Corte a laser de chapa de aço inoxidável 25mm+: Dicas essenciais
Já se interrogou sobre como conseguir cortes a laser perfeitos em aço inoxidável espesso? Este artigo analisa as dicas essenciais para o corte a laser de chapas com mais de 25 mm de espessura. Abrange factores cruciais como a seleção do bocal, a pureza do gás e os ajustes da frequência do laser para garantir cortes de alta qualidade. No final, compreenderá como otimizar o seu processo de corte a laser, minimizar os defeitos e aumentar a eficiência. Mergulhe para descobrir como efetuar cortes precisos e limpos em placas de aço inoxidável robustas.
Com o crescimento da economia, a utilização de chapas de aço inoxidável tem-se tornado cada vez mais generalizada. Atualmente, são muito utilizadas na indústria da construção, no fabrico de máquinas, na produção de contentores, na construção naval, na construção de pontes e noutros domínios.
Atualmente, o corte a laser é o principal método de corte de chapas grossas de aço inoxidável. A tecnologia para corte a laser As técnicas de corte de chapas grossas de aço inoxidável estão a tornar-se cada vez mais avançadas, substituindo gradualmente as técnicas de corte tradicionais.
Para obter um resultado de corte de alta qualidade, é fundamental dominar as técnicas do processo.
Em termos de espessura, as chapas médias referem-se a chapas de aço com uma espessura de 10,0-25,0 mm, as chapas com uma espessura de 25,0-60,0 mm são designadas por chapas grossas e as chapas com uma espessura superior a 60,0 mm são designadas por chapas extra grossas.
Para cortar aço inoxidável espesso de alta qualidade, é essencial que os fabricantes de produtos de aço inoxidável tenham um conhecimento completo das processo de corte a laser.
Critériospara corte por laser de chapa grossa
1. Rugosidade
O corte a laser O processo de corte resulta em linhas verticais na secção cortada. A rugosidade da superfície de corte depende da profundidade do grão. Um grão mais raso resulta numa secção de corte mais suave, enquanto um grão mais profundo leva a uma superfície de corte mais grosseira. Além disso, um grão mais raso resulta num corte de maior qualidade.
Para espessos chapa metálicaPara além disso, a perpendicularidade da aresta de corte é da maior importância. Se o raio laser estiver demasiado afastado do foco, torna-se divergente, o que pode resultar em larguras desiguais na parte superior e inferior da fenda.
Se a aresta de corte se desviar significativamente de uma linha vertical, a peça de trabalho não cumprirá as normas e poderá ser difícil de utilizar. Quanto mais próxima a aresta de corte estiver de uma linha vertical, maior será a qualidade do corte.
3. Largura de corte
A largura do corte determina o diâmetro interior do perfil. Durante o processo de corte, é necessário ajustar os parâmetros e compensar o material que está a ser cortado para garantir que a peça de trabalho cumpre as especificações de tamanho desejadas.
4. Grãos
Ao cortar chapas grossas a alta velocidade, o metal fundido é expelido na parte de trás do feixe de laser em vez de ser ejectado do entalhe abaixo do feixe de laser vertical. Isto resulta num padrão curvo na aresta de corte.
Para resolver este problema, é necessário diminuir a taxa de avanço no final do processo de corte, o que pode efetivamente eliminar a formação deste padrão curvo.
5. Rebarbas
A rebarba é um fator crucial para determinar a qualidade do corte a laser. A remoção de rebarbas exige um esforço adicional, o que resulta num aumento do tempo e dos custos de mão de obra. Consequentemente, a presença ou ausência de rebarbas é o principal critério para determinar se um corte a laser é considerado de qualidade aceitável.
6. Zona afetada pelo calor
A área afetada pelo calor refere-se à profundidade da região onde a estrutura interna sofreu alterações. Durante o corte a laser, o metal próximo ao entalhe é aquecido, o que pode resultar em alterações na estrutura do metal. Por exemplo, alguns metais podem tornar-se mais duros.
7. Deformação
O aquecimento rápido durante o processo de corte pode causar deformação, o que é particularmente crítico na maquinagem de precisão. Para evitar isto, é necessário controlar o potência do laser e utilizam impulsos laser curtos, o que reduz o aquecimento dos componentes e evita a deformação.
Requisitos tecnológicos do corte a laser de chapas grossas de aço inoxidável
1. Seleção do bocal
Diâmetro do bocal
O diâmetro do bocal determina a forma do fluxo de gás, a dimensão da área de difusão do gás e a taxa de fluxo de gás para o entalhe, o que influencia a estabilidade da remoção da fusão e do corte. Um maior fluxo de ar para o entalhe resulta em velocidades mais rápidas e melhor capacidade de remoção da fusão, desde que a peça de trabalho esteja corretamente posicionada dentro do fluxo de ar.
Para aço inoxidável mais espesso, recomenda-se a utilização de um bocal maior. Para aumentar a pressão e garantir um resultado de corte normal, a regulação da válvula proporcional pode ser aumentada, resultando num fluxo mais elevado.
Especificações do bocal
A especificação do bocal refere-se principalmente à abertura da extremidade. Por exemplo, a bocal de corte fabricada pela Precitec tem uma abertura que varia entre 1,5 mm e 5,0 mm. A seleção da abertura baseia-se principalmente na potência de corte. Quanto maior for a potência, maior será o calor gerado e maior será a quantidade de gás necessária.
Quando se cortam chapas com menos de 3 mm, é normalmente utilizado um bocal com uma abertura de 2,0 mm. Para cortar placas entre 3 mm e 10 mm, é selecionado um bocal de 3,0 mm. Ao cortar placas com espessura superior a 10 mm, são necessários bicos com aberturas de 3,5 mm ou mais.
Bocal de camada única com abertura de 3,5
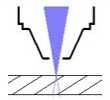
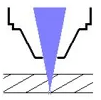
Bocal de camada única ou bocal de camada dupla?
Normalmente, os bicos de camada dupla são utilizados para o corte oxidativo (em que o oxigénio é utilizado como gás auxiliar) e os bicos de camada simples são utilizados para o corte por fusão (em que o azoto é utilizado como gás auxiliar). No entanto, alguns lasers têm instruções específicas relativamente à utilização de bicos de camada simples ou dupla. Nestes casos, é importante seguir as instruções fornecidas pelo laser.
2.Seleção do gás auxiliar e pureza do gás
Uma variedade de gases auxiliares, incluindo oxigénio, azoto e ar, são frequentemente utilizados no corte a laser de aço inoxidável. Os diferentes gases têm efeitos variados no processo de corte. O oxigénio resulta em secções pretas, o ar resulta em secções amarelas claras, enquanto o azoto ajuda a evitar a oxidação e a manter a cor original do aço inoxidável. Consequentemente, o azoto é o gás auxiliar preferido para corte de aço inoxidável.
Pureza recomendada do oxigénio e do azoto:
Oxigénio
Nitrogénio
Vantagens
Alta velocidade de corte, capaz de cortar chapas grossas
Evitar a oxidação da aresta de corte, para que a peça de trabalho não precise de ser retrabalhada
Pureza recomendada
≥99.999%
≥99.995%
Os dados de ensaio do fluxo de azoto, do diâmetro do bocal e da pressão do gás são apresentados na figura abaixo.
O eixo vertical representa os valores de teste do caudal de gás, enquanto o eixo horizontal representa a definição de ajuste. São apresentadas diferentes alterações de pressão do gás e cores diferentes representam as condições de teste de diferentes diâmetros de bocal.
O gráfico mostra que o caudal é determinado pela pressão de gás definida e pelo diâmetro do bocal, com uma correlação positiva linear.
3.Posição de focagem
Para garantir o efeito de corte e proteger o bocal contra danos, é necessário efetuar um teste coaxial antes do corte. Este teste garante que o bocal está alinhado com o feixe de saída do laser.
Método de ensaio da posição da focagem
Para efetuar o teste coaxial, colar um pedaço de fita adesiva transparente na extremidade da saída do bocal. Ajustar a potência de saída do laser para perfuração e observar se existe um orifício central no papel de fita e a sua posição. Ajustar o parafuso de ajuste na pega da cavidade do espelho até que o orifício perfurado a laser no papel de fita fique alinhado com o centro do bocal.
O foco afecta a espessura, o material e a qualidade que pode ser cortada. Diferentes materiais e espessuras requerem diferentes ajustes de foco. Antes de cortar, meça o foco zero real e utilize-o como base para testar e analisar os parâmetros do processo de corte.
No corte de aço inoxidável, os valores negativos desfocagem é a direção preferida para a seleção do processo.
Localização do foco
Material de corte e características da secção
Distância focal zero: a foco do laser está na superfície da peça a cortar
Este método é adequado para cortar aço-carbono fino com uma espessura inferior a 1 mm. O foco é colocado na superfície da peça de trabalho, resultando numa superfície superior lisa e numa superfície inferior rugosa.
Distância focal negativa: o foco do laser está abaixo da superfície da peça a cortar
Este é o método de corte para aço inoxidável. O foco é colocado abaixo da superfície da placa, o que resulta numa maior área de superfície lisa, uma fenda mais larga em comparação com uma fenda de distância focal zero, um maior fluxo de gás durante o corte e um tempo de perfuração mais longo do que com uma distância focal zero.
Distância focal positiva: o foco do laser está acima da superfície da peça a cortar
Ao cortar aço-carbono, o oxigénio é utilizado como gás auxiliar. Isto resulta numa superfície enegrecida e numa secção de corte rugosa.
4. Influência do ajuste da frequência do laser e do rácio de serviço de impulsos na qualidade do corte
Influência da variação de frequência no corte de chapa grossa de aço inoxidável:
À medida que a frequência diminui de 500 para 100Hz, a qualidade da secção cortada melhora e a estratificação torna-se mais fina. No entanto, se a frequência for definida para 100 Hz, não é possível cortar e a luz azul é reflectida. Para determinar a melhor gama de frequências, é necessário fazer experiências com alterações de frequência.
Para obter resultados de corte óptimos, é importante assegurar uma correspondência perfeita entre o tempo de impulso e a energia de impulso único.
Influência da alteração do ciclo de trabalho do impulso na espessura do aço inoxidável corte de chapa:
O valor crítico para o ciclo de trabalho do impulso é 45%. Se o ciclo de trabalho for reduzido ainda mais, aparecerá uma marca de corte inferior na superfície inferior. Pelo contrário, se o ciclo de trabalho aumentar para 60%, a secção de corte torna-se rugosa, com camadas claras e uma superfície de corte amarela.
O ciclo de funcionamento do impulso representa a proporção de tempo que o feixe é irradiado em cada impulso. A frequência é o número de vezes que a potência de pico ocorre num impulso, enquanto o ciclo de funcionamento se refere ao rácio entre a potência de pico e a potência baixa num impulso.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...