Corte a plasma vs corte a laser: As diferenças explicadas
No mundo em rápida evolução do corte de metais, trava-se uma batalha entre o laser e o plasma. À medida que a tecnologia avança, a paisagem muda, desafiando suposições de longa data. Junte-se a nós para explorar os desenvolvimentos de ponta que estão a remodelar a indústria e descubra como a ascensão dos lasers de ultra-alta potência está a revolucionar a forma como cortamos metal. Prepare-se para mergulhar numa comparação fascinante entre estes dois titãs da metalurgia.
A evolução da tecnologia de corte a laser reformulou significativamente o panorama do fabrico de metais. Historicamente, o corte a laser dominava o processamento de chapas finas com menos de 10 mm, enquanto o corte a plasma tinha uma clara vantagem na gama de espessuras de 30-50 mm devido à sua velocidade superior. No entanto, o advento dos lasers de vários quilowatts, particularmente a adoção generalizada de sistemas de 60 kW, expandiu drasticamente as capacidades de corte a laser para aplicações de chapa média e grossa.
Este salto tecnológico precipitou um declínio acentuado no mercado do corte por plasma, com os sistemas laser a suplantarem gradualmente o plasma em numerosos cenários de aplicação. A rápida ascendência do corte a laser pode ser atribuída a dois factores principais: a maturação da tecnologia de laser de fibra de alta potência e a procura crescente de indústrias como a construção em aço, a construção naval, a indústria aeroespacial e a energia nuclear, que exigem um processamento eficiente e de alta precisão de chapas grossas.
O entusiasmo da indústria pelos lasers de vários kilowatts tem sido implacável, permeando rapidamente o sector do laser. No entanto, esta tendência tem tido os seus detractores, particularmente no que diz respeito às máquinas de corte a laser de 60kW recentemente introduzidas, que suscitaram um debate considerável entre os profissionais da indústria.
Contrariamente ao ceticismo inicial, a procura no mercado de sistemas de corte a laser de 60 kW ultrapassou a oferta disponível num período de tempo extremamente curto, inferior a seis meses. Nomeadamente, o sector da construção em aço demonstrou uma forte preferência por estes cortadores laser de potência ultra elevada, investindo repetidamente neles para substituir os sistemas de corte por plasma. Esta tendência parece contradizer as dúvidas anteriores e sublinha o potencial transformador dos lasers de ultra-alta potência nos processos de corte de metais.
O impacto destes sistemas laser avançados vai muito para além da substituição do processo tradicional, oferecendo novas possibilidades em cenários de aplicação e alterando fundamentalmente o panorama do fabrico de metais. À medida que a tecnologia continua a evoluir, promete desbloquear mais eficiências e capacidades no processamento de chapas grossas em vários sectores industriais.
Substituição do corte a plasma pelo corte a laser
A substituição do corte por plasma pela tecnologia laser está a acelerar.
Mesmo antes da adoção generalizada do corte a laser, o corte por plasma era o processo mais maduro na metalurgia. Utilizava o calor de um arco de plasma de alta temperatura para fundir localmente o metal no corte, e o impulso do plasma de alta velocidade era utilizado para ejetar o metal fundido, formando um corte. O corte por plasma era conhecido pela sua qualidade e custo razoáveis. Nessa altura, o corte por plasma ainda era amplamente utilizado nos segmentos de chapas finas e médias devido à sua rápida velocidade de corte e suavidade kerf.
No entanto, com o aparecimento do corte a laser, este começou a ter um certo impacto no corte a plasma. No domínio do corte de chapas finas, os lasers de fibra de nível quilowatt têm uma vantagem absoluta sobre o corte por plasma em termos de qualidade e eficiência. A sua alta precisão, corte estreito, zona afetada pelo calor mínima, arestas sem rebarbas e velocidade de corte rápida tornaram-nos a escolha preferida neste campo. Em contrapartida, as desvantagens do corte por plasma tornaram-se cada vez mais evidentes.
Para contrariar o impacto do corte a laser, os fabricantes de equipamento desenvolveram máquinas de corte a plasma mais refinadas para resolver problemas como superfícies de corte ásperas e má perpendicularidade. Ao reduzir o tamanho da abertura do bocal, é criado um arco altamente comprimido, aumentando significativamente a densidade da corrente para alcançar uma maior precisão de corte e acabamento da superfície. No entanto, o corte por plasma no domínio das chapas finas ainda não pode competir com o corte por laser em termos de eficiência de processamento, precisão e respeito pelo ambiente.
Com o aumento da espessura dos materiais processados, o corte a laser de nível de kilowatt também enfrentou desafios. No segmento das chapas médias e grossas de 30-50 mm, a velocidade de corte do corte a laser era significativamente inferior à das máquinas de corte a plasma de precisão, que mantiveram a sua posição neste domínio.
Em 2020, o advento da tecnologia de corte a laser de dez quilowatts injectou uma nova vida no processamento de metais, ajudando na transformação e atualização das indústrias tradicionais. Nessa altura, o corte a laser entrou na era dos dez kilowatts e iniciou uma segunda ronda de desafios contra o plasma, disputando ferozmente o vasto mercado do corte a plasma.
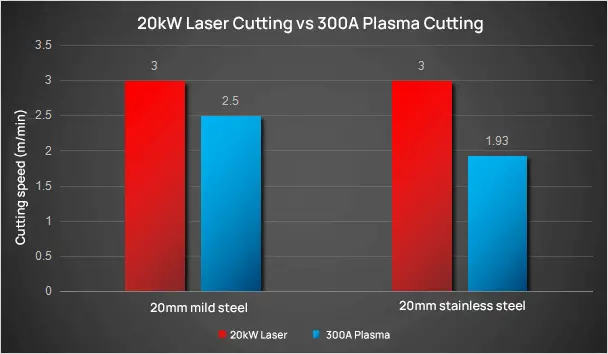
Laser de 20kw VS plasma de 300A
Para aço-carbono/aço inoxidável até 20 mm de espessura, um sistema de corte a laser de 20 kW ultrapassa a eficiência de um cortador de plasma de 300 A. No entanto, o custo inicial de aquisição do corte a laser é significativamente mais elevado do que o do corte a plasma, deixando os utilizadores indecisos entre as duas opções. Ainda era demasiado cedo para discutir uma substituição completa.
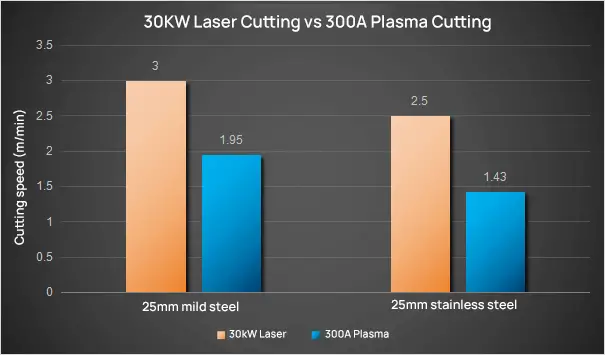
Em 2022, a adoção generalizada da tecnologia laser de 30kW começou verdadeiramente a abalar a posição dominante do corte por plasma, tendo um impacto especial no mercado das chapas de espessura média a grossa.
Laser de 30kw VS plasma de 300A
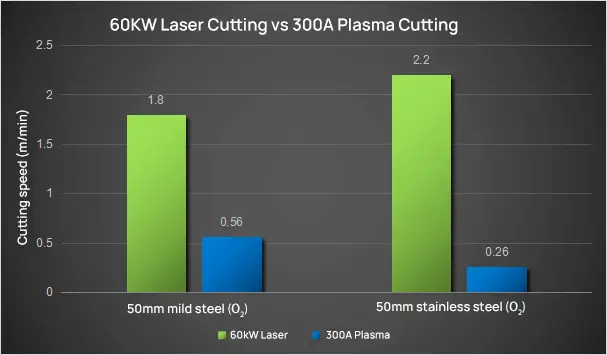
Em 2023, o rápido avanço da tecnologia doméstica de laser de fibra de ultra-alta potência levou ao surgimento de lasers de 60kW, que realmente romperam as limitações de espessura de corte e mais uma vez desafiaram o corte a plasma.
Laser de 60kw VS plasma de 300A
Em termos de eficiência e qualidade de corte, o corte a laser de 60kW tem agora a capacidade de substituir completamente o corte a plasma. Atualmente, o corte a laser e o corte a plasma estão em pé de igualdade em termos de benefícios económicos globais, dominando cada um metade do mercado. O corte a laser de ultra-alta potência revela uma perspetiva de aplicação extremamente ampla.
Corte a laser de fibra vs. corte a plasma
Nos últimos anos, as aplicações de corte a laser registaram um crescimento exponencial, impulsionado pela evolução da procura nas indústrias a jusante e pela diminuição dos custos dos sistemas laser de alta potência. Este aumento é particularmente evidente nos sectores de fabrico de precisão, onde as capacidades da tecnologia se alinham com requisitos de produção cada vez mais rigorosos.
Embora o corte por plasma continue a ser uma opção viável para materiais mais espessos, enfrenta limitações quando processa chapas metálicas com menos de 6 mm de espessura, especialmente para aplicações que exigem uma elevada precisão de corte. O calor intenso gerado durante o corte por plasma pode levar à distorção térmica e à deformação das arestas, comprometendo a estabilidade dimensional de peças finas.
Por outro lado, o corte a laser surgiu como o método preferido para uma vasta gama de materiais, apresentando vantagens de processo distintas. A sua precisão e versatilidade são particularmente benéficas quando se trabalha com materiais de elevado ponto de fusão, ligas resistentes ao calor e ligas super-duras. O feixe de laser focado permite zonas afectadas pelo calor mínimas, resultando em cortes mais limpos e distorção reduzida do material. Além disso, o corte a laser destaca-se no processamento de materiais semicondutores, substratos não metálicos e materiais compostos avançados, oferecendo uma precisão e qualidade de arestas sem paralelo. A capacidade desta tecnologia para lidar com diversos materiais com elevada precisão posicionou-a como uma pedra angular nos processos de fabrico modernos, desde componentes aeroespaciais a microeletrónica.
1. Comparação entre o corte a laser de fibra e o corte a plasma
Corte a laser de fibra
Corte a plasma
Princípio
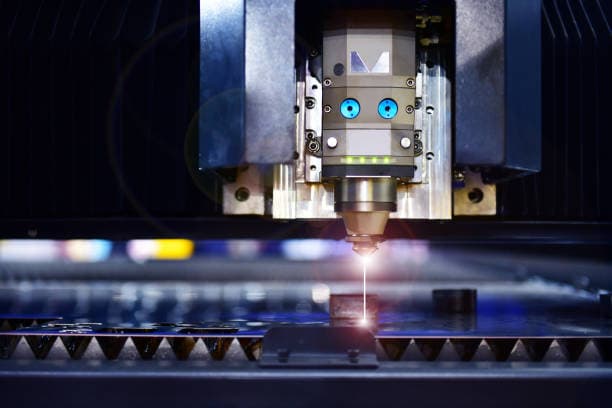
Um altolaser de densidade de potência é utilizado para varrer a superfície do material, aquecendo-o rapidamente a temperaturas que variam de milhares a dezenas de milhares de graus Celsius.
Isto faz com que o material derreta ou vaporize, e o material derretido ou vaporizado é então removido da fenda com um gás de alta pressão.
Com oxigénio ou azoto como gás de trabalho, um arco de plasma de alta temperatura e alta velocidade serve como fonte de calor, fundindo localmente o metal a cortar.
O metal fundido é então removido por um fluxo de ar de alta velocidade, formando uma fenda estreita.
Material
Materiais metálicos, materiais metálicos especiais e materiais não metálicos
Aço carbono, aço inoxidável, alumínio, cobre, ferro fundido e outros materiais metálicos
Ao substituir algumas funções de perfuração por corte a laser, pode ser necessário comprar uma máquina de prensagem a frio para completar o processo de dobragem subsequente.
3. Corte a laser de alta potência sobre corte a plasma
A crescente popularidade dos lasers de alta potência permitiu que o equipamento de corte a laser ultrapassasse o limite de espessura.
Anteriormente, o volume de vendas de lasers de alta potência era muito baixo, e a aplicação do corte a laser foi restringida pela espessura durante muito tempo.
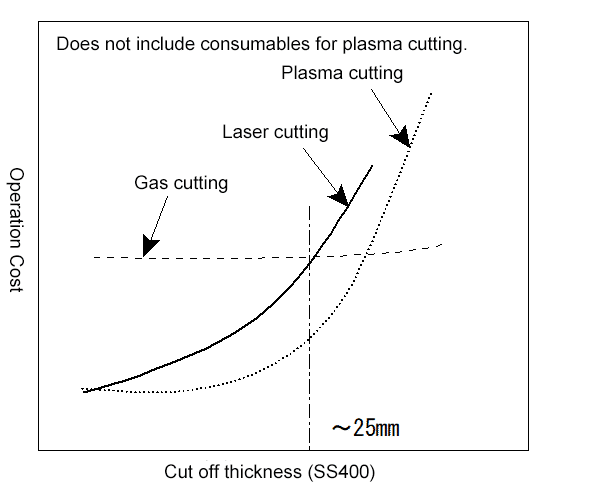
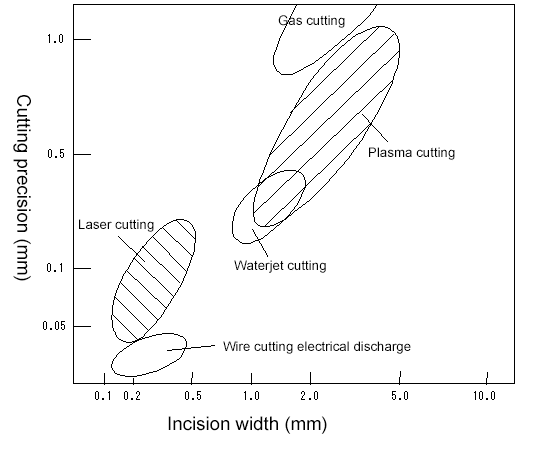
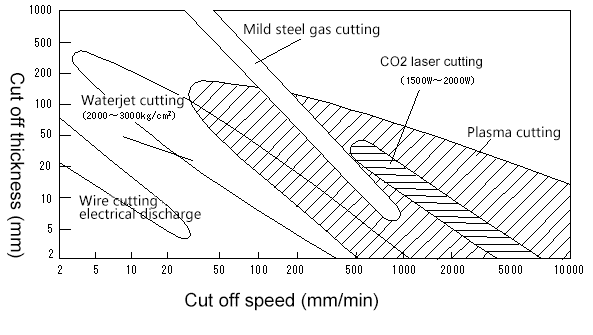
Tradicionalmente, corte por chama foi considerado como tendo a mais ampla gama de espessuras de chapa, sendo adequado para o processamento de chapas espessas e extra-espessas com requisitos de baixa precisão e tendo vantagens óbvias de velocidade para chapas com espessura superior a 50 mm.
O corte por plasma, por outro lado, tem uma vantagem óbvia em termos de velocidade na gama de 30-50 mm, mas não é adequado para chapas extremamente finas (<2 mm).
Por outro lado, o corte a laser, que utiliza principalmente lasers de nível quilowatt, tem vantagens óbvias em termos de velocidade e precisão para chapas inferiores a 10 mm.
Nos últimos anos, com a crescente popularidade dos lasers de alta potência, o equipamento de corte a laser tem-se infiltrado lentamente no mercado dos equipamentos de espessura média. corte de chapa mercado.
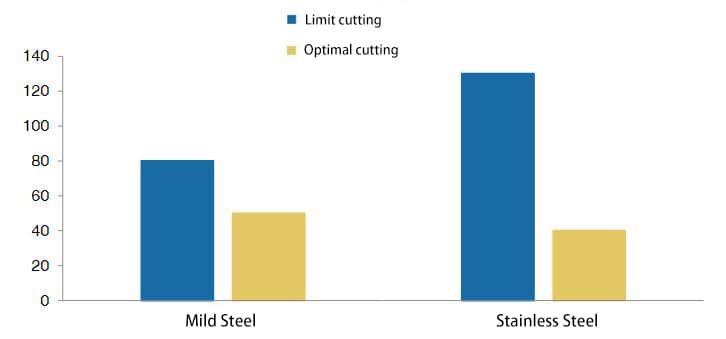
Inclui-se a espessura de corte limite e a espessura de corte óptima para uma máquina de corte a laser de 20kW watt (mm).
O aumento da potência resulta num aumento da espessura de corte e da eficiência do equipamento.
De acordo com as estatísticas, a máquina de corte a laser de 20 kW alcançou uma espessura de corte óptima de 50 mm para o aço macio e de 40 mm para o aço inoxidável.
As chapas de aço são geralmente classificadas como chapas finas ( 60mm) com base na sua espessura.
Com uma potência de corte de 10000 watts, o equipamento de corte a laser pode agora cortar chapas médias e a maioria das chapas grossas, expandindo as suas aplicações para o campo das chapas médias.
Além disso, os lasers de alta potência também resultam numa maior eficiência de corte.
Por exemplo, a eficiência de corte de uma máquina de corte a laser de 30000 watts num material macio de 50 mm chapa de aço pode ser aumentado em 88% em comparação com uma máquina de 20000 watts.
Vantagens do corte a laser de fibra de alta potência em relação ao corte a plasma
Espessura
15kW (m/min)
20kW (m/min)
30kW (m/min)
Melhoria da eficiência (30kW sobre 20kW)
8
11
15
22
47%
10
8
11
17
55%
14
5
6
7.5
25%
20
1.5
2.5
4.5
80%
30
0.9
1.2
1.6
33%
40
0.35
0.6
1
67%
50
0.2
0.4
0.75
88%
4. Custo do corte a laser de fibra vs custo do corte a plasma
No domínio da média espessura corte de chapaO custo do corte a laser é significativamente inferior ao do corte a plasma.
O corte por plasma é um dos principais métodos utilizados no domínio das chapas grossas, no entanto, o custo do corte por laser é inferior por duas razões:
Os requisitos de equipamento de corte a laser e de pessoal são mínimos, reduzindo os custos fixos globais.
O corte a laser é mais eficiente em termos de produtividade.
Por exemplo, ao cortar uma chapa de aço-carbono com 30 mm de espessura, o custo de funcionamento por metro para o corte a laser de 12 kW, o corte a laser de 20 kW e o corte a plasma de 300 A é de 3,05 yuan/metro, 1,32 yuan/metro e 3,13 yuan/metro, respetivamente.
O método de corte a laser de 20kW poupa 57,8% em custos operacionais em comparação com o método de corte a plasma de 300A, proporcionando uma vantagem significativa em termos de custos.
Comparação de custos entre corte a laser e corte a plasma
Rubrica de custos
Corte a laser (12KW)
Corte a laser (20kW)
Corte por plasma (300A)
Partes vulneráveis do equipamento (yuan / hora)
5
5
70 (elétrodo, bocal, anel de vórtice, etc.)
Consumo de oxigénio (yuan/hora)
60
80
80
Partes vulneráveis do equipamento (yuan/hora)
10 (espessura da placa > 20mm)
10 (espessura da placa > 20mm)
12
Manuseamento (1 pessoa) + polimento (2 pessoas)
0
0
60
Custo fixo (yuan/hora)
0
0
60
Perfuração/posicionamento/transferência (3 pessoas + equipamento)
65(75)
85(95)
282
Velocidade de corte (aço-carbono de 14 mm)
4m/min
6m/min
3,4m/min
Custo de exploração por metro
65 / 60 / 4m = 0,27 yuan/m
85 / 60 / 6m = 0,24 yuan/m
282 / 60 / 3,4m = 1,38 yuan/m
Velocidade de corte (aço-carbono de 30 mm)
0,41m/min
1,2 m/min
1,5 m/min
Custo de exploração por metro
75 / 60 / 0,41m = 3,05 yuan/m
95 / 60 / 1,2m = 1,32 yuan/m
282 / 60 / 1,5m = 3,13 yuan/m
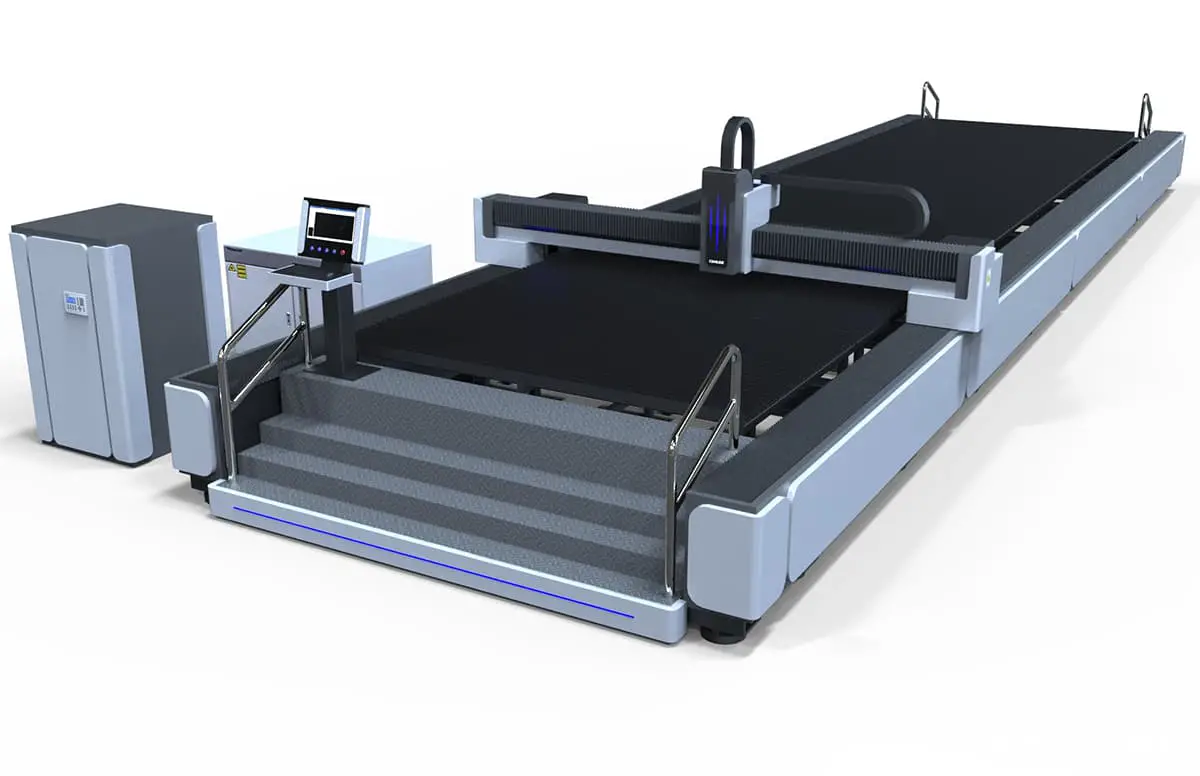
Máquina de corte a laser vs Máquina de corte a plasma
De acordo com a nossa experiência anterior, a comparação entre as máquinas de corte a laser e as máquinas de corte a plasma é a seguinte:
As máquinas de corte a laser não causam qualquer dano à peça de trabalho, ao passo que as máquinas de corte a plasma podem causar alguns danos na chapa, especialmente se a tocha ou o bocal da máquina de corte a plasma encontrar problemas durante o processo de corte.
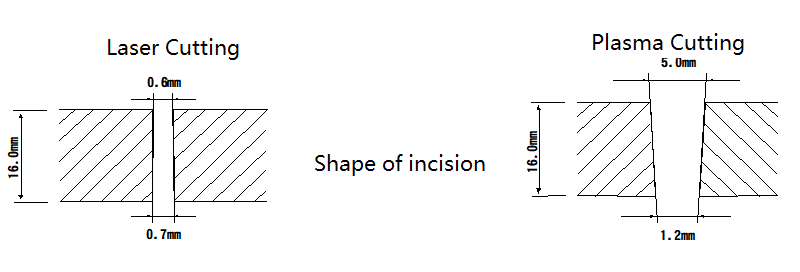
O raio laser é focado em pontos minúsculos, resultando numa ranhura de corte estreita para a máquina de corte a laser. Em contrapartida, a ranhura de corte da máquina de corte a plasma é ligeiramente mais larga.
As máquinas de corte a laser têm uma velocidade de corte mais rápida, com algumas máquinas capazes de atingir velocidades de até 10 metros por minuto, em comparação com as máquinas de corte a plasma.
A superfície de corte produzida pelas máquinas de corte a laser é lisa e sem rebarbas, resultando em cortes de alta qualidade.
É também um processo de corte sem contacto.
A área afetada pelo calor é mínima e quase não há deformação térmica da peça de trabalho, o que elimina a necessidade de processamento secundário e evita arestas viradas para baixo.
No entanto, as máquinas de corte a laser têm uma espessura de chapa limitada e um custo de processamento mais elevado.
Por outro lado, as máquinas de corte por plasma podem cortar uma vasta gama de chapas de aço, de 6 mm a 40 mm, com modelos e potências variáveis.
Têm um custo de processamento mais baixo e requerem menos competências do operador em comparação com as máquinas de corte a laser.
A máquina de corte a laser tem uma elevada precisão, com uma exatidão de posicionamento de 0,05 mm e uma exatidão de reposicionamento de 0,02 mm, mas requer um ambiente de trabalho rigoroso.
Por outro lado, embora as máquinas de corte a plasma possam não ter o mesmo nível de precisão que as máquinas de corte a laser, têm um baixo requisito de ambiente de trabalho e mobilidade, e uma vasta gama de capacidades de corte.
1. Vantagens de uma máquina de corte a laser
Alta precisão de corte: A máquina de corte a laser é altamente precisa, com uma precisão de corte de 0,05 mm e uma precisão de reposicionamento de 0,02 mm.
Velocidade rápida: A velocidade de corte da máquina de corte a laser pode atingir 10m/min, o que a torna muito mais rápida do que o corte a plasma.
Deformação mínima da chapa: A área afetada pelo calor do corte é pequena e quase não existe deformação térmica da peça de trabalho. Isto significa que a aresta de corte é lisa e sem rebarbas.
Estas vantagens tornam a máquina de corte a laser adequada para o corte de peças com formas complicadas e requisitos de elevada precisão.
No entanto, a espessura de corte é limitada e, normalmente, só é utilizada para cortar chapas com menos de 8 mm de espessura.
2. Vantagens de uma máquina de corte por plasma:
Ampla gama de corte: O corte a plasma pode cortar todas as chapas metálicas.
Velocidade rápida e elevada eficiência: O corte por plasma é rápido e eficiente.
Melhor precisão e finura do que a NC corte oxicorte: O corte por plasma tem uma precisão e uma finura superiores às do corte por oxicorte NC.
A desvantagem do corte por plasma é o facto de ser difícil cortar chapas grossas, especialmente chapas com mais de 20 mm.
Para cortar estas chapas mais grossas, é necessária uma potência de plasma mais elevada, o que aumenta o custo do equipamento.
1. Quadro comparativo do corte a laser e do corte a plasma
Corte a laser (laser CO2 4kW)
Corte por plasma (O2 plasma 230A)
Materiais cortáveis
Metal: aço-carbono, baixo liga de açoaço inoxidável, aço de alta liga, alumínio, liga de cobre, etc;
Não metálicos: cerâmica, plásticos, borracha, madeira, couro, tecido, papel, película, etc.
Aço de alta liga, como o aço-carbono, o aço de baixa liga e o aço inoxidável.
Outros materiais não metálicos de elevada viscosidade (borracha, película, etc.), materiais frágeis (cerâmica, vidro, etc.) não podem ser processados.
Espessura máxima de corte
25mm (aço macio)
150mm(ss, ms)
Velocidade de corte (mm/min)
Espessura < 1
>10,000
Não é possível cortar
2
7,000
Não é possível cortar
6
3,000
3,700
12
1,800
2,700
25
500
1,200
50
Não é possível cortar
250
> 100
Não é possível cortar
-
Largura da ranhura
Estreito
Muito largo
Cerca de 0,6 mm para o aço macio de 16 mm corte de aço
Um método de processamento que utiliza alta temperatura arco de plasma calor, utilizando oxigénio ou azoto como gás de trabalho, para fundir e vaporizar a incisão de uma peça metálica.
O impulso do fluxo de plasma de alta velocidade é então utilizado para remover o metal fundido, resultando na formação de uma costura de ranhura.
O laser gerado pelo dispositivo laser é transmitido através de uma série de espelhos e focado na superfície da peça de trabalho por uma lente de focagem, fazendo com que o ponto quente na peça de trabalho derreta ou vaporize e forme uma fenda.
Simultaneamente, o gás auxiliar é utilizado no processo de corte para remover a escória da fenda, atingindo assim o objetivo do processamento.
O corte por plasma é um processo versátil adequado a uma vasta gama de materiais metálicos, destacando-se particularmente no corte de chapas médias a espessas. As suas vantagens incluem velocidades de corte rápidas, larguras de corte estreitas, zonas afectadas pelo calor mínimas (HAZ), distorção reduzida da peça de trabalho e operação económica. O processo utiliza um arco de plasma de alta temperatura para fundir e expelir material, permitindo um corte eficiente de metais condutores.
No entanto, o corte por plasma tem limitações. Normalmente, produz um ligeiro ângulo de bisel de 0,5-1,5 graus na aresta de corte, o que pode exigir um processamento secundário para aplicações de precisão. Além disso, o plasma a alta temperatura pode induzir um endurecimento localizado na superfície de corte, afectando potencialmente as propriedades do material em áreas críticas.
O corte a laser, por outro lado, é optimizado para chapas de espessura fina a média e apresenta uma versatilidade excecional em termos de compatibilidade de materiais. Pode processar eficazmente metais, não metais, cerâmicas, compósitos e até materiais especializados como o vidro. O feixe de laser intenso e altamente focado permite uma remoção precisa do material através de fusão localizada, vaporização ou reacções químicas.
As características inerentes aos feixes laser - elevada direccionalidade, brilho e densidade de potência - traduzem-se em inúmeras vantagens para o corte a laser. Estas incluem velocidades de corte extremamente rápidas, precisão de maquinação superior (frequentemente dentro de ±0,1mm) e larguras de corte excecionalmente estreitas (tão pequenas como 0,1mm para materiais finos). As arestas de corte resultantes são normalmente de qualidade tão elevada que requerem um pós-processamento mínimo ou nulo, simplificando os fluxos de trabalho de produção.
Ao comparar as duas tecnologias para aplicações de corte de materiais, o corte a laser oferece uma maior versatilidade de materiais e é particularmente vantajoso para o processamento de chapas finas. Destaca-se em cenários que requerem elevada precisão, geometrias complexas ou uma entrada mínima de calor. Os sistemas laser também podem ser mais facilmente integrados em linhas de produção automatizadas devido à sua natureza sem contacto e controlo preciso.
No entanto, a análise custo-benefício favorece o corte por plasma em muitos cenários industriais, especialmente para materiais mais espessos ou quando a precisão ultra-alta não é crítica. Os sistemas de plasma têm geralmente custos de investimento inicial mais baixos, despesas de funcionamento reduzidas e podem ser mais económicos para a produção em grande escala de componentes de chapa média a grossa.
A escolha entre o corte por plasma e por laser depende, em última análise, dos requisitos específicos da aplicação, dos tipos e espessuras de materiais, dos volumes de produção e das restrições orçamentais. Muitas instalações de fabrico avançadas utilizam ambas as tecnologias para otimizar as suas capacidades de corte numa gama diversificada de projectos e materiais.
Vantagens e desvantagens do corte a plasma e a laser
1. Vantagens e desvantagens do corte a laser
Em comparação com os métodos de corte tradicionais, uma máquina de corte a laser tem várias vantagens notáveis:
Cortes estreitos que permitem a soldadura direta sem esmerilhar a superfície de corte.
Alta velocidade de corte: pode atingir 10 m/min para chapas finas, o que é mais rápido do que o corte por plasma.
Excelente qualidade de corte: deformação mínima, baixa rugosidade da superfíciee uma borda limpa e direita.
Elevada precisão: com uma exatidão de posicionamento de 0,05 mm e uma exatidão de reposicionamento de 0,02 mm.
Vasta gama de materiais de corte: para além do metal, também pode cortar madeira, plástico, borracha, PVC, couro, têxteis e vidro orgânico.
No entanto, existem também algumas desvantagens do corte a laser:
Custo elevado: tanto o investimento inicial como a manutenção corrente são mais caros.
Atualmente, o corte a laser é mais rentável para chapas finas. No entanto, ao cortar chapas grossas, a eficiência é baixa e não é recomendada, a menos que os requisitos de qualidade sejam elevados.
2. Vantagens e desvantagens do corte por plasma
O corte por plasma também tem as suas vantagens e desvantagens:
Vantagens:
No processo de corte de chapas de espessura média, o corte por plasma pode atingir uma velocidade de corte elevada, que é muito superior à velocidade do corte por laser e por chama.
Além disso, o investimento inicial em equipamento é menor em comparação com o corte a laser e o custo de manutenção também é significativamente menor.
Desvantagens:
As desvantagens do corte por plasma incluem:
① Pobre perpendicularidade da superfície de corte, o que conduz a uma aresta de corte oblíqua significativa no lado.
② Gera mais escória de corte que requer remoção por moagem, aumentando os custos de mão de obra.
③ Emite poeira nociva e luz de arco durante o processo de corte. No entanto, o corte por plasma subaquático pode atenuar este problema.
④ Alto consumo de bicos de corte a longo prazo, levando a custos elevados.
Conclusão
Neste artigo, apresentámos uma visão global das tecnologias de corte a laser e de corte por plasma, examinando os seus princípios, capacidades e aplicações no fabrico de chapas metálicas.
Ao explorar estes métodos de vanguarda, pretendemos dotá-lo de uma compreensão mais profunda dos seus respectivos pontos fortes e limitações. Este conhecimento é crucial para tomar decisões informadas nos processos modernos de fabrico de metais.
A escolha entre o corte por plasma e o corte por laser depende, em última análise, de uma complexa interação de factores, incluindo:
Objectivos de produção: Considerar os requisitos de produtividade, tamanhos de lote e diversidade de materiais.
Considerações sobre os custos: Avaliar o investimento inicial, as despesas operacionais e o ROI a longo prazo.
Exigências de precisão: Avaliar a precisão necessária, a qualidade dos bordos e as especificações de tolerância.
Propriedades dos materiais: Analisar as gamas de espessura, a composição e os requisitos de acabamento da superfície.
Eficiência energética: Comparar o consumo de energia e o impacto ambiental.
Potencial de automatização: Examinar as capacidades de integração com as tecnologias da Indústria 4.0.
Se ainda não tem a certeza sobre qual a tecnologia que melhor se adequa às suas necessidades específicas de fabrico, encorajamo-lo a contactar a nossa equipa de metalúrgicos experientes e especialistas em fabrico. Os nossos especialistas podem fornecer orientação personalizada, tendo em conta o seu ambiente de produção único, restrições orçamentais e normas de qualidade para o ajudar a tomar a decisão mais vantajosa para as suas operações.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como é que um laser consegue cortar metal como uma faca quente na manteiga? Neste artigo fascinante, vamos explorar a ciência por detrás da tecnologia de corte a laser de fibra....
Tem curiosidade em conhecer a tecnologia de ponta que está a revolucionar o fabrico? Nesta publicação do blogue, vamos mergulhar no mundo das máquinas de corte a laser, explorando as suas vantagens e os principais fabricantes que dominam...
Porque é que o corte a laser de chapas de aço galvanizado é tão difícil, mas crucial, no fabrico moderno? Este artigo explora as dificuldades enfrentadas no corte a laser de aço galvanizado e examina as soluções que envolvem...
Já alguma vez se perguntou como é que os desenhos complexos são cortados com tanta precisão em vários materiais? Este artigo revela o fascinante mundo do corte a laser, explorando as suas técnicas e aplicações. Por...
Imagine uma máquina capaz de cortar metal com a precisão do bisturi de um cirurgião. As máquinas de corte a laser para metal oferecem esta capacidade, transformando a forma como as indústrias trabalham com metais. Este artigo...
Já alguma vez se perguntou como é que um potente raio laser consegue cortar metal como uma faca quente na manteiga? Nesta fascinante publicação do blogue, vamos explorar o funcionamento interno do...
Já se interrogou porque é que as suas peças de metal cortadas a laser não são tão precisas como costumavam ser? Este artigo revela os segredos por detrás do corte a laser, explorando a forma como factores como a qualidade do feixe,...
O corte a laser revolucionou o fabrico, mas sabia que o compressor de ar desempenha um papel crucial no seu sucesso? Neste post do blogue, vamos mergulhar nos meandros da escolha do...
Alguma vez se perguntou como é que os fabricantes conseguem precisão e eficiência no corte de aço inoxidável? Este artigo analisa seis técnicas avançadas de corte de aço inoxidável, destacando as suas vantagens e aplicações....