Corte a laser de chapas grossas: Métodos e competências de depuração
Já se interrogou sobre como conseguir cortes precisos em chapas grossas de aço inoxidável utilizando lasers? Este artigo aborda os métodos de depuração essenciais e as competências necessárias para um desempenho ótimo do corte a laser. Desde a seleção do bocal certo e o ajuste da frequência até à afinação da relação de trabalho e da focagem, aprenderá técnicas essenciais para melhorar a qualidade e a eficiência do corte. Desvende os segredos por detrás de cortes a laser perfeitos e eleve os seus projectos de metalurgia com estas dicas de especialistas.
As chapas de aço inoxidável são um material popular entre os utilizadores de várias indústrias. Os produtos fabricados com chapas de aço inoxidável apresentam um excelente desempenho e têm uma vida útil relativamente longa. Isto faz com que sejam amplamente utilizados no fabrico de maquinaria, engenharia de construção, fabrico de utensílios de cozinha, veículos ferroviários e outras indústrias.
Atualmente, a maioria dos fabricantes opta por corte a laser quando se trata de chapas de aço inoxidável. No entanto, o corte de chapas grossas de aço inoxidável de alta qualidade requer certas competências.
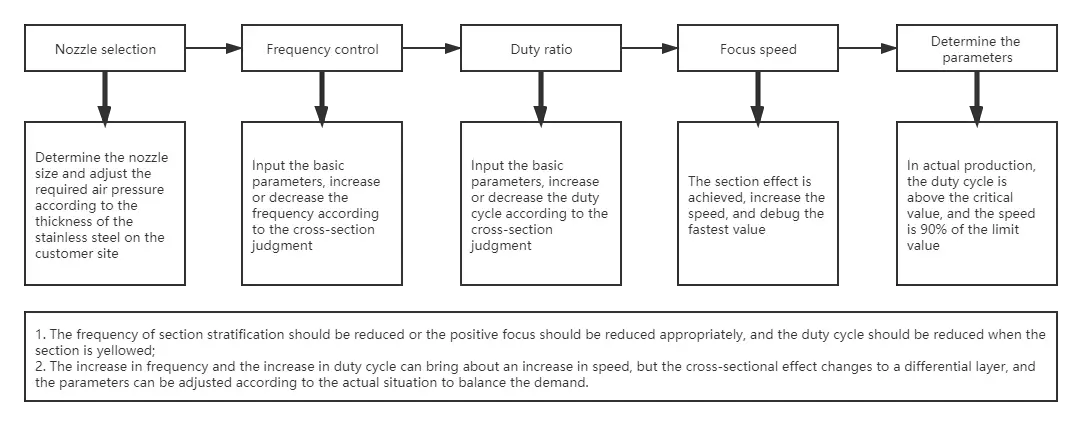
I. Método de depuração do aço inoxidável grosso corte de chapa
II. A seleção do bico
O diâmetro do bocal determina a forma do fluxo de ar na incisão, a área de difusão do gás e a taxa de fluxo de gás. Estes factores podem afetar tanto a remoção do material fundido como a estabilidade do processo de corte.
Um maior fluxo de ar na incisão pode resultar em velocidades mais rápidas e, quando combinado com o posicionamento adequado da peça de trabalho dentro do fluxo de ar, pode aumentar a capacidade do jato para remover o material fundido.
Para aço inoxidável mais espesso, recomenda-se um diâmetro de bocal maior e uma definição de pressão de ar mais elevada. É importante assegurar que a pressão e o caudal estão equilibrados, de modo a obter um corte de secção transversal normal.
Nota: Pressão do ar a um caudal fixo e diferentes tamanhos de bocal
Quando se corta aço inoxidável mais espesso, deve ser utilizado um bocal de maior dimensão, juntamente com uma regulação da válvula proporcional e um caudal maiores para manter a pressão necessária e obter um efeito de secção transversal normal.
Para garantir o efeito de corte e proteger o bocal contra danos, é necessário efetuar um teste coaxial antes do processo de corte. Isto implica testar o alinhamento do bocal e do feixe de saída do laser para garantir que são coaxiais.
Eis um método de teste sugerido: colar um papel transparente na superfície da extremidade de saída do bocal, ajustar a potência de saída do laser para perfurar, observar se existe um orifício central no papel de fita transparente e a posição do orifício central, e ajustar simultaneamente o parafuso de ajuste na pega da cavidade do espelho até que o orifício perfurado a laser no papel de fita transparente coincida com o centro do bocal.
III. Ajustamento da frequência
O efeito da mudança de frequência no corte de aço inoxidável chapa de açoQuando a frequência diminui de 500 para 200Hz, o efeito da secção transversal de corte torna-se mais fino e a estratificação melhora lentamente. No entanto, se a frequência for fixada em 100Hz, o material não pode ser cortado e torna-se anti-azul.
Ao alterar a frequência, é possível identificar a gama de frequências ideal para o corte.
Para garantir a melhor secção transversal de corte, é essencial assegurar que o número de impulsos e a energia de um único impulso sejam perfeitamente combinados.
Frequência
500 HZ
400 HZ
300 HZ
200 HZ
Rácio de funcionamento
55%
55%
55%
55%
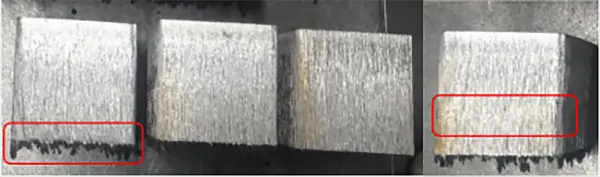
IV. Ajustamento do rácio dos direitos
Quando corte de aço inoxidável é crucial ajustar corretamente o rácio de funcionamento. Um rácio de serviço de 53% é considerado o valor crítico. Se a relação de serviço for reduzida para além deste ponto, podem aparecer marcas não cortadas na superfície inferior, a secção pode tornar-se áspera e pode ocorrer delaminação. Por outro lado, aumentar a taxa de utilização para 60% pode fazer com que a superfície de corte fique amarela.
Frequência
200 HZ
200 HZ
200 HZ
200 HZ
Rácio de funcionamento
52%
53%
55%
60%
V. Seleção do foco
A espessura, o material e a qualidade do corte podem variar consoante o foco escolhido.
É necessário ajustar o foco de acordo com o material e a espessura que está a ser cortado.
Para determinar rapidamente o foco de corte ideal, recomenda-se a medição do foco zero real antes do corte e, em seguida, consultar apenas os parâmetros do processo de corte.
Frequência
200 HZ
200 HZ
200 HZ
200 HZ
Rácio de funcionamento
52%
53%
55%
60%
Nota: O método acima indicado destina-se à depuração de parâmetros, mas o valor específico tem de ser determinado com base na potência do laser e na espessura das placas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez teve dificuldade em escolher o bocal de corte a laser adequado para o seu projeto? A seleção do bocal ideal é crucial para obter cortes limpos e precisos e maximizar a eficiência. Neste...
Alguma vez se interrogou sobre o que faz funcionar uma máquina de corte a laser? Nesta publicação do blogue, vamos mergulhar profundamente no funcionamento interno destas máquinas de alta precisão que revolucionaram o...
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
Tem curiosidade em conhecer a tecnologia de ponta que está a revolucionar o fabrico? Nesta publicação do blogue, vamos mergulhar no mundo das máquinas de corte a laser, explorando as suas vantagens e os principais fabricantes que dominam...
Imagine as consequências catastróficas de negligenciar a manutenção das máquinas de corte a laser. Não deixe que a sua empresa seja vítima de paragens e reparações dispendiosas! Nesta publicação do blogue, vamos analisar os principais...
O corte a laser revolucionou o fabrico, mas até as máquinas mais avançadas enfrentam problemas. Nesta publicação do blogue, analisamos os problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecemos...
Intrigado com a arte do corte a laser? Esta publicação do blogue aprofunda os parâmetros críticos que fazem a diferença na qualidade e eficiência do corte. Descubra dicas de mecânicos experientes...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Porque é que a qualidade do corte a laser varia com o mesmo equipamento e parâmetros? Este artigo analisa a forma como a composição das chapas de aço-carbono afecta os seus resultados de corte. Ao explorar a...