Noções básicas de perfuração e corte a laser: O que precisa de saber
Como é que os lasers transformam metais sólidos em formas precisas e desenhos complexos? Este artigo analisa os fundamentos da perfuração e do corte a laser, explicando os mecanismos físicos, os factores que influenciam e as aplicações práticas destas técnicas avançadas. Desde a compreensão da energia dos impulsos até ao domínio da velocidade de corte, os leitores obterão informações sobre a forma como os lasers atingem uma elevada precisão em várias indústrias. Explore a forma como a tecnologia laser pode melhorar os seus processos de fabrico e desbloquear novas possibilidades na metalurgia.
Quando um material metálico é irradiado por um laser com uma densidade de potência de 106-109W/cm2Devido à alta densidade de potência do laser, a temperatura da superfície do material excederá o ponto de ebulição, resultando em fusão ou vaporização, e a mistura oxidada dividida na superfície será ejectada.
No final do impulso laser, a densidade de potência do laser diminui e o jato dividido enfraquece.
Com a injeção dos produtos de cisão, a vaporização ocorre a uma determinada velocidade.
O grau move-se em direção ao interior do material, o material é vaporizado e removido, e o furo é gradualmente aprofundado.
Com o aumento do diâmetro e da profundidade do furo, os produtos de cisão são removidos sucessivamente pela pressão do vapor e, finalmente, forma-se um furo profundo.
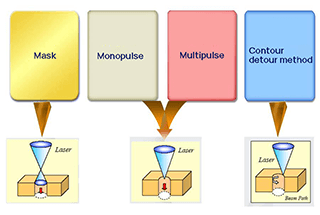
Classificação da perfuração a laser
2. Factores de influência da perfuração a laser
(1) Energia de impulso
Profundidade de gaseificação primária:
Lm e Lv são os calores latentes de fusão e de vaporização dos materiais, respetivamente.
Nesse momento, a massa de remoção de material é πa02d'ρ.
C: Capacidade térmica específica Tb: Temperatura do ponto de fusão T0: Temperatura ambiente E0: Energia de impulso
Ignorar a condução de calor e a emissão superficial.
(2) Largura do impulso
Energia/J
Largura do impulso/ms
Profundidade do furo/mm
Abertura/mm
Rácio diâmetro-profundidade
5.4 5.1 5.9 5.7 5.4 5.0
0.25 0.35 0.55 0.75 0.85 1.15
1.2 1.3 1.5 1.6 1.8 1.6
0.42 0.39 0.38 0.36 0.30 0.26
2.9 3.3 3.9 4.4 6.0 6.1
A seleção da largura de impulso depende dos requisitos do orifício:
Os impulsos longos devem ser utilizados para perfuração buracos profundos e pequenos;
Ao efetuar furos grandes e pouco profundos, devem ser utilizados impulsos mais curtos;
Os impulsos curtos devem ser utilizados para furos de alta qualidade;
Para materiais com fraca condutividade térmica, devem ser utilizados impulsos mais curtos.
Com o aumento da largura do impulso, é utilizado mais calor para o aquecimento não destrutivo dos materiais, o que resulta em grandes deformações dos materiais, grandes tensões térmicas e fissuras fáceis.
Geralmente, é utilizada uma largura de impulso de 0,3-0,7 ms.
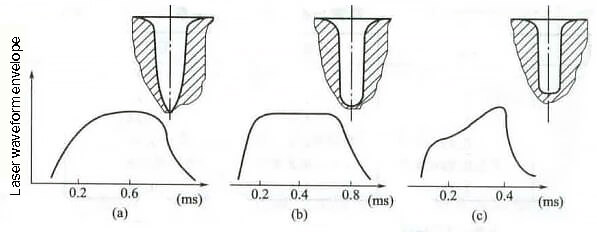
(3) Forma de onda do impulso
Diagrama esquemático da forma de onda do laser e secção axial do orifício perfurado
Deve selecionar-se, na medida do possível, a forma de onda com bordos anteriores e posteriores acentuados e com um aumento gradual da intensidade da luz laser.
Geralmente, o bordo frontal do laser deve ser controlado a 8~10us para obter uma melhor entrada, e o bordo posterior mais curto do que 8us pode obter uma elevada qualidade da parede interior.
Especialmente para os pequenos orifícios inferiores a 50us, o gradiente do bordo posterior é aumentado para evitar que o orifício seja bloqueado por substâncias líquidas.
(4) Modo laser
O ângulo de divergência do laser afecta principalmente a diferença de abertura e a conicidade na entrada e na saída.
Geralmente, com o aumento do ângulo de divergência, a conicidade do furo aumenta, e o diâmetro do ponto focalizado do feixe laser também aumenta.
Fórmula aproximada do raio de focagem:
Fórmula aproximada da profundidade de focagem:
Quanto mais baixo for o modo, mais pequeno é o ângulo de divergência.
O ângulo de divergência da matriz de base é o mais pequeno.
O cone de perfuração da matriz de base deve ser pequeno.
(5) Condições de focagem (focagem, quantidade de desfocagem)
A influência da quantidade de desfocagem △∫ na forma da parede do orifício
Se o foco estiver na superfície da peça de trabalho, o cone é grande;
Se o foco estiver no meio da peça de trabalho, a qualidade da perfuração é boa ou má;
Se se tratar de uma certa desfocagem positiva, o efeito de perfuração é bom.
(6) Características do material (características físicas, dimensões gerais)
Quando o potência do laser A densidade F é baixa, a perda por difusão térmica do alumínio é superior à do ferro e a profundidade do furo do alumínio é inferior à do ferro.
Com o aumento de F, o material atinge rapidamente o ponto de ebulição e a velocidade de aquecimento é rápida.
Neste momento, a perda por condução de calor pode ser ignorada.
Como o alumínio tem calor latente de vaporização, a quantidade de remoção de vaporização do alumínio é maior do que a do ferro, de modo que a profundidade do furo do alumínio é mais profunda do que a do ferro.
O pulso de laser com alta densidade de potência deve ser usado para perfuração.
(7) Perfuração multipulsos
A profundidade do furo da perfuração de pulso único é limitada, apenas 3 a 4 vezes o diâmetro do furo, e a precisão e a repetibilidade são difíceis de controlar.
Geralmente, é utilizada a perfuração de múltiplos impulsos.
A perfuração multipulsos pode controlar factores instáveis, como a distorção da forma do furo, a expansão da zona afetada pelo calore fissuração da superfície.
A relação entre a profundidade do furo e a energia de impulso e os tempos de impulso
(8) Tecnologia auxiliar de perfuração a laser
Melhorar a forma do buraco:
(a) A película líquida com baixa tensão superficial é revestida para reduzir o depósito e a conicidade do furo.
(b) Cobrir a camada de proteção de modo a que o cone da perfuração laser fique sobre a camada de proteção.
(c) Soprar ar comprimido para melhorar a qualidade da superfície.
(d) É instalado um refletor sob a peça a trabalhar.
(e) Perfuração de múltiplos impulsos, focando periodicamente o feixe laser numa determinada posição no fundo do furo.
(f) Após a perfuração a laser, correção auxiliar.
3. Características e aplicação da perfuração a laser
2. Efetuar furos oblíquos e furos com formas especiais no plano inclinado
Transmissão de ar por laser
Perfuração de lâminas de motores de turbina
3. Punção de peças cerâmicas extremamente duras
Nenhuma dificuldade técnica na perfuração a laser de furos em cerâmica
Bocal de chama resistente a altas temperaturas para a indústria do aço
4. Elevada precisão de perfuração e desempenho fiável
Sem desgaste da ferramenta durante a perfuração a laser
Perfuração de bicos de motores a gás
5. Perfuração a laser de pequenos orifícios de alta densidade
O laser pode ser utilizado para perfurar com o método de voo de alta velocidade
Placa de peneiração de precisão para a indústria química e farmacêutica
Exemplos de aplicações de perfuração a laser:
Cerâmica- Φ 0,5 mm de orifício
Lâmina do motor - Φ 0,5 mm furo pequeno
Perfuração a laser de componentes de aeronaves:
2. Tecnologia de corte a laser
1. Princípio e classificação do corte a laser
Princípio do corte a laser
O corte a laser consiste em irradiar a peça de trabalho com um feixe de laser de alta densidade e potência.
Se a densidade de potência do laser exceder o limiar do laser, a energia do feixe laser e a energia térmica da reação química adicionada no processo de corte assistido por gás ativo são todas absorvidas pelo material, o que provoca um aumento acentuado da temperatura do ponto de funcionamento do laser.
Depois de atingir o ponto de ebulição, o material começa a vaporizar e forma buracos.
Com o movimento relativo do feixe e da peça de trabalho, o material forma finalmente uma fenda e a escória na fenda é soprada por uma certa quantidade de gás auxiliar.
O corte a laser pode ser dividido em corte por vaporização, corte por fusão e corte por combustão de oxigénio.
O corte por combustão de oxigénio é o mais utilizado.
A partir do corte de diferentes materiais, pode ser dividida em corte laser de metais corte por laser de metais e não metais.
O corte por vaporização refere-se ao facto de o raio laser aquecer a peça de trabalho a uma temperatura superior ao ponto de ebulição.
Alguns materiais escapam sob a forma de vapor e outros são soprados para fora do fundo de corte sob a forma de jactos.
A energia necessária para o corte a laser é 10 vezes superior à do corte por fusão.
O mecanismo é o seguinte:
① O laser aquece o material, reflectindo-o parcialmente e absorvendo-o parcialmente, e a refletividade do material diminui com o aumento da temperatura.
② O aumento da temperatura na zona de ação do laser é suficientemente rápido para evitar a fusão causada pela condução de calor.
③ O vapor escapa rapidamente da superfície da peça de trabalho a uma velocidade aproximada do som.
O corte por vaporização aplica-se apenas a materiais como a madeira, o plástico e o carbono que não podem ser fundidos.
Femtosegundo O corte a laser pertence ao corte por gaseificação.
(2) Corte por fusão
O corte por fusão consiste em que, quando a densidade de potência do feixe laser excede um determinado valor, a parte interna da peça de trabalho evapora-se para formar um orifício e, em seguida, sopra gás inerte auxiliar com o eixo ótico para afastar os materiais fundidos em torno do orifício.
O mecanismo de fusão e corte é:
① Quando o raio laser irradia a peça de trabalho, o resto da energia, exceto a reflexão, aquece o material e evapora-se em buracos.
Uma vez formado o buraco, este absorve toda a energia luminosa com um corpo negro, e o buraco é rodeado por uma parede de metal fundido. A parede fundida é mantida relativamente estável pelo fluxo de vapor a alta velocidade.
③ A isotérmica de fusão percorre a peça de trabalho e o material fundido é soprado por sopro auxiliar.
④ Com o movimento da peça de trabalho, o pequeno orifício desloca-se horizontalmente por uma fenda.
(3) Combustão de oxigénio para apoio ao corte
O mecanismo de fusão e corte assistido por oxigénio é:
Sob a irradiação laser, o material atinge a temperatura Tm, e depois entra em contacto com o oxigénio, o que provoca uma violenta reação de combustão e emite muito calor.
Sob a ação combinada do laser e deste calor, forma-se no material um pequeno orifício cheio de vapor e a sua envolvente é rodeada por gás fundido;
② O fluxo de vapor faz com que a parede de metal fundido circundante se mova para a frente, e ocorre a transferência de calor e material;
③ A velocidade de combustão do oxigénio e do metal é limitada pela conversão dos materiais de combustão em escória.
A velocidade de difusão do oxigénio através da escória até à frente de ignição. Quanto maior for o caudal de oxigénio, mais rápida é a reação química da combustão;
④ Na área que não atinge a temperatura de combustão, o fluxo de oxigénio actua como arrefecimento para reduzir a zona afetada pelo calor de corte.
⑤ Existem duas fontes de calor, radiação laser e o calor da reação química, no corte assistido por oxigénio.
(a) Modo gaussiano (b) Modo de baixa ordem (c) Multimodal
(3) Potência do laser e velocidade de corte
Relação entre a velocidade de corte e a potência do laser, espessura da chapa
Para uma determinada espessura de chapa, a velocidade de corte a laser aumenta normalmente de forma linear com a potência do laser.
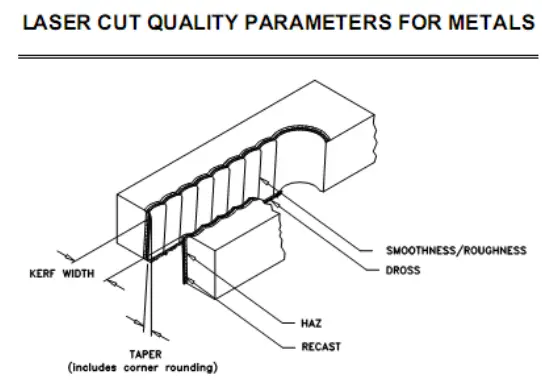
(4) Entalhe e rugosidade
Relação entre rugosidade do entalhe e espessura de corte
Para a rugosidade da incisão do corte a laser de metal, a metade superior é geralmente a melhor, a secção intermédia é a segunda e a secção inferior é fraca.
A rugosidade do entalhe está relacionada com o corte do entalhe.
(5) Posição de focagem
A relação a0 entre a distância da peça à lente de focagem e a distância focal é de 0,988<a0<1,003.
Por exemplo, ao cortar a laser 2,3 mm com baixo teor de carbono chapa de açoSe a câmara de vídeo não estiver a funcionar, é preferível utilizar uma desfocagem negativa de 0,3 a 0,7 mm.
(6) Espelho de focagem
(7) Diâmetro do bocal
Relação entre o diâmetro do bico e a velocidade de corte
O fluxo de oxigénio deve ser um fluxo de ar convergente supersónico para evitar a expansão da secção inferior da incisão.
Existe um diâmetro de bocal ótimo para um corte a laser específico. Na figura, 1,5 mm é o melhor diâmetro de bocal.
(8) Pressão de sopro do oxigénio
Relação entre a pressão de sopro de oxigénio e a velocidade de corte
Em diferentes potências de laser e diferentes espessuras, existe um valor ótimo de pressão de sopro de oxigénio.
(9) Polarização do laser
O estado da incisão obtido por diferentes luzes polarizadas
(a) Luz polarizada linearmente;
(b) Luz polarizada linearmente;
(c) Luz polarizada linearmente;
(d) Luz polarizada circularmente.
Como se pode ver na figura, é utilizada luz polarizada circular e a incisão é rectilínea, independentemente da direção de corte.
O sistema de corte está geralmente equipado com um polarizador circular com reflexão de 45 graus.
1. A zona afetada pelo calor na extremidade da junta de corte é pequena
Menos energia total necessária para o corte a laser
Corte de núcleo de aço silício para motor de grandes dimensões
2. A fenda de corte a laser é estreita
Elevada concentração de energia no corte a laser
Corte da junta do filtro do tubo de óleo
3. Elevada precisão de corte e pequena deformação da peça de trabalho
O diâmetro do ponto de focagem do laser é pequeno
Corte e moldagem da junta do cilindro
4. Boa repetibilidade de corte e pequeno erro
Corte de precisão CNC
Corte de peças com formas complexas
5. A superfície de corte a laser está limpa, sem escórias
Aperfeiçoamento do processo físico metalúrgico de corte
Corte com lâmina de serra de diamante para decoração
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...