. Verificar a planeza da placa de fixação da cabeça do laser; substituir, se necessário; b. Verificar a altura do centro de ambas as extremidades do parafuso e a coaxialidade do assento da porca, ajustar com calços de cobre, se necessário; c. Inspecionar os acoplamentos e verificar se estão bem apertados; d. Verificar o motor, ajustar os parâmetros, inspecionar o circuito de travagem até substituir o motor e o servo.
Ruído no eixo X: a. Verifique a folga de engate da cremalheira da engrenagem: 0,06-0,08 mm; b. Utilizar um calibre de cremalheira para verificar o paralelismo entre a cremalheira e a calha de guia do mesmo lado, ≤ 0,03 mm/1000 mm; c. Verificar o nivelamento da instalação da cabeça da máquina com a corrediça, exigindo um erro de 0,03 mm; substituir a cabeça da máquina se o erro for superior a 0,2 mm; d. Verifique o paralelismo dos trilhos-guia, a retidão do trilho-guia deve ser ≤0,02 mm / 1000 mm, após a instalação, certifique-se de que o trilho-guia esteja em contato próximo com a superfície do rolamento, use o calibrador de folga de 0,02 mm para detetar e o calibrador de folga não deve entrar; e. Verificar o motor, ajustar os parâmetros até substituir o motor e o servo; f. Substituir o seletor.
Ruído no eixo Y: a. Verifique a folga de engate da cremalheira da engrenagem: 0,06-0,08 mm; b. Utilizar um calibre de cremalheira para verificar o paralelismo entre a cremalheira e a calha de guia do mesmo lado, ≤ 0,03 mm/1000 mm; c. Verificar a planeza da instalação da viga com a corrediça, exigindo um erro de 0,03 mm; substituir a viga se o erro for superior a 0,2 mm; d. Verificar o paralelismo das calhas de guia, retidão do carril de guia deve ser ≤0,02mm/1000mm, após a instalação assegurar que o carril de guia está em contacto estreito com a superfície do rolamento, utilizar um calibrador de folga de 0,02mm para detetar, e o calibrador de folga não deve entrar; e. Verificar o motor, ajustar os parâmetros até substituir o motor e o servo; f. Substituir o seletor.
No caso de ruídos anormais provenientes de acessórios periféricos, como as ventoinhas do refrigerador de água, substitua-os diretamente.
1.5 Discrepância diagonal
Etapas da solução (se a etapa anterior for ineficaz, passar à etapa seguinte):
Verificar em que direção existe um problema nas dimensões dos eixos X e Y; o erro para o comprimento lateral de 500 mm e para a diagonal não deve exceder 0,1 mm;
Compensar a folga inversa (alteração da configuração da plataforma);
Ajustar o parâmetro de compensação diagonal;
Verificar o engate dos eixos X e Y, que requerem 0,06-0,08 mm;
Verificar a verticalidade dos eixos X e Y, 0,03 mm; se a precisão for satisfatória, ajustar a verticalidade de acordo com o desvio diagonal efetivo.
1.6 Paralisação do movimento do eixo X, eixo Y e eixo Z
Etapas da solução (se a etapa anterior for ineficaz, passar à etapa seguinte):
Ajustar os parâmetros de acionamento do motor;
Inspecionar a instalação do motor, assegurar que a instalação do espaçador está correcta e que os acoplamentos estão bem apertados;
Substituir o motor se houver problemas com o próprio motor;
Verificar o motor, ajustar os parâmetros, inspecionar o circuito de travagem até substituir o motor e o servo.
1.7 Questões relacionadas com o efeito de corte
Passos da solução:
Aço estrutural: Corte com O2
Defeitos
Causas possíveis
Soluções
Sem rebarbas, linhas de entrada consistentes
Potência adequadaVelocidade de corte adequada
Desvio significativo da linha de entrada inferior, corte inferior mais largo
Velocidade de corte demasiado elevadaPotência de corte demasiado baixaPressão do gás demasiado baixaFoco demasiado elevado
Reduzir a velocidade de corteReduzir a potência de corteReduzir a pressão do gásReduzir o foco
Rebarbas inferiores semelhantes a escória, com forma de gota e fáceis de remover
Velocidade de corte demasiado elevadaPressão do gás demasiado baixaFoco demasiado elevado
Diminuir a velocidade de corteAumentar a pressão do gásDiminuir o foco
Substituir o bocalLimpar a lente e substituí-la, se necessário
Material ejectado do topo
Potência demasiado baixaVelocidade de corte demasiado elevadaPressão do gás demasiado elevada
Aumentar a potênciaDiminuir a velocidade de corteReduzir a pressão do gás
1.8 Problema de interferência de componentes
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Se o componente não corresponder ao desenho, devolva-o ao armazém e substitua-o por um componente qualificado. Se corresponder ao desenho, consultar o pessoal de apoio técnico para verificar o desenho e fornecer uma solução específica. Lista de potenciais soluções:
Se houver interferência com as caixas de velocidades da plataforma de troca da série E, cortar a parte que interfere, se não afetar a aparência.
Se houver interferência entre a caixa de velocidades da série E e o pano de pó, instale espaçadores nos orifícios de montagem inferiores para deslocar a caixa de velocidades para fora.
Se o assento da corrente de arrasto do eixo Y da série PT for uma versão mais antiga, volte a perfurar os orifícios de montagem.
Se a caixa do assento da corrente de arrasto no assento da corrente de arrasto do eixo Y da série PT interferir com a cama durante o movimento, modifique a direção do furo de instalação na viga transversal para inclinar a corrente de arrasto.
Se a porta deslizante do armário PT de grandes dimensões funcionar de forma anómala e não estiver nivelada com os outros painéis, instale espaçadores. .......
1.9 Problemas de instalação
Passos da solução:
Rever cuidadosamente os desenhos 3D de montagem ou de subconjunto.
Rever o processo de montagem.
Se não existirem documentos técnicos, contactar o pessoal de apoio técnico.
1.10 Problemas de interferência
Passos da solução:
Ecrã preto no visor: Em primeiro lugar, verificar se o fio de terra está corretamente ligado; se forem utilizados cabos blindados, testar com esferas de ferrite adicionadas e tentar substituir o computador industrial.
Visualização distorcida com flocos de neve no ecrã: Este problema ocorre com mais frequência nas máquinas da série I. Verificar se estão instaladas esferas de ferrite no cabo VGA, separar o circuito principal do servo condutor e o cabo VGA, e evite colocá-los no mesmo suporte de cabos.
Maus resultados de calibração para máquinas de tubos: Deve existir uma placa de ligação entre o leito do tubo e o leito da placa, e o equipamento deve estar corretamente ligado à terra.
1.11 Alarme do chiller
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Verifique o ecrã de visualização do chiller para obter informações sobre os alarmes: Os alarmes comuns incluem alarmes de nível de líquido baixo, de caudal e de temperatura. Para alarmes de nível de líquido baixo, adicione água; para alarmes de fluxo, verifique se existem bloqueios ou fugas na tubagem e inspeccione a frequência do chiller; para alarmes de temperatura, verifique a temperatura ambiente, o bloqueio do filtro e potenciais danos no sensor de temperatura.
Determine se se trata de um problema de cablagem ou de uma definição de software com base no estado do ponto de entrada da placa adaptadora.
Verificar se a cablagem está incorrecta (normalmente aberta ou normalmente fechada).
Reveja as definições de alarme do chiller na configuração da plataforma.
1.12 Alarme de limite do eixo Z
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Determine se se trata de um problema de cablagem ou de uma definição de software com base no estado do ponto de entrada da placa adaptadora.
Verificar se a cablagem está incorrecta.
Rever as definições de limites na configuração da plataforma.
Substituir o interrutor de fim de curso.
1.13 Alarme do condutor
Passos da solução:
Sobrecarga em A.710, A.910 e A.720: Verificar se a sequência trifásica está correcta, se as definições dos parâmetros estão correctas, se algum fio está desligado e se a transmissão mecânica está a funcionar corretamente.
A.F10 perda de fase da linha de alimentação: Verifique se o parâmetro Pn00B está definido para monofásico ou trifásico e se existem linhas de alimentação eléctrica desligadas para o motor.
A.900 desvio excessivo de posição: Desligar e reiniciar, inicializar o controlador e repor os parâmetros, e verificar se a transmissão mecânica está encravada ou se a folga é demasiado grande.
Alarme de dados do codificador A.840: Mau funcionamento do codificador, reiniciar a fonte de alimentação, verificar se a cablagem do codificador está boa e se o cabo blindado está corretamente ligado à terra.
Falha na qualidade do condutor, substituir o condutor.
1.14 Problema de disparo
Passos da solução:
Verificar se existem curto-circuitos ou cabos ligados à terra no circuito principal.
Verificar a existência de curto-circuitos ou de ligação à terra na linha de alimentação do condutor.
1.15 Erro de software de corte
Desinstalar e reinstalar o software de corte.
Mudar para uma versão inferior ou superior do software.
1.16 Erro de cablagem
Verificar o circuito de acordo com o diagrama esquemático elétrico.
Utilize um multímetro para testar a continuidade do cabo e aplique o método de eliminação para encontrar a origem da avaria.
Resolução de problemas da máquina de corte de tubos a laser
2.1 Baixa precisão de corte com mandril manual
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Verificar a verticalidade do orifício do parafuso de ajuste nos mordentes do mandril dianteiro; substituir a peça se a verticalidade não for satisfatória.
Verificar se a coaxialidade dos mandris dianteiro e traseiro é ≤0,15.
Certifique-se de que os componentes estão corretamente ligados de acordo com as aperto de parafusos requisitos de binário. Método: Fixar um relógio comparador na bucha traseira enquanto a bucha dianteira permanece imóvel e rodar a bucha traseira. Verificar a coaxialidade. Se a coaxialidade não for satisfatória, ajuste o mandril dianteiro para cima, para baixo, para a esquerda ou para a direita até que a coaxialidade cumpra a norma.
2.2 Baixa precisão de corte com mandril elétrico
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Verificar se o tubo de precisão que está a ser cortado é normalizado, com a precisão do tubo baseada no grau GB-17395-1988-E3 e um grau de curvatura do comprimento total de 0,1%. Substituir o tubo se não for normalizado.
Verificar se o fixação do material do tubo está correto.
Verifique se há movimento axial no parafuso do mandril frontal. Se houver movimento axial, elimine-o adicionando calços no rolamento do suporte do parafuso.
Verificar se os mordentes do mandril frontal se deslocam ao longo do eixo Y da máquina-ferramenta. Se houver movimento, substituir o casquilho de bloqueio.
Verificar o paralelismo e a verticalidade dos mordentes do mandril frontal. Método: Utilizar um tubo retangular de alumínio, fixar a bucha traseira e deixar um espaço entre os mordentes da bucha frontal e o tubo retangular. A folga em todas as quatro direcções deve ser uniforme a ≤±0,05. Utilize o tubo retangular para avaliar o paralelismo e a verticalidade dos mordentes, observando o espaço entre eles. Se os mordentes não estiverem paralelos e verticais, ajuste os mordentes do mandril frontal.
Verificar se os mordentes traseiros do mandril estão bem fixos. Se houver algum afrouxamento, aperte os parafusos soltos.
Verificar o redondeza e precisão de posicionamento repetitivo dos mordentes dianteiro e traseiro do mandril, com ≤0,15. Se a circularidade e a repetibilidade precisão de posicionamento estiverem fora da tolerância, ajuste os mordentes dianteiro e traseiro do mandril. Ao verificar com o relógio comparador, registe a posição máxima do desvio e ajuste o mordente para dentro na posição máxima. Ao ajustar os mordentes, tente ajustar apenas um lado.
Se todos os factores acima referidos tiverem sido verificados e não existirem problemas, inspeccione a coaxialidade dos mandris dianteiro e traseiro. A coaxialidade dos mandris dianteiro e traseiro deve ser ≤0,08. Método: Fixar um relógio comparador na bucha traseira e medir o círculo interno e a face final da bucha dianteira. Observar os valores de excentricidade no relógio comparador para determinar a coaxialidade e a excentricidade da face final dos mandris dianteiro e traseiro. Se os valores de coaxialidade e de excentricidade da face final estiverem fora da tolerância, ajuste a bucha frontal para a esquerda, para a direita, para cima ou para baixo até que a coaxialidade e a excentricidade da face final cumpram a norma.
Substituir o mandril.
2.3 Os pontos de partida do corte não coincidem
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Verificar se o valor atual do mandril frontal é demasiado elevado.
Verificar a coaxialidade dos mandris dianteiro e traseiro se estiverem em eixos diferentes; deve ser ≤0,15.
Verificar o valor de excentricidade da face frontal da bucha com ≤0,1. Método: Fixar um relógio comparador na bucha traseira e medir o círculo interno e a face final da bucha dianteira. Observar os valores de excentricidade no relógio comparador para determinar a coaxialidade e a excentricidade da face final dos mandris dianteiro e traseiro. Se os valores de coaxialidade e de excentricidade da face final estiverem fora da tolerância, ajuste a bucha frontal para a esquerda, para a direita, para cima ou para baixo até que a coaxialidade e a excentricidade da face final cumpram a norma.
Verificar se o fuso do mandril traseiro tem movimento axial.
2.4 Questão do corte da ondulação
Consultar o capítulo 1 Máquina de cortar tubos Problema 1.2.
2.5 Grande erro de apuramento de arestas
Etapas da solução (passar à etapa seguinte se a anterior for ineficaz):
Verificar se a cabeça do laser está na vertical; substituir a placa de ligação da cabeça do laser se não estiver na vertical.
Eliminar as interferências causadas pela corrente nos mandris dianteiro e traseiro, ligando-os à base da máquina com fios de cobre.
2.6 Questão das interferências
Consultar o Capítulo 1 Corte de chapa Problema da máquina 1.10.
2.7 Alarme da máquina de arrefecimento a água
Consultar o capítulo 1 Máquina de corte de chapa Problema 1.11.
2.8 Alarme de limite do eixo Z
Ver capítulo 1 Máquina de corte de chapa Problema 1.12.
2.9 Alarme do condutor
Consultar o capítulo 1 Máquina de corte de chapa Problema 1.13.
2.10 Problema de disparo
Ver capítulo 1 Máquina de corte de chapa Problema 1.14.
2.11 Erro de software de corte
Ver capítulo 1 Máquina de corte de chapa Problema 1.15.
2.12 Erro de cablagem
Ver capítulo 1 Máquina de corte de chapa Problema 1.16.
Resolução de problemas de corte a laser de alta potência
1. Situação do mercado de corte a laser de alta potência
Com a evolução da indústria do laser e as mudanças nas exigências da indústria a jusante, o equipamento de corte a laser de alta potência tornou-se gradualmente um ponto focal de interesse do mercado.
Com vantagens inigualáveis em termos de velocidade e espessura, o corte a laser de alta potência é hoje amplamente reconhecido no mercado.
No entanto, uma vez que a tecnologia de corte a laser de alta potência ainda se encontra numa fase inicial de adoção generalizada, alguns operadores não são totalmente competentes na gestão deste processo de corte e, muitas vezes, ficam sem saber o que fazer quando confrontados com problemas durante a depuração da produção.
Para resolver estes problemas no corte de alta potência, os técnicos do processo de corte oferecem algumas dicas de resolução de problemas para o ajudar a ajustar-se à corte a laser parâmetros do processo (Figura 1).
Isto não só reduzirá as perdas causadas por peças defeituosas, como também aumentará a sua rentabilidade de uma outra perspetiva.
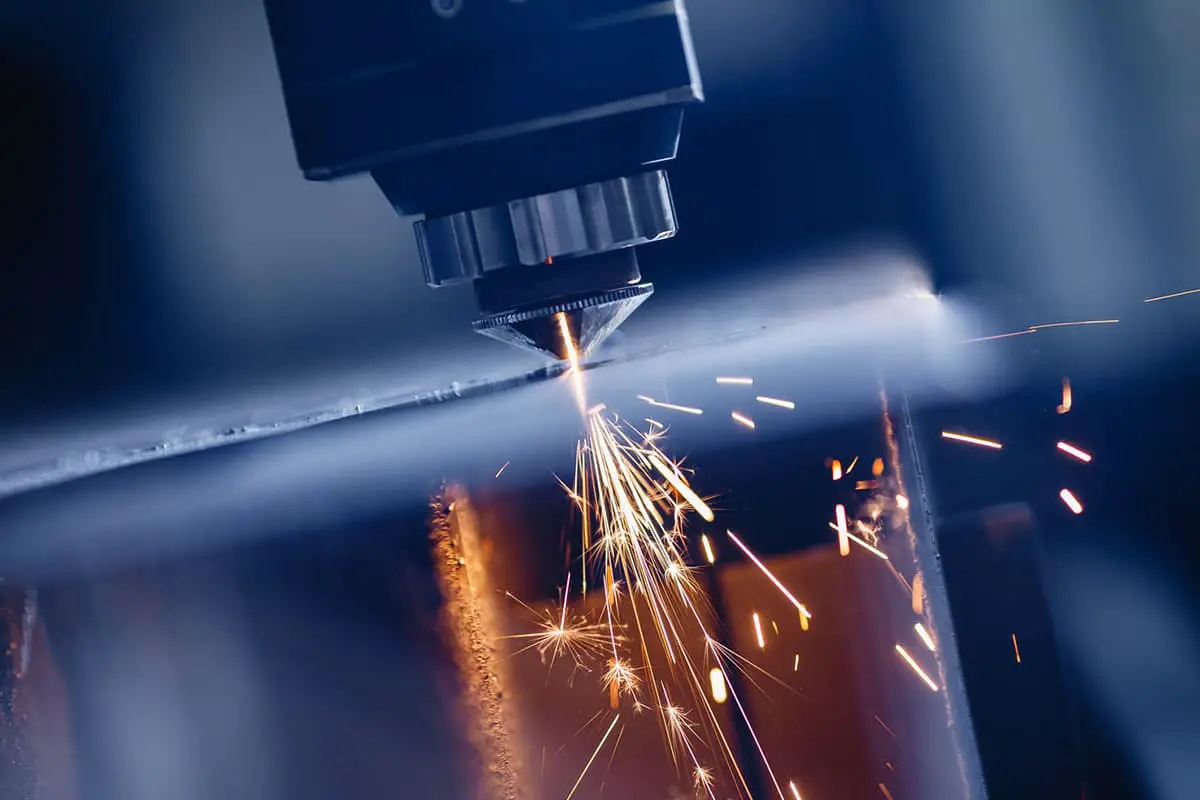
Figura 1: Corte de aço carbono com laser de 30kW
2. Eliminação de defeitos
Existem muitas razões pelas quais os lasers de alta potência podem produzir peças defeituosas durante o processo de corte. Os principais problemas podem ser diagnosticados a partir dos quatro aspectos seguintes.
(1) Resolução de problemas básicos
Se forem detectados maus resultados de corte, verifique primeiro os seguintes problemas:
1. As lentes estão contaminadas?
2. O bocal está danificado?
3. A luz está centrada no bocal?
4. Existem fugas ou danos no corpo cerâmico?
(2) Métodos para eliminar as riscas seccionais
1. Razões possíveis:
Seleção incorrecta do bico - bico demasiado grande; regulação incorrecta da pressão do ar - queima excessiva com riscas devido a uma pressão demasiado elevada; velocidade de corte incorrecta - queima excessiva causada por uma velocidade demasiado lenta ou demasiado rápida.
2. Soluções:
Alterar o bocal, optar por um bocal de menor diâmetro, por exemplo, um bocal D1.4 de alta velocidade para corte brilhante de aço-carbono de 16 mm e um bocal D1.6 de alta velocidade para corte brilhante de aço-carbono de 20 mm; reduzir a ar de corte pressão para melhorar a qualidade da secção de corte; ajustar a velocidade de corte, de modo a que a potência corresponda à velocidade de corte para obter o efeito mostrado na Figura 2.
Figura 2: Diagrama comparativo de otimização de faixas transversais
(3) Métodos para eliminar a escória de fundo
1. Causas possíveis:
O bocal utilizado pode ser demasiado pequeno, o foco de corte não é adequado; a pressão do ar é demasiado baixa ou demasiado alta, a velocidade de corte é demasiado rápida; a qualidade do material da chapa é má, a qualidade da chapa é má, os bocais pequenos têm dificuldade em remover a escória.
2. Soluções:
Substituir por um bocal de maior diâmetro, ajustar o foco para a posição adequada; aumentar ou diminuir a pressão do ar até que o fluxo de ar seja adequado; escolher material de placa de boa qualidade. Desta forma, pode obter-se o efeito apresentado na Figura 3.
Figura 3: Gráfico de comparação da otimização da escória de fundo
(4) Métodos para eliminar as rebarbas de fundo
1. Causas possíveis:
O diâmetro do bico é demasiado pequeno para satisfazer os requisitos de maquinagem; o efeito negativo desfocagem está desajustado e deve ser aumentado e ajustado para a posição adequada; a pressão do ar é demasiado baixa, resultando em rebarbas inferiores e corte insuficiente.
2. Soluções:
Utilizar um bocal de maior diâmetro para aumentar o fluxo de ar; aumentar o defocus negativo para permitir que a secção de corte atinja a posição inferior; aumentar a pressão de ar para reduzir as rebarbas inferiores. Desta forma, pode obter-se o efeito apresentado na Figura 4.
Figura 4: Gráfico de comparação da otimização da rebarba inferior
3. Como determinar se a velocidade de corte é adequada de acordo com as faíscas
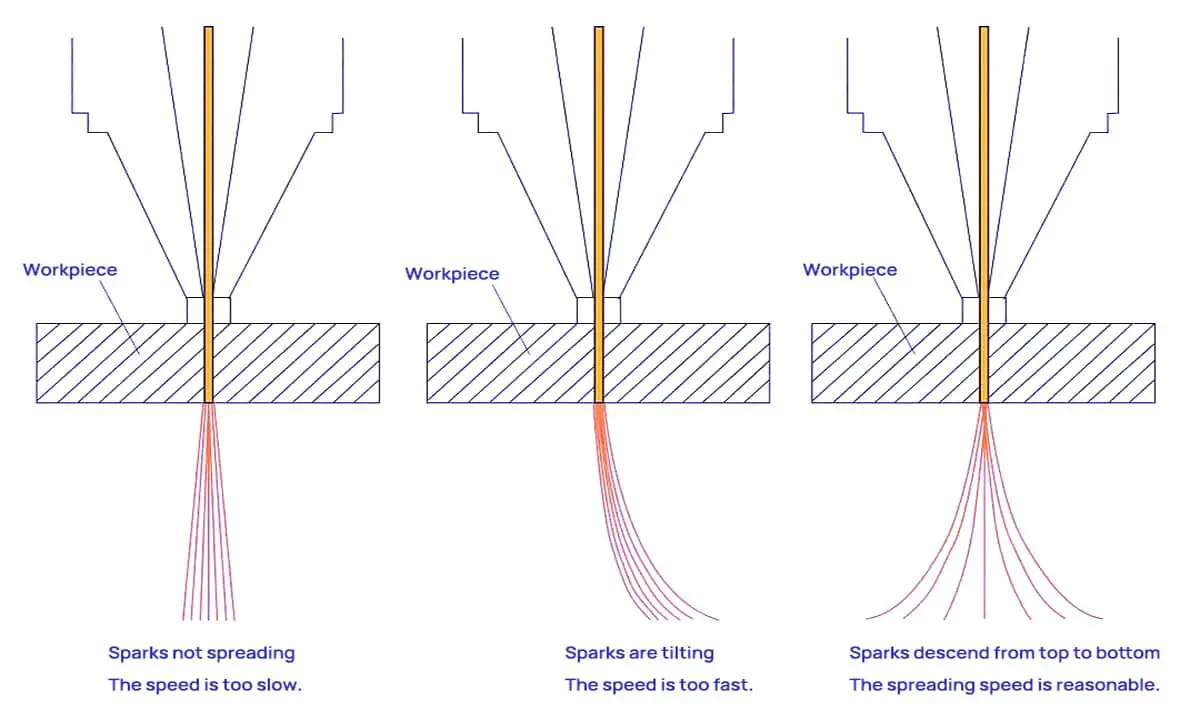
Figura 5: Diagrama de difusão de faíscas no corte a laser
(1) Velocidade de corte adequada: As faíscas de corte difundem-se para baixo, resultando numa superfície de corte lisa e sem resíduos no fundo.
(2) Velocidade de corte excessiva: As faíscas de corte inclinam-se.
(3) Velocidade de corte insuficiente: As faíscas de corte não se difundem e são poucas, agrupando-se.
Em resposta a estas questões, a potência da máquina de corte a laser (ver Figura 6) é compatível com os 20.000 a 30.000 watts mais utilizados no atual mercado de processamento de chapas metálicas. Com servomotores bilaterais, oferece velocidades rápidas, posicionamento preciso e funcionamento suave.
A elevada velocidade de corte é um fator importante vantagem do laser corte e a principal razão pela qual muitos utilizadores de processamento de chapa metálica escolhem cortadores a laser. No entanto, mais rápido nem sempre é melhor. Apenas através do controlo da velocidade de corte adequada é possível obter uma superfície de corte lisa e sem escórias e peças de trabalho de alta qualidade.
A potência do laser tem impacto na velocidade a que o equipamento laser corta a chapa metálica, e esta velocidade de corte, por sua vez, afecta a qualidade da corte de chapa metálica. Em regime fixo potência do laserExiste uma gama óptima de velocidades de corte. Velocidades demasiado rápidas ou demasiado lentas podem afetar negativamente a suavidade da secção transversal cortada.
Outros 63 Guia de resolução de problemas de máquinas de corte a laser
Corte a laser As máquinas de corte a laser apresentam frequentemente problemas de funcionamento durante a utilização. Sem a orientação de um profissional, pode ser difícil para nós determinar com exatidão a origem do problema no equipamento de corte a laser. Só podemos confiar na nossa própria experiência para o descobrir.
No entanto, quando surgem alguns problemas pela primeira vez, podemos sentir-nos perdidos e até ter dificuldade em descrever claramente o problema quando consultamos o apoio pós-venda do fabricante.
Para o ajudar, seleccionei cuidadosamente alguns problemas comuns das máquinas de corte a laser e as respectivas fontes ou soluções.
1. Má qualidade de corte ou incapacidade de cortar?
As causas potenciais incluem definições de baixa potência, pequenos ajustes do potenciómetro, ótica desalinhada, lentes sujas, lentes de focagem instaladas incorretamente, problemas de distância focal, potência do laser problemas de alimentação, atenuação da potência do tubo laser, temperatura elevada da água e tensão instável. Resolva estes problemas passo a passo com base na situação real.
2. Não é possível estabelecer ligação ao dispositivo?
Verifique se os controladores da placa estão instalados, se os cabos USB ou Ethernet estão corretamente ligados, se os cabos estão danificados, se a placa do adaptador está avariada e outros problemas relacionados com a placa.
3. A máquina regressa à origem errada quando é ligada?
O interrutor de origem pode estar avariado.
4. Deformação da forma de corte e cortes sobrepostos?
As causas possíveis incluem parafusos da roda síncrona soltos, fios do motor partidos, um motor defeituoso, problemas no controlador e problemas de tensão.
5. O aparelho não arranca e o disjuntor interior dispara quando é ligado?
Verificar se o botão de paragem de emergência está solto, se o circuito externo está ligado, se o disjuntor interno do aparelho está fechado e se ouve um som de "pop" ao ligar. Em caso afirmativo, inspecionar o contactor principal e o transformador de controlo.
Além disso, verifique se existem fugas de água no sistema de proteção da água que provoquem um curto-circuito na fonte de alimentação do laser (por exemplo, a proteção da água JGHY12570 instalada no lado com a fonte de alimentação do laser, logo abaixo), um curto-circuito na bomba de água 107 ou a utilização de um disjuntor interior subdimensionado.
6. Arcos de fios de alta tensão?
Esta questão pode ser bastante problemática. Recomenda-se a colocação de uma manga de isolamento de alta tensão sobre o fio de alta tensão.
7. O tamanho do gráfico de corte é demasiado grande ou demasiado pequeno?
Verifique se o tamanho do gráfico de saída é consistente, se existem alterações na posição da altura do eixo Z e se os ficheiros de calibragem necessitam de ajustes.
8. Cores diferentes no centro e à volta da imagem cortada?
Ajustar o coeficiente de focagem e o ponto de focagem do eixo W.
9. Marcas danificadas ou pontos mais grosseiros durante a marcação?
Verificar a dinâmica e a placa DA.
10. Deslocação da posição do gráfico de marcação?
Verificar a deslocação do eixo X ou Y no espelho de varrimento, encontrar o ponto central e ajustar a posição do eixo XY de acordo com a direção de deslocamento real.
11. O eixo XY do espelho de varrimento oscila aleatoriamente quando é ligado e o motor dinâmico produz ruídos anormais?
Substituir a fonte de alimentação do interrutor de ±12±15V; substituir a fonte de alimentação do interrutor de ±12±28V.
12. Não há saída de laser?
Verificar se o fluxo de água de retorno do chiller é normal, se há alterações na posição do eixo W, se a fonte de alimentação do laser DC48V32A está a funcionar corretamente e outros problemas relacionados com o tubo do laser.
13. Não aparece nenhum ecrã no painel de controlo quando é ligado?
Verificar se a fonte de alimentação do interrutor 5V12V24V está a funcionar corretamente e inspecionar o painel do visor.
14. O painel de controlo funciona mal e a máquina não regressa à origem quando é ligada?
Substituir o cartão de controlo offline.
15. O eixo Z não alimenta o material ou move-se fracamente?
As causas potenciais incluem problemas com o motor de alimentação do eixo Z, problemas com o controlador, rolamentos ou objectos estranhos que causem obstrução.
16. O tubo de vidro não emite luz?
O controlo de saída do tubo de vidro inclui principalmente o tubo laser, a fonte de alimentação do laser, o sistema de circulação de água e o sinal de saída. O sinal de saída consiste no sinal de saída PWM do cartão de controlo, no sinal de proteção da água e no sinal do interrutor da porta.
Se o tubo de laser não emitir luz, o foco deve estar no tubo de laser, na fonte de alimentação do laser, no sistema de circulação de água e no sinal de saída.
Em primeiro lugar, verificar se a fonte de alimentação do laser está a funcionar normalmente, se existem anomalias nos tubos internos e externos do tubo do laser e se o sistema de circulação de água está normal.
Caso contrário, substituir ou ajustar em conformidade. Se tudo estiver normal, considere o sinal de saída.
Em primeiro lugar, testar o tubo laser e a fonte de alimentação do laser utilizando o método do sinal de curto-circuito. Se isto funcionar, não há problemas com o tubo do laser ou com a fonte de alimentação do laser e o problema reside no interrutor de proteção da água, no relé, no interrutor da porta ou no sinal PWM do cartão de controlo.
Se este método falhar, o problema está no tubo do laser ou na fonte de alimentação do laser e pode utilizar o método de substituição para resolver o problema.
17. O tubo laser RF não emite luz?
Verificar se a circulação da água está desimpedida e se a alimentação eléctrica do laser arranca normalmente.
Em primeiro lugar, testar se a tensão de 48 V CC da fonte de alimentação do laser é normal. Verificar a condutividade dos pinos 4 e 13 no conetor de 25 pinos do tubo do laser; a condutividade indica que o sinal de proteção contra a água está normal. Caso contrário, verificar a proteção contra a água.
Testar a tensão entre os pinos 7 e 20; uma tensão CC de 4-5V quando não se pressiona a predefinição ou o arranque e de 1-3V quando se pressiona a predefinição ou o arranque indica um sinal normal (condução de baixo nível).
Se a água, a fonte de alimentação e estes dois sinais estiverem normais, trata-se geralmente de um problema no tubo laser. Se os sinais forem anormais, isso indica um problema na placa de controlo ou um problema no circuito.
18. A substituição do tubo laser RF mostra "erro de ligação do tubo laser"?
Se o conetor (os fios internos não estão dessoldados nem em curto-circuito), os fios da fonte de alimentação (positivo esquerdo, negativo direito e terra ligados ao terminal negativo) e as ligações de água estiverem normais e o dispositivo continuar a não conseguir ligar-se corretamente depois de reiniciar o chiller e o equipamento, trata-se geralmente de um problema com a placa de circuito de ligação do conetor de 25 pinos ou de incompatibilidade, como tubos encriptados e não encriptados não serem compatíveis com a placa de circuito.
19. Os cortes da máquina de corte estão desalinhados?
(corte de gráficos sobrecortados ou colineares com uma grande distância)
1.) Alimentação de cortes desalinhados:
a) Verificar o passo do eixo de avanço; passo = comprimento medido * passo original / comprimento real (comprimento de avanço definido).
b) Verificar se o eixo de avanço correia sincronizada a roda de aperto e a roda de aperto da correia síncrona do motor estão soltas.
c) Verificar se a malha dos rolos está solta e se há um deslizamento relativo entre ela e o eixo de alimentação ou se há algum fenómeno de encravamento.
2.) Não alimentação de cortes desalinhados:
a) Verificar se o motor do trólei grande ou a roda síncrona do eixo ótico estão soltos.
b) Verifique os fenómenos de perda de passos, que podem ser causados por uma velocidade de processamento, velocidade ao ralenti ou aceleração demasiado elevadas, mau contacto do fio do motor, corrente do condutor demasiado baixa ou um condutor ou motor com defeito. A falha do motor que provoca a perda de passos é relativamente rara.
20. Alimentação longa na máquina de alimentação?
Se a máquina de alimentação fizer uma alimentação demasiado longa, isso deve-se normalmente a um interrutor fotoelétrico avariado ou a uma sensibilidade à luz incorrecta do interrutor fotoelétrico. A sensibilidade à luz do interrutor fotoelétrico pode ser ajustada.
Quando os interruptores superior e inferior se acendem simultaneamente enquanto a máquina de alimentação está a funcionar, a máquina de alimentação arranca.
Se a sensibilidade à luz for demasiado elevada, a máquina detectará a luz mesmo quando o material de corte a estiver a bloquear, o que conduzirá a uma sobrealimentação. Neste caso, ajuste o botão de sensibilidade na cablagem do interrutor fotoelétrico até que a luz indicadora se acenda quando o material o estiver a bloquear.
21. Ponto de luz grosseiro na máquina do galvanómetro?
Se a intensidade da luz não for suficiente e o percurso ótico de base e o percurso ótico do expansor do feixe tiverem sido bem ajustados, e a distância focal dinâmica tiver sido bem ajustada, mas o ponto de luz continuar a ser grosseiro, é necessário ajustar a distância entre as duas lentes do expansor do feixe.
Para o nosso expansor de feixe de 3x, normalmente utilizado, o ajuste do diâmetro do ponto do feixe de saída para 13-14 mm dá bons resultados. Também é possível ajustá-lo de acordo com os requisitos de processamento do cliente.
22. Máquina de galvanómetro com autoexcitação dinâmica?
Para a Shanghai Dynamics, ajustar R103 e R28 para regular a autoexcitação e o uivo. Se o ajuste não for eficaz, medir se o veio do motor está em curto-circuito com a caixa da máquina. Durante a medição, desligar o fio de alimentação do motor; caso contrário, este estará continuamente a conduzir.
Se continuar a conduzir depois de desligar o fio de alimentação do motor, utilize uma película isoladora para isolar o motor e a caixa da máquina e, em seguida, ajuste novamente R103 e R28. Se continuar a ser ineficaz depois de resolver estes problemas, substitua os componentes.
23. Marcação incorrecta ou tamanho de corte em máquinas de marcação e corte?
Para uma utilização dinâmica máquinas de marcaçãoO tamanho incorreto sem mover a lente do galvanómetro para cima e para baixo deve-se geralmente a dados de parâmetros de calibração alterados ou errados. A recalibração dos parâmetros do galvanómetro pode resolver o problema.
Nas máquinas de corte, os tamanhos de corte incorrectos são normalmente causados por erros na distância do passo e na contagem de impulsos do condutor. Geralmente, a determinação da contagem de impulsos e o cálculo da distância do passo podem resolver o problema.
24. A máquina de corte inverte a direção da posição inicial quando é ligada?
Este tipo de avaria é normalmente causado por um interrutor de posição inicial danificado. Existem dois tipos de interruptores de posição inicial: os interruptores de proximidade e os interruptores reed (interruptores de controlo magnético). A inversão da direção da posição inicial é geralmente causada por um curto-circuito na bobina do interrutor. A substituição do interrutor pode resolver o problema.
25. Motor da máquina de corteO motor, o fio do motor e o interrutor da fonte de alimentação CC do motor estão avariados?
As manifestações específicas de tais falhas no equipamento são geralmente:
(1) A cabeça do laser não se move
(2) O movimento da cabeça do laser é anormal, com pausas ou tremores durante o funcionamento Nestes casos, começar por observar e medir se a fonte de alimentação comutada de 48V ou 42V DC está a funcionar corretamente.
Uma tensão de alimentação insuficiente ou instável pode causar estes fenómenos. Se a fonte de alimentação comutada funcionar normalmente, considere se a falha está no condutor, no motor ou no fio do motor.
Para determinar se o motor está avariado, verifique primeiro se o próprio motor roda suavemente sem energia e com o fio do motor desligado do condutor. Se a rotação do motor for anormal, pode ser diretamente determinada como uma avaria do motor e substituída. Se o motor funcionar normalmente, medir a bobina do motor.
Para um motor de seis fios, AC, A+ e A- formam um grupo de bobinas; AC e A+ e A- devem ser condutores. BC, B+ e B- formam outro grupo de bobinas, com a mesma situação de condutividade. Se a condutividade for anormal, pode ser diretamente determinada como uma avaria do motor.
Para os controladores de passo Baishan e YAKO, se a fonte de alimentação CC for normal e o fio do motor estiver desligado e a luz indicadora do controlador estiver apagada, pode ser diretamente determinada como uma avaria do controlador. Se não for possível determinar diretamente a avaria, pode utilizar-se o método de substituição para testar.
As avarias no fio do motor são problemas de baixa probabilidade neste tipo de avaria. Se tanto o motor como o acionador tiverem sido excluídos, deve considerar-se o fio do motor. Verifique se existem curto-circuitos e circuitos abertos e utilize um multímetro para efetuar um teste de continuidade detalhado para resolver o problema.
26. O tubo de laser não emite luz?
O interrutor do nível da água está avariado.
A linha de alta tensão está desligada.
O tubo do laser está rachado ou queimado.
A fonte de alimentação do laser está danificada.
Falta de circulação de água (incluindo tubos de água obstruídos e bomba de água que não funciona).
O fio de proteção contra a água está desligado ou tem mau contacto.
Não há entrada de 220 V para a fonte de alimentação do laser.
Não há entrada de sinal para a fonte de alimentação do laser (fio de sinal partido ou mau contacto, relé de controlo danificado, placa de circuito danificada ou soldadura deficiente).
O cartão de dois eixos está avariado.
27. O tubo de laser emite uma luz fraca?
Tubo de laser danificado ou lente queimada.
Decaimento da luz do tubo laser.
Componente danificado na fonte de alimentação do laser.
A potência do laser definida é demasiado baixa.
O regulador de potência não está definido para o máximo.
30. A fonte de alimentação do interrutor de 24V está avariada; os eixos X e Y da máquina não se podem mover?
A fonte de alimentação do interrutor de 42V está danificada.
A placa de circuitos está danificada.
Problemas com o fio de sinalização.
31. O eixo X ou o eixo Y da máquina não se move ou não é alimentado?
Não há alimentação eléctrica para o condutor.
O controlador está danificado.
Mau contacto ou fio partido no condutor.
A ficha do motor está danificada ou tem mau contacto.
O veio do motor está partido.
A correia de transmissão está solta ou partida.
Problemas com o fio de sinal do condutor.
A corrediça ou a roda de transmissão está encravada.
32. Desalinhamento do corte da máquina
O cinto está solto.
Os parafusos da roda da máquina estão soltos.
Condutor da máquina danificado.
Fio da máquina partido ou danificado.
Ficha do motor da máquina danificada ou mau contacto.
Problemas com o motor.
33. Não é possível detetar o cartão de controlo quando este está ligado à máquina?
Cartão danificado.
O cartão não está corretamente inserido.
A ficha do computador está danificada.
O controlador do módulo DPIO não está instalado.
34. O corte da câmara é impreciso
A calibração não foi efectuada.
A câmara não está corretamente ajustada.
O modelo não foi criado corretamente.
Os parâmetros da câmara não estão corretamente ajustados.
Os parâmetros de criação do modelo não estão corretamente ajustados, como o rácio de reconhecimento, etc.
35. Não há emissão de luz?
Curto-circuito L e GND; se houver luz contínua, isso indica que a fonte de alimentação do laser e o tubo do laser não têm problemas, apenas problemas de sinal. Faça um curto-circuito entre P e GND para determinar se o interrutor de proteção contra a água está normal. Curto-circuito AIN e 5V; se houver luz contínua, indica que o tubo laser, a fonte de alimentação do laser e a proteção da água estão corretamente ligados.
36. O computador e o equipamento não se conseguem ligar?
Atualizar o controlador D13; também pode ser um problema com o cabo USB.
37. Quando é que um eixo pode ser empurrado manualmente durante o arranque?
Se o eixo não se mover durante o processamento, é geralmente um driver danificado; também pode ser devido a uma folga mecânica na transmissão (por exemplo, se ambos os eixos não se moverem durante o processamento e puderem ser empurrados à mão durante o arranque, e a luz do driver não estiver acesa, isso indica que a fonte de alimentação de 42V está danificada).
38. Desalinhamento numa direção durante o corte?
Aumentar a corrente do condutor; também pode ser um condutor danificado ou um problema no fio do motor.
39. O corte tem um padrão em dente de serra?
Problema com o seletor.
40. Não consegue passar?
O tubo do laser pode estar enfraquecido; o trajeto do feixe pode estar desalinhado; pode também ser a fonte de alimentação do laser.
41. A cabeça do laser atinge a máquina e não pode ser limitada?
O interrutor de origem pode estar danificado ou pode não estar definido no painel de controlo.
42. O corte não sela?
Ajustar as definições da correia e dos parâmetros.
43. A máquina de corte ligada tem luz durante o pré-ajuste mas não durante o processamento?
Trata-se geralmente de um problema do cartão de controlo.
44. As dimensões de corte são incoerentes?
As definições de distância e impulso do eixo não estão corretamente ajustadas.
45. Durante o trabalho, uma pequena secção de uma curva completa é saltada e não cortada, também conhecida como "luz de salto"?
Este problema é geralmente causado pelo afrouxamento da corrediça do carro grande durante a operação de alta velocidade a longo prazo. Basta reajustar as corrediças de ambos os lados do carro grande para resolver o problema.
46. Durante o trabalho, algumas zonas da mesma placa não são cortadas enquanto outras o são?
Este problema é geralmente causado pelo desalinhamento do feixe ou por uma mesa de trabalho irregular. Ajuste o trajeto do feixe e nivele a mesa de trabalho. Por vezes, o desalinhamento do feixe é causado pela deformação do carril, caso em que o carril tem de ser ajustado.
47. Durante o corte, as extremidades por vezes cortam-se uma na outra e por vezes separam-se?
Este problema deve-se geralmente ao afrouxamento dos parafusos de fixação da roda síncrona ou a problemas com os fios do motor. Se houver problemas com os fios do motor, é melhor substituir todo o grupo e não apenas um ou dois fios individuais.
48. No verão, o chiller é propenso a alarmes de temperatura elevada?
Este problema é geralmente causado por tempo quente, má dissipação de calor no chiller ou capacidade de refrigeração insuficiente. Os chillers de bricolage não costumam ter uma capacidade de arrefecimento insuficiente e o problema é normalmente causado por dissipadores de calor sujos ou ventilação deficiente, o que resulta em alarmes.
Os pequenos refrigeradores podem ter uma capacidade de arrefecimento insuficiente; o ajuste da diferença de temperatura e o aumento da temperatura de alarme podem ajudar a resolver o problema.
49. Às vezes emite luz e às vezes não?
Em primeiro lugar, verifique se existem sinais instáveis, incluindo sinais de emissão de luz e sinais do refrigerador. Em seguida, verifique se existem maus contactos no potenciómetro. Finalmente, inspeccione a fonte de alimentação para verificar se existem danos.
50. No arranque, a máquina não regressa à origem e não se pode deslocar.
Este problema deve-se geralmente ao facto de o pequeno motor do carro não estar ligado. Em condições de arranque, a cabeça do laser pode ser facilmente empurrada à mão. A causa da falha é normalmente uma fonte de alimentação de 48V danificada ou uma auto-proteção. Desligue a máquina durante dez minutos e volte a ligá-la; se o problema persistir, substitua a fonte de alimentação de 48V.
51. A luz do tubo de laser torna-se fraca depois de cortar durante alguns minutos?
Este problema tem geralmente três causas possíveis: um problema com a fonte de alimentação, um tubo laser danificado ou uma frequência de emissão de luz incorrecta para o tubo laser no software.
52. Uma carruagem de grandes dimensões treme violentamente em movimento?
Este problema é normalmente causado por problemas com os fios de limite do servo ou com os interruptores de limite. A substituição dos fios ou dos interruptores de limite deve resolver o problema.
53. Duas cabeças de laser movem-se de forma errática?
Isto deve-se geralmente a uma placa de controlo danificada, que produz sinais incorrectos.
54. Por vezes, é necessário ligar dois padrões, mas estes não se alinham quando são cortados?
Este problema é causado pelo eixo de acionamento da alimentação e pelo pequeno carro perfil de alumínio não estão paralelos. O carro pequeno não pode ser ajustado; o eixo de acionamento da alimentação deve ser ajustado para resolver o problema.
55. O corte tem um padrão em dente de serra?
A corrediça está solta ou danificada, a correia está solta, a roda síncrona da correia está excêntrica, o valor da curvatura é demasiado elevado, a velocidade de curva é rápida, a lente não está apertada, etc.
56. A potência do tubo laser é instável; a gravação é boa no início mas varia em profundidade após alguns dias?
O tubo laser e a fonte de alimentação estão instáveis.
57. Não há emissão de luz?
O interrutor do nível de água tem uma fuga.
58. A fonte de alimentação do laser está a formar arcos voltaicos?
A área de soldadura não está corretamente ligada, não foi aplicado silicone, o fio de alta tensão está a tocar no metal.
59. Não consegue passar?
Desalinhamento do feixe, lente suja ou solta, distância focal incorrecta, atenuação da potência do tubo do laser.
60. A máquina não arranca?
Paragem de emergência, fonte de alimentação externa, contactor.
61. O eixo XY não se está a mover?
Condutor danificado, problemas no fio ou no conetor do motor, roda síncrona com correia solta, fonte de alimentação de 42V danificada.
62. O ecrã não está a acender?
A fonte de alimentação de 24V está danificada ou o cabo de ligação entre a placa de controlo e o painel de visualização está danificado.
63. Mau efeito de corte?
A luz amarela à volta da área de corte não está correcta, o sopro de ar é insuficiente.
64. Ocorre queima de cantos ou escória ao cortar peças em ângulo reto?
Quando se utiliza uma máquina de corte a laser para cortar peças em ângulo reto feitas de aço carbono ou aço inoxidável, podem surgir problemas como a queima de cantos ou escórias devido a vários factores como o processo e os parâmetros de corte.
Com base nos conselhos de um engenheiro da nossa empresa com dez anos de experiência, existem três soluções principais:
Transição do canto R: Conceber um pequeno canto R nas peças em ângulo reto para que a transição do processo de corte seja natural.
Adição de ponto de arrefecimento: Adicionar um ponto de arrefecimento no canto. Pausa o laser e o gás quando a cabeça de corte atinge o canto e, em seguida, continua a cortar. Normalmente, o atraso do ponto de arrefecimento é definido entre 0,1 e 0,2 segundos.
Ajuste da curva de potência: Para os clientes que cortam chapas finas de aço inoxidável a alta velocidade, é possível ajustar a curva de potência no sistema para se adaptar à mudança de velocidade de alta para baixa. Método: No sistema operativo da máquina de corte a laser, localizar as definições de "Processo". Aceder a "Ajuste do dia em tempo real" e "Ajuste da frequência em tempo real" e, em seguida, proceder à edição. Pode selecionar parâmetros de velocidade suave e de espessura do material; após a edição, clique em "Confirmar".
Conclusão
Em conclusão, este guia de resolução de problemas de máquinas de corte a laser é um recurso valioso para quem procura otimizar o desempenho da sua máquina.
Com soluções para uma vasta gama de problemas comuns, bem como dicas para cortar uma variedade de materiais, este guia é uma leitura obrigatória tanto para principiantes como para profissionais experientes.
Seguindo as soluções passo a passo descritas neste artigo, poderá resolver rápida e eficazmente quaisquer problemas que possa encontrar na sua máquina de corte a laser.
Quer esteja a lidar com cantos afiados, pouca precisão ou ruído anormal, este guia tem tudo o que precisa.
Por isso, não deixe que problemas comuns o impeçam - tire partido dos conhecimentos e da experiência oferecidos neste recurso abrangente e obtenha os resultados exactos de que necessita.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez teve dificuldade em escolher o bocal de corte a laser adequado para o seu projeto? A seleção do bocal ideal é crucial para obter cortes limpos e precisos e maximizar a eficiência. Neste...
Alguma vez se interrogou sobre o que faz funcionar uma máquina de corte a laser? Nesta publicação do blogue, vamos mergulhar profundamente no funcionamento interno destas máquinas de alta precisão que revolucionaram o...
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
Tem curiosidade em conhecer a tecnologia de ponta que está a revolucionar o fabrico? Nesta publicação do blogue, vamos mergulhar no mundo das máquinas de corte a laser, explorando as suas vantagens e os principais fabricantes que dominam...
Imagine as consequências catastróficas de negligenciar a manutenção das máquinas de corte a laser. Não deixe que a sua empresa seja vítima de paragens e reparações dispendiosas! Nesta publicação do blogue, vamos analisar os principais...
Intrigado com a arte do corte a laser? Esta publicação do blogue aprofunda os parâmetros críticos que fazem a diferença na qualidade e eficiência do corte. Descubra dicas de mecânicos experientes...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Porque é que a qualidade do corte a laser varia com o mesmo equipamento e parâmetros? Este artigo analisa a forma como a composição das chapas de aço-carbono afecta os seus resultados de corte. Ao explorar a...
Já se perguntou como é que os lasers conseguem cortar aço com uma precisão exacta? Neste artigo, desvendamos os segredos por detrás do corte a laser. Desde os modos de laser aos ajustes do bocal, descubra como cada...